




Штампосварные заготовки (картер заднего моста автомобиля ЗИЛ-130).
Изготовление заготовок из металлокерамических материалов, например, направляющих втулок клапанов двигателей ЗИЛ-130. В прессформах под давлением 500-1000 МПа при температуре ниже точки плавления основного компонента.
Железомедные, медно-графитовые и другие.
Изготовление деталей из пластмасс: прессование, литье под давлением, волочение и экструзия, напыление всевозможных деталей.
1.4.5 Понятие о припуске на обработку. Методы определения о перационных и общих припусков на обработку заготовок. Определение операционных размеров и допусков
Припуском на обработку называется слой металла, снимаемый с заготовки в процессе механической обработки для получения готовой детали.
Завышенные припуски на обработку – расход металла в стружку, увеличение трудоемкости и себестоимости изготовления детали.
В то же время недостаточные припуски на обработку не обеспечивают удаления поверхностного дефектного слоя и требуемую точность и чистоту поверхности, увеличивают брак и повышают стоимость обработки.
Припуски разделяются на общие и операционные:
- общим припуском называется слой металла, удаляемый с заготовки при выполнении всех технологических переходов, определяемый разностью размеров черновой заготовки и готовой детали
 - для внешних поверхностей;
- для внешних поверхностей;
 - для внутренних поверхностей.
- для внутренних поверхностей.
Промежуточным припуском (межоперационным) называется слой металла, удаляемый при выполнении одного технологического перехода; припуск определяется разностью размеров предшествующего и последующего переходов
 или
или 

Симметричные и асимметричные припуски.
Симметричные припуски – при обработке наружных и внутренних поверхностей вращением, а также при параллельной обработке противоположных плоских поверхностей;
Асимметричные припуски имеют место при обработке противолежащих поверхностей независимо друг от друга. Например, когда одна из противолежащих поверхностей не обрабатывается.
Припуск зависит от многих факторов: материала, размеров заготовки, способа ее изготовления, от термической обработки (обезуглероживания поверхностного слоя или деформации заготовки), от способа установки детали на станке и упругих деформаций, от ее закрепления и силы резания.
Допуск на припуск определяется разностью максимального  и минимального
и минимального  припусков.
припусков.
Допуск на общий припуск является допуском на соответствующий размер заготовки.

Рисунок 1.4.1 – Схема расположения межоперационных припусков и допусков при обработке наружных и внутренних поверхностей
Промежуточный допуск – допуск на промежуточный (операционный) припуск определяют как допустимые колебания припуска, так и размер на данной стадии обработки поверхности.
Допуски на промежуточные размеры назначают в «тело» детали от номинального размера, за который для валов принимают наибольший размер (допуск со знаком минус) и для отверстий – наименьший (допуск со знаком плюс).
Для определения припусков используют два метода:
- опытно-статистический;
- расчетно-аналитический (разработан В.М. Кованом).
- При опытно-статистическом методе допуск устанавливается по опытным данным суммарно на всю обработку, без расчета припуска по отдельным стадиям обработки.
Данные для разных видов обработки приводятся в ГОСТах, РТМ и справочниках.
Расчетно-аналитический метод позволяет определить величину припуска с учетом всех элементов, составляющих припуск. При этом предусматривается, что при каждом технологическом переходе должны быть устранены погрешности предшествующего перехода (высота неровностей поверхности, глубина дефектного поверхностного слоя, пространственное отклонение в виде коробления поверхностей, непараллельности, неперпендикулярности осей, несоосности и др.).
При расчете припусков необходимо иметь в виду, что удалению подлежит не весь поверхностный слой, а лишь верхняя дефектная часть его. Нижележащий наклепанный слой не подлежит удалению, т.к. обладает большой износостойкостью по сравнению с нижележащими слоями.
 ,
,
где  - высота микронеровностей;
- высота микронеровностей;
 - глубина дефектного поверхностного слоя;
- глубина дефектного поверхностного слоя;
 - пространственные отклонения;
- пространственные отклонения;
 - погрешность установки;
- погрешность установки; 
 - погрешность базирования;
- погрешность базирования;
 - погрешность закрепления.
- погрешность закрепления.
Симметричный припуск 
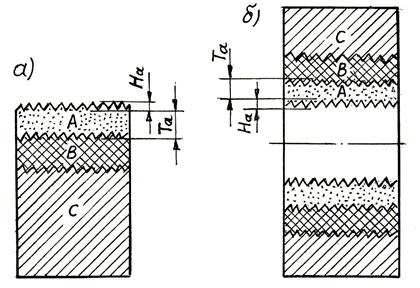
А – удаляемая дефектная часть поверхностного слоя;
В – неудаляемая часть поверхностного слоя (наклеп и
переходная зона);
С – нормальная структура металла.
Рисунок 1.4.2 – Поверхностный слой при обработке наружной (а)
и внутренней (б) поверхностей
При обработке наружных и внутренних поверхностей вращения

При расчете припусков по приведенным формулам необходимо иметь в виду, что в ряде случаев некоторые составляющие не должны учитываться, (полирование – учитывается только высота неровностей).
Промежуточные размеры заготовок по всем технологическим переходам от готовой детали до размеров исходной (черновой) заготовки определяются с учетом промежуточных припусков, установленных расчетом.
 ;
; 
 ;
;  ;
;  ;
;
 - допуск на предшествующий размер,
- допуск на предшествующий размер,
 - допуск на выполняемый размер.
- допуск на выполняемый размер.

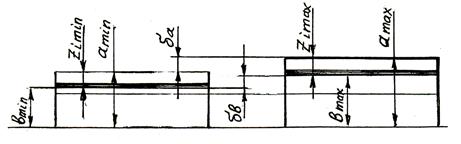
Рисунок 1.4.3 – Схема заготовки с наименьшим и наибольшим
припусками на обработку поверхности
Установление припусков на разные стадии обработки поверхности целесообразно производить с последней операции обработки, приняв исходные размеры готовой детали.
Максимальный общий припуск на обработку  будет равен сумме максимальных промежуточных припусков
будет равен сумме максимальных промежуточных припусков

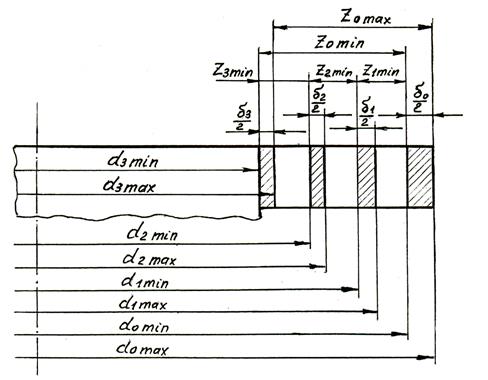
Рисунок 1.4.4 - Припуски и размеры при обработке вала.
Расчетно-аналитический метод расчета припусков относится к области обработки деталей способом автоматического получения размеров и может быть использован для случаев обработки способом индивидуального получения размеров. При этом погрешность установки необходимо заменить погрешностью выверки заготовки соответствующим способом.

