




Сутність цього методу полягає в тому, що нормуються елементи технологічної операції: технологічні і допоміжні переходи і т. ін. Така норма часу називається технічно обґрунтованою.
У залежності від типу виробництва можуть розраховувати або штучно-калькуляційний час Тшт-к або штучний Тшт. Структура цих часів така:
Тпз
Тшт-к = Тшт + ---- (хв), (4.10)
n
деТшт = То + Тд + Ттех.обсл + Т орг.обсл + Т від
Розглянемо кожну із складових цих часів:
То - основний час;
Тд - допоміжний час;
Ттех.обсл - час на технічне обслуговування;
Торг.обсл - час на організаційне обслуговування;
Твід - час на реґламентовані перерви (на відпочинок);
Тп.з – підготовчо- заключний час;
n - число виробів у партії;
Сума То + Тв - називається оперативним часом Топ.
Основний час при механічній обробці розраховується на кожний технологічний перехід. Ця частина штучного часу витрачається безпосередньо на зміну або визначення стану предмета праці:
Lр
То = ------ * і (хв), (4.11)
S хв
де Lр - розрахункова довжина обробки, мм (рисунок 4.3);
Sхв- хвилинна подача, мм/хв;
і - кількість робочих ходів;
Lр = Lдет + Lвр + Lпер (мм),
де Lдет - довжина оброблюваної поверхні деталі за кресленням, мм;
Lвр - довжина врізання інструмента, мм;
Lпер - довжина перебігу інструмента, мм.
Lвр призначена для забезпечення безпечного входу інструмента в заготовку на робочій подачі, а Lпер – для гарантованого виходу його за поверхню після закінчення її обробки. У випадках обробки не на прохід, свердлення глухого отвору і тому подібних випадках перебіг інструмента може бути відсутнім. Це необхідно враховувати при визначенні розрахункової довжини обробки.


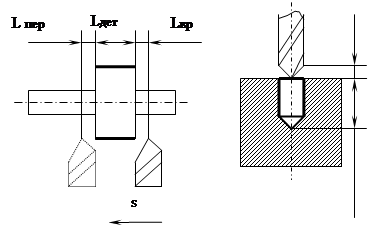 Рисунок 4.3 - Складовї розрахункової довжини обробки
Рисунок 4.3 - Складовї розрахункової довжини обробки
Допоміжний час Тд - частина штучного часу, що витрачається на виконання прийомів, необхідних для забезпечення можливості обробки і подальшого визначення стану предмета праці (установка і зняття заготовки, керування верстатом, вимір розмірів).
Нормування допоміжного часу виконують за допомогою нормативів часу з різним ступенем їх деталізації.
Час обслуговування Тоб робочого місця - частина штучного часу, що витрачається виконавцем на підтримку засобів технологічного оснащення в працездатному стані і догляд за ним і робочим місцем.
Обслуговування робочого місця поділяють на організаційне і технічне.
Витрати часу на технічне обслуговування Ттех.обс передбачають виконання зміни інструмента, що затупився, регулювання і підналагодження верстата та ін.
Час на організаційне обслуговування Торг.обс передбачений на догляд за робочим місцем - випробування й огляд обладнання, одержання інструктажу протягом зміни від майстра або бригадира, очищення і змащування обладнання, прибирання робочого місця та ін.
Час технічного й організаційного обслуговування встановлюють за нормативами часу у відсотках від оперативного часу (до 4-8%).
Час на відпочинок і особисті потреби Твід - частина штучного часу, що витрачається працюючим на особисті потреби і (при стомлювачих роботах) - на додатковий відпочинок. Цей час визначають у відсотках від оперативного часу. Для механічних цехів він приблизно складає 2,5 – 4 % від оперативного часу.
Підготовчо-заключний час Тп.з - інтервал часу, що витрачається на підготовку обладнання і засобів технологічного оснащення до виконання технологічної операції і упорядкування останніх після закінчення виконання операції. Його призначають на всю партію заготовок, що підлягають обробці на операції. Цей час визначають за нормативами, у які входять налагодження засобів технологічного оснащення; ознайомлення з роботою (кресленням, технологічним процесом, інструкціями та ін.); одержання матеріалів, інструментів, а також на роботи після закінчення обробки партії заготовок - здача виготовлених деталей, зняття з верстата технологічного оснащення, приведення в робочий стан устаткування.
Штучно–калькуляційний Тшт-к час визначається в одиничному, дрібносерійному й іноді в середньосерійному виробництві для операцій, налагодження обладнання для яких виконує сам робітник.
Штучний час розраховується в тих типах виробництва, де обладнання налагоджує наладчик, а робітник тільки виконує на ньому роботу (середньосерійне, великосерійне і масове виробництво).
Розцінка за виконання операції може бути розрахована за такою формулою:
Соп = Тшт (Тшт-к) * С г.с (грн.),
де Соп – розцінка за виконання операції; Тшт (Тшт-к) – відповідна норма часу на операцію (годин); Сг.с – годинна тарифна ставка робітника відповідного розряду (грн.).
Крім розглянутого вище поелементного нормування, для встановлення норми часу на практиці іноді застосовують такі методи, як хронометраж і фотографія робочого дня.
За допомогою хронометражу вивчають витрати часу на виконання циклічно повторюваних ручних і машинно-ручних елементів операції. Його
застосовують при проектуванні раціонального складу і структури операції, для встановлення нормальної тривалості їх елементів і на цій основі - укладання нормативів для розрахунків технічно обґрунтованих норм часу. Хронометраж також застосовують при вивченні передових методів роботи з метою їх поширення.
Фотографія робочого дня полягає у вивченні і вимірюванні всіх витрат часу шляхом спостереження протягом однієї або декількох змін. При цьому, на відміну від хронометражу, фіксують витрати, не тільки пов'язані з виконанням операції, а і з організацією виробництва (тимчасові простої з різних причин: відсутність заготовок, інструмента і т.п.).
Питання для самоперевірки
1Принципи проектування технологічних процесів.
2 Вихідна інформація для проектування технологічних процесів.
3 Послідовність етапів проектування технологічних процесів.
4 Методи проектування технологічних процесів.
5 Визначення типу виробництва, партії запуску, такту випуску.
6 Технологічність конструкції. Приклади реалізації.
7 Призначення методу виготовлення вихідної заготовки.
8 Формування маршруту обробки заготовки.
9 Методи призначення припусків на обробку.
10 Сутність дослідно-статистичногометоду.
11 Вибір обладнання та технологічного оснащення.
12 Технічне нормування. Способи. Межі використання.
Список літератури
1. Анурьев В.И. Справочник конструктора-машиностроителя.-М.: Машиностроение, 1980.-Т.2.-559 с.
2. Анурьев В.И. Справочник конструктора-машиностроителя. - М.: Машиностроение, 1980.-Т1.-728.
3. Бабук В.В. и др. Дипломное проектирование по технологии машиностроения.- Минск: Вышэйш. шк., 1979.- 464 с.
4. Великанов К.М., Власов В.Ф., Карандашева К.С. Экономика и организация производства в дипломных проектах.- 3-е изд., перераб. и доп. - Л.: Машиностроение, 1977 - 208 с.
5. Гжиров Р.И. Краткий справочник конструктора: Справочник. – Л.: Машиностроение, 1984. – 464 с.
6. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. - 4-е изд., перераб. и доп.- Минск: Вышэйш. школа, 1983.- 256 с.
7. Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1979. - 303с.
8. ГОСТ 3.1107-81. Обозначения условные графические, применяемые в технологических процессах. Опоры и зажимы.ГОСТ 3.1201-85. ЕСТД.
9. Ковшов А.Н. Технология машиностроения. - М.: Машиностроение, 1987. -320 с.
10. Корсаков В.С. Основы технологии машиностроения: Учебник для вузов.-3-е изд., доп. и перераб.- М.: Машиностроение, 1977. - 416 с.
11. Маталин А.А. Технология машиностроения.-Л.:Машиностроение.1985.-496 с.
12. Митрофанов С.П. Научные основы организации группового производства.- М.-Л.: Машгиз, 1963.-308 с.
13. Обработка металлов резанием: Справочник технолога / Под общ. ред. А.А. Панова. - М.: Машиностроение. 1988. - 736 с.
14. Руденко П.А. Проектирование технологических процессов в машиностроении. - Киев: Вища школа, 1985. - 255 с.
15. Руденко П.А., Харламов Ю.А., Плескач В.М. Проектирование и производство заготовок в машиностроении: Учеб. пособие.-К.: Выща школа, 1991.- 247 с.: ил.
16. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / Под ред. А.И. Якушева. – М.:Машиностроение, 1980.-527с.
17. Справочник технолога-машиностроителя:В 2 т / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. - Т1.- 656 с.
18. Справочник технолога-машиностроителя:В 2т / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. - Т.2. -496 с.
19. Станочные приспособления: Справочник: В 2т / Под ред.
Б.Н. Вардашкина, А.А. Шатилова. - М.: Машиностроение, 1984. - Т.1. -
656 с.
20. Станочные приспособления: Справочник: В 2т. / Под ред.
Б.Н. Вардашкина, А.А. Шатилова. - М.: Машиностроение, 1984. - Т.2. -
656 с.
21. Картавов С.А. Технология машиностроения (специальная часть),– 2-е изд., перераб. и доп. – Киев: Вища школа, 1988. – 272 с.
22. Лавриненко М.З. Технология машиностроения и технологические основы машиностроения. - Киев: Вища школа. Головное изд-во, 1982. – 320с.
23. Худобин Л.В. и др. Курсовое проектирование по ТМС. -М.: Машиностроение, 1989.- 288с.
Навчальне видання
Захаркін Олександр Улянович

