




Бөлшектерді металдаумен өңдеу. Металдау процесінің мағынасы балқытылған металды арнайы дайындалған бөлшектің бетіне ауа немесе газ ағынымен тозаңдатып жабыстыру. Балқытылған металл бөліктері алдын-ала кедір-бұдыр етіп дайындалған бөлшектің бетіне соғып, оның бетіндегі олқылықтарды толтырады, нәтижесінде олардың механикалық бекітілуі, сондай-ақ тозаңдатылатын және негізгі металдар арасында молекулалық бірігулер іске асырылады. Шынықтыру, тотықтыру және қақтамалау нәтижесінде тозаңдатып жабылған материалдың қаттылығы артады. Металдау газбен, электрдоғалық, жоғары жиіліктік және плазмалық болып бөлінеді. Тозаңдатылған қабаттың тығыздығы бөліктердің жылдамдығына, демек, сопло мен бөлшектің бетіне дейінгі қашықтыққа тәуелді.
|

11.1 – сурет – электрдоғалық
металдаудың сұлбасы
тер етіп тозаңдатады. Балқытылған металл бөлшектері 75-200 м/с жылдамдықпен ұшып, арнайы дайындалған бөлшектің бетінен жағылып, тозаңдатылған қабат 5 жасайды. Бөліктердің өлшемдері металдау режиміне, тозаңдатылатын металдың тегіне тәуелді. Әдетте олар 0,01 ден 0,2-0,3 мм аралығында болады. Сығымдалған ауа ағынының жылдамдығы
(I қисық) сопладан алыстаған сайын тез төмендейді және 200-300 м қашықтықта тозаңдатылған бөлшектердің жылдамдығынан (II қисық) кем болады. Сондықтае сопла мен бөлшектің бетіне дейінгі қашықтық 75-150 мм болуы керек. Бұл аралықта металл бөліктерінің жылдамдығы ең үлкен, сондықтан тозаңдатылған қабаттың сапасы да жоғарырақ болады.
Электрлік металдаудың артықшылығына оның өнімділігін жатқызуға болады. Негізгі кемшіліктері: қоспаланатын элементтердің жанып кетуі, тозаңданатын металдың тотығуы, тозаңдатылған қабаттың механикалық қасиеттерінің төмендігі, тозаңдату кезінде металдың көп шығындалуы.
Газбен тозаңдатуда тозаңдатылатын металды ацетилин-оттегі жалынымен балқытады, ал тозаңдатуды сығымдалған ауамен немесе инертті газбен іске асырады. Сығымдалған ауаның шығыны 0,6-0,8 м 3 /мин, қысымы 3-5 кгс/см 2. Ацетилиннің қысымы 0,04-0,6 кгс/см 2 , ал шығыны 240-850 л/сағ. Оттегінің қысымы 2-7 кгс/см 2 , шығыны600-2100 л/сағ.
Тозаңдатылатын сым 4,5-6,0 м/мин жылдамдықпен арнайы беріліс механизмімен беріледі.
Болашағы бар әдістердің бірі плазма-доғалық металдау. Жоғары қысымдағы газ ортасына үлкен тығыздықтағы электр тогын өткізгенде газ иондалады. Оң және теріс зарядты иондармен бірге иондалған газда элекктрондар мен нейтрондар атомдары бар. Заттың бұндай күйі плазма деп аталады. Плазманың электр өткізгіштігі жоғары және өзінің маңында плазма бөліктерін сығымдалып, қысаң шоқталып қозғалуға мәжбүрлейтін магнит өрісін жасайды. Плазма ағынындағы температура 1500ºС дейін жетеді.
Гальваникалық өсірумен бөлшектерді жөндеу. Металды гальваникалық өсіру электролиз процесіне негізделген. Электролитке берілетін тұрақты токтың әсерінен оң зарядты иондар (катиондар) катодқа, теріс зарядты иондар (аниондар) анодқа қарай қозғалады.
Катодқа оң иондар, анодқа теріс иондар жеткенде бейтарап атомдар пайда болады. Нәтижесінде катод ретінде қолданылатын қалпына келтірілетін бөлшектен металл мен сутегі, анодтан – қышқыл және су қалдығы бөлінеді. Металдар электролизі кезінде еритін және ерімейтін анодтар қолданылады.
Фарадей заңы бойынша электролиз кезінде катодтан бөлінетін заттың теориялық мөлшері мынандай:
G T =cIT, (11.1)
Мұнда, G T – катодтан бөлінетін зат мөлшері, г;
с – электрохимиялық эквивалент, г/(А· сағ);
I – ток күші, А;
Т – электр тогының электролит арқылы өту уақыты, сағ.
Іс жүзіндегі жабысатын зат мөлшері G Ф теориялықтан G T аз.
Іс жүзіндегі жабысатын материал мөлшерінің G Ф теориялыққа G T қатынасы ток бойынша шығым деп аталады және п.ә.к. сипаттайды:
 . (11.2)
. (11.2)
Хромдауда α=12-18%, гальваникалық өсірудің басқа түрлерінде – 60-90%.
Катодқа жабысқан металл қабатының орташа қалыңдығы:
 , (11.3)
, (11.3)
 , (11.4)
, (11.4)
Мұнда, h – қабаттың орташа қалыңдығы, мм;
G Ф – іс жүзінде жабысқан металдың массасы, г;
Ғ – бөлшектің жабылатын бетінің ауданы, дм;
ρ – жабыстырылатын металдың тығыздығы, г/см 3 ;
D К – токтың тығыздығы, А/дм 2;
α – ток бойынша шығым, %.
Тозған бөлшектердің өлшемдерін қалпына келтіру үшін электролиттік хромдау, болаттау, мыстау және никельдеу қолданылады.
Бөлшектерді дәнекерлеумен жөндеу. Дәнекерлеу деп қатты күйдегі қыздырылған металл беттерін балқу температуралары негізгі металдардікінен төмен ерітілген қорытпалар (дәнекерлер) көмегімен бөлінбейтін бірігулер жасау процесін айтады.
Дәнекер ретінде беттерге жақсы жағылатын металдар мен қорытпалар пайдаланылады. Дәнекерлеу біріктірілетін материалдардың түйіскен жерлері 450ºС дейін қыздырылатын төменгі температуралыға және жоғары температуралыға бөлінеді.
Төменгі температуралы дәнекерлеуге ПОС-30, ПОС-40, ПОС-50, ПОС-61 және басқа балқу температуралары 220-280ºС дейінгі қалайы-қорғасынды дәнекерлер қолданылады. Бұлар төменгі температураларда жұмыс істейтін жауапты емес бірігулерге қолданылады. Бұл бірігулердің созуға беріктік шегі 2,8-3,2 кгс/мм 2.
Жоғарғы температуралы дәнекерлеуге мыс, күміс, никель және солардың негізіндегі қорытпалардан жасалған дәнекерлер жатады. Бұл дәнекерлердің созуға беріктік шегі 30-35 кгс/мм 2.
Дәнекерлеу процесіне біріктірілетін беттерді дайындау, оларды дәнекердің балқу температурасына жақын шамада қыздыру, дәнекерді балқыту және сұйық дәнекерді біріктірілетін беттерге жағу және олармен жұмыстық жапсарды толтыру жатады.
Дәнекерлеу алдында беттерді кір мен тотықтардан мұқият тазалау қажет. Ол үшін механикалық өңдеуді, негіздермен майсыздандыруды және қышқылдармен улауды қолданады. Біріктірілетін беттерді қорғау және дәнекерлеу кезінде пайда болатын тотықтарды кетіру үшін ұнтақ немесе сұйық флюстер қолданылады. Дәнекерлеп болған соң флюстердің қалдығы сумен жуылып, кептіріледі. Дәнекерлеуді механикалық зақымдалған, көбіне жарылып кеткен бөлшектерді жөндеуге қолданады.
Үйкеліске қарсы қорытпаларды қайта құйып бөлшектерді жөндеу. Үйкеліске қарсы қоспалар үйкелісті төмендету және білік мойынының тозуын азайту мақсатында сырғанау мойынтіректерін қайта құюда кең қолданылады. Бұл мақсатта қалайысы көп баббит, қорғасын-қалайылы никель (БН) және теллурлы баббиттер (БТ), қорғасынды қола және т.б. қолданылады.
Материалды таңдау өзіндік күшсалмаққа және мойынтірек бетінің жұмыс процесіндегі температурасына тәуелді. Баббиттер үшін рауалы өзіндік күшсалмақ 75 кгс/см 2 аспауы, жұмыс температурасы 100ºС дейін болуы керек. Қорғасынды қола өзіндік күшсалмақ 200-250 кгс/см 2 және температура 140-160ºС кезінде пайдаланылады.
Мойнтіректерді үйкеліске қарсы қорытпаны қайта құйып жөндеу мойынтіректі дайындаудан, баббитті балқытудан, баббитті мойынтірекке құюдан, мойынтіректі механикалық өңдеуден және сапасын тексеруден тұрады.
Мойынтіректі майсыздандыру температурасы 80-90ºС каустикалық сода ерітіндісінде 10 минут ішінде ұстап жүргізіледі. Сонан соң мойынтіректі ыстық сумен жуады және кептіреді. Тозған баббит қабатын механикалық өңдеумен немесе ерітіп кетіреді. Қыздырылған мойынтіректі майсыздандырғаннан кейін балқытылған баббит қалдықтары бар тигельге батырады, сонан соң жабысқақ қалдықтарын кетіру үшін оның бетін асбест тазалағышпен сүртеді. Тазалап болғанна кейін ішпектің геометриялық өлшемлерін тексереді. Құйып болғанна кейін мойынтіректің ішін жонып, содан кейін тексереді. Механикалық өңдеуден кейінгі қаяулар (раковина) саны мойынтіректің әрбір жағында үштен көп болмауы керек. Сонда да қаяудың тереңдігі 1 мм аспауы, бетінің өлшемі 2 мм аспауы керек.
|
|
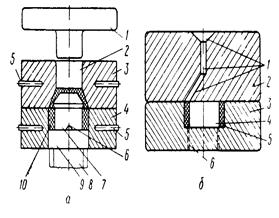
Температура жоғары кезде ұнтақ пластикалық күйге келеді және қысым әсерінен бүкіл сыңылауларды толтырып, бөлшек бетіне берік жабысады (11.2-сурет). Процестің негізгі параметрлері – температура, қысым және ұстау уақыты.
Қысыммен құю қыздырған кезде алдымен пластикалық, сонан кейін тұтқырағындық күйге, ал салқындатқанда – қайтадан қатты күйге келетін термопластикалық полимерлер жаппаларды жағуға қолданылады. Қысыммен құю арнайы құю машиналарында іске асырылады.
Полимер жаппаларымен бөлшектерді жөндеудің артықшылықтары:
1) технологиялық процестің қарапайымдылығы;
2) жаппаның химиялық тұрақтылығының жоғарылығы;
3(майлау жоқ кезде де жеткілікті тозуға төзімділігі.
Полимер жаппалардың кемшіліктері:
1) жылуға төзімділігі төмен, көп жағдайда 200-250ºС аспайды;
2) рауалы өзіндік күшсалмағы үлкен емес.
Желімдеп біріктіруді қолданып бөлшектерді жөндеу. Материалдарды желімдеу кейбір металл емес материалдардың металмен жеткілікті берік байланыс жасау қасиеттеріне негізделген. Желімді термореактивтік немесе термопластикалық полимерлер негізінде жасайды. Металдарды желімдеу үшін әртүрлі желімдер пайдаланылады. Күшсалмақ түсетін бөлшектерге фенол-формальдегид, эпоксид, полиуретан, полиамид, полиэфир негізіндегі желімдер қолданылады.
Желімдерді пайдалану бөлшекті жөндеу процесін қарапайымдандырады, жеделдетеді және жөндеу құнын төмендетеді.
Желімдеу бірігулерінің кемшіліктері:
1) пайдалану температурасы төмен, 200-300ºС аспайды;
2) әркелкі тартуда беріктігі төмен;
3) әртүрлі сыртқы факторлар әсерінен ескіруге бейім.
Тозған бөлшектерді қалпына келтірудің тиімді әдісін таңдау. Жөндеудің тиімді әдісін таңдау ақаудың сипаты, бөлшектің материалы, оның құрылымы мен жасау технологиясының ерекшеліктері, жұмыс істеу шарты бойынша анықталады.
Жөндеу әдісін таңдауға жөндеу процесінің өнімділігін, қолданылатын материалдар мен жабдықтардың құнын, жөндеу жұмысының сериялылығын, жөндеу және беттік қатайту нәтижесінде бөлшектің шыдам мерзімінің жоғарылау дәрежесін анықтайтын – техника-экономикалық көрсеткіштер де, сондай-ақ жұмыстың санитарлық-гигиеналық шарттары да маңызды әсер етеді.
Машиналардың бөлшектерін жөндеудің әртүрлі тәсілдерінің технологиясын талдау зақымданған бөлшектердің маңызды бөлігі тек жөнделіп қана қоймай, сонымен қатар беріктендіру нәтижесінде олардың уақыт қорлары жаңаларымен салыстырғанда артығырақ болатындай мүмкіндіктердің бар екенін көрсетеді. Сондықтан бөлшектерді жөндеудің ең тиімді тәсілдерін таңдағанда жөндеудің құнымен қатар жөнделген бөлшектің оның жаңасымен салыстырғанда істен шықпай жұмыс істеуінің өзгеруін де ескеру керек.
В.В. Ефремов машина бөлшектерін жөндеудің таңдау әдісінің мынандай ретін ұсынды;
1) бөлшектерді жөндеудің техникалық мүмкін тәсілдерінің тізімін анықтау;
2) жөндеу мекемесінің бағдарламасы негізінде жөнделетін бөлшектердің партиясының мөлшерін анықтау;
3) тізімге кірген бөлшектерді жөндеу тәсілдерінің технологиялық процесін жасап, әрбір тәсіл бойынш нақты мекемеде жөндеу құнын анықтау.
4) жөндеудің ең тиімді тәсілі тек ең арзаны ғана емес, сонымен қатар жөндеу аралық кезеңін ұзартаты екенін де ескеріп, осы екі факторды байланыстыру керек. Осы мақсатта мынандай коэффициент енгізіледі:
 (11.5)
(11.5)
 (11.6)
(11.6)
мұнда – Сжөн –жөнделген бөлшектің құны;
Lжөн -жөнделген бөлшектің уақыт қоры;
Lжаң -жаңа бөлшектің уақыт қоры.
Lжаң – жаңа бөлшекті тозуға сынаумен анықталады. Lжөн әртүрлі жөндеу тәсілдері үшін үлгілерді пайдалану шартына жақын жағдайда тозуға сынаумен анықталады.
Неғұрлым  мәні аз болса, соғұрлым жөндеу тәсілі тиімді М.А. Елизаветин ең тиімді жөндеу әдісін бірнеше көрсеткіштер бойынша немесе бір жалпылама көрсеткішпен, мысалы салыстырмалы құны бойынша, яғни бөлшекті жөндеу құнының жөндеуден кейінгі уақыт қорына қатынасы бойынша анықтауды ұсынады. Солардың кейбіреулерін көрсетейік.
мәні аз болса, соғұрлым жөндеу тәсілі тиімді М.А. Елизаветин ең тиімді жөндеу әдісін бірнеше көрсеткіштер бойынша немесе бір жалпылама көрсеткішпен, мысалы салыстырмалы құны бойынша, яғни бөлшекті жөндеу құнының жөндеуден кейінгі уақыт қорына қатынасы бойынша анықтауды ұсынады. Солардың кейбіреулерін көрсетейік.
Жөндеудің экономикалық тиімділігінің көрсеткіші:
 , (11.7)
, (11.7)
мұнда Сжақ – жаңа бөлшектің құны;
Сжөн –таңдалған әдіспен жөнделген сол бөлшектің құны.
Жөндеудің ең тиімді әдісі - Кэ шамасы үлкен болатыны.
Уақыт қорының өзгеруінің көрсеткіші:
 (11.8)
(11.8)
Жөндеудің әртүрлі әдістері бойынша Кр -дің шамаларын салыстырып, оның ең аз болатын тәсілін таңдаған жөн.
Әдебиеттер: 2 нег. [47-60], 3 нег. [147-177], 5 нег. [178-250].
Бақылау сұрақтары:
1. Бөлшектерді металдаумен жөндеу процесі қалай жүргізіледі және оның артықшылықтары мен кемшіліктері қандай?
2. Гальваникалық өсірумен жөндеудің түрлері мен технологиясы қандай?
3. Бөлшектерді дәнекерлеумен жөндеу қалай іске асырылады?
4. Бөлшектерді полимер жаппалармен жөндеудің артықшылықтары қандай?
5. Бөлшектерді қалпына келтірудің тиімді әдісі қалай таңдалады?

