




На токарних багатошпиндельних автоматах одночасно обробляють кілька заготовок. Число одночасно оброблюваних заготовок дорівнює числу шпинделів автомата. Найбільш поширені автомати, що мають чотири – вісім шпинделів.
Заготовками для виготовлення деталей на автоматах є прутки (пруткові автомати) або штучні заготовки – поковки, виливки, які закладають у спеціальні ємності – магазини (магазинні автомати).
Чотирьохшпиндельний автомат паралельної обробки (рис. 4.33). На станині 1 змонтовані передня стійка 2 з коробкою швидкостей 3 і задня стійка 6. Для підвищення жорсткості передня й задня стійки з'єднані поперечкою 5. На торці передньої стійки змонтовані поперечні (передній і задній) супорти 4. У задній стопці закріплені упори 7.
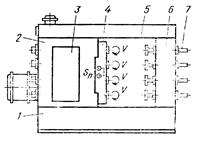
Рис. 4.33 Загальний вид 4-х шпиндельного токарного автомата паралельної обробки
Автомат одночасно обробляє чотири однакові деталі. Заготовки - прутки пропускають крізь порожні шпинделі на довжину, яка дорівнює довжині виготовленої деталі. Довжина вильоту прутків зі шпинделів обмежується упорами задньої стійки. Прутки затискаються цанговими патронами шпинделів і одержують обертовий рух v.
Заготовки обробляють чотирма однаковими фасонними різцями, кожний з яких установлений у передньому поперечному супорті проти відповідного шпинделя верстата. Таким чином, всі різці одночасно одержують поперечну подачу.
Після обробки поверхонь заготовок чотири відрізних різці, установлених у задньому поперечному супорті, відрізають готові деталі від прутків, і цикл роботи автомата повторюється. Схема обробки заготовок на автоматі показана на рис. 4.34.
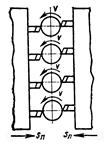
Рис.4.34 Схема обробки заготовок на 4-х шпиндельному токарному автоматі паралельної обробки
На автоматах цього типу обробляють тільки зовнішні поверхні заготовок і тільки з поперечною подачею різців.
Багатошпиндельний автомат послідовної обробки з горизонтальним розташуванням шпинделів (рис. 4.35). На станині 1 змонтовані передня 2 і задня 6 стійки, з'єднані між собою траверсою 5; у передній стійці змонтований шпиндельний блок 3 зі шпинделями; у задній стійці змонтована коробка швидкостей 7. На торцевій стороні передньої стійки проти кожного шпинделя встановлені поперечні супорти 4. Між стійками розташований осьовий супорт 8 з каретками, що мають поздовжнє переміщення. Каретки осьового супорта розташовуються на одній осі зі шпинделями, навпроти яких вони встановлені.
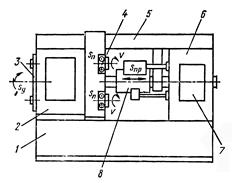
Рис. 4.35 Загальний вид токарного горизонтального багатошпиндельного автомата послідовної обробки
При обробці заготовок інструменти, що працюють із поперечною подачею (прорізні, підрізні, фасонні, відрізні, галтельні та інші різці), установлюють у затискних пристроях поперечних супортів; інструменти, що працюють із поздовжньою подачею (свердла, зенкери, розгортки, розточувальні й прохідні різці і т.д.),– у затискних пристроях каретки.
Затиснутий у шпинделі пруток, переміщаючись разом зі шпинделем, або кожному повороті шпиндельного блоку займає чергову робочу позицію, що обслуговується відповідними інструментами, і заготовка послідовно піддається всім операціям обробки. Таким чином, у кожній позиції шпинделів автомата заготовка перебуває на різних стадіях обробки.
У передостанній позиції шпинделя заготовка остаточно обробляється й відрізний різець відрізає готову деталь від прутка. Після чергового повороту шпиндельного блоку на 1/  частину (п — число шпинделів автомата) пруток подається на довжину, рівну довжині оброблюваної деталі. При черговому повороті блоку на 1/п частину починається новий цикл виготовлення наступної деталі. Час обробки однієї деталі дорівнює часу обробки заготовки під час самої тривалої операції.
частину (п — число шпинделів автомата) пруток подається на довжину, рівну довжині оброблюваної деталі. При черговому повороті блоку на 1/п частину починається новий цикл виготовлення наступної деталі. Час обробки однієї деталі дорівнює часу обробки заготовки під час самої тривалої операції.
На багатошпиндельних автоматах послідовної дії виготовляють деталі зі складною конфігурацією зовнішніх і внутрішніх поверхонь.
Вертикальний багатошпиндельний напівавтомат роторної обробки (рис. 4.36). На станині 1 установлена карусель 2, у якій змонтовані шпинделі 5. На центральній колоні 3 закріплені вертикальні супорти 4. Привід верстата 6 змонтований у станині. Оброблювану заготовку закріплюють у патроні шпинделя, від якого вона одержує обертовий рух v. Карусель разом зі шпинделями має повільний обертовий рух  . З такою ж швидкістю й у тому ж напрямку обертається колона разом із супортами. При обертанні каруселі й колони заготовки обробляються інструментами, закріпленими в супортах, з вертикальною подачею. За один оберт каруселі й колони обробка закінчується.
. З такою ж швидкістю й у тому ж напрямку обертається колона разом із супортами. При обертанні каруселі й колони заготовки обробляються інструментами, закріпленими в супортах, з вертикальною подачею. За один оберт каруселі й колони обробка закінчується.
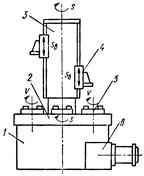
Рис.4.36 Загальний вид багатошпиндельного вертикального напівавтомата роторної обробки

