




Действительные поверхности деталей машин отличаются от номинальных (заданных в технической документации) наличием неровностей, образовавшихся при обработке поверхности и обусловленных колебанием инструмента и детали в процессе обработки, дефектами инструмента, особенностями кинематики обрабатывающего станка и др. Эти периодические неровности называют шероховатостью.
Шероховатость поверхности регламентируется следующими стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и определения.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики. ГОСТ 2.309-73. Обозначение шероховатости поверхностей.
Шероховатость поверхности - это совокупность ее неровностей. Для характеристики шероховатости поверхности деталей ГОСТ 2789—73 устанавливает ряд параметров. Основными параметрами, определяющими степень шероховатости поверхности, являются:
Rz - высота неровностей профиля по 10 (десяти) точкам;
Ra - среднее арифметическое отклонение профиля.
Единица измерения неровностей поверхности - микрометр (мкм). Требования к шероховатости поверхностей детали определяются условиями ее работы и задаются конструктором.
Обозначение шероховатости поверхности.
Обозначение шероховатости поверхностей, правила их нанесения на чертежах установлены ГОСТ 2.309—73.
ВНИМАНИЕ! В ГОСТ 2.309-73 ЕСКД было внесено изменение №3, принятое Межгосударственным советом по стандартизации, метрологии и сертификации. Вводится с 01.01.2005г.
Стандарт полностью соответствует стандарту ИСО 1302.
Так как большинство учебников по инженерной графике или черчению, которыми пользуются студенты, были изданы ранее, до внесения изменений, то студентам рекомендуется внимательно изучить данные методические указания. При изложении данного материала будут даваться ссылки на старую редакцию.
Структура обозначения шероховатости поверхности приведена на рис.167.
 Полка знака Способ обработки поверхности и (или)
Полка знака Способ обработки поверхности и (или)



 другие дополнительные указания
другие дополнительные указания
Знак
Базовая длина по ГОСТ 2789-73
Параметр (параметры)
шероховатости по ГОСТ 2789-73
Условное обозначение
направления неровностей
Рис. 167
При применении знака без указания параметра и способа обработки его изображают без полки.
В обозначении шероховатости применяют специальные знаки (рис. 168).
Высота h должна быть приблизительноравна высоте цифр размерных чисел. Высота Н равна (1,5... 5) h (в старой редакции Н — 1,5... 3 h). Толщина линии знаков равна s/2 (s – толщина сплошной основной линии чертежа).

 Рис. 168
Рис. 168

 Знак проставляют на чертеже, если вид обработки поверхности конструктором не устанавливается.
Знак проставляют на чертеже, если вид обработки поверхности конструктором не устанавливается.
 Знак проставляют, если поверхность должна быть получена удалением слоя материала (обработкой резанием, фрезерованием, сверлением и т. п.).
Знак проставляют, если поверхность должна быть получена удалением слоя материала (обработкой резанием, фрезерованием, сверлением и т. п.).


 Знак проставляют, если поверхность получается без обработки (литьем, штамповкой и т. п.) или остается в состоянии поставки и не обрабатывается по данному чертежу.
Знак проставляют, если поверхность получается без обработки (литьем, штамповкой и т. п.) или остается в состоянии поставки и не обрабатывается по данному чертежу.
 Значение параметра шероховатости указывают в обозначении шероховатости после соответствующего символа, например Ra 0,4; Rz 50 (в старой редакции при обозначении параметра Ra символ не наносили, например: 0,4; для Rz параметр также наносили после символа, например: Rz 50).
Значение параметра шероховатости указывают в обозначении шероховатости после соответствующего символа, например Ra 0,4; Rz 50 (в старой редакции при обозначении параметра Ra символ не наносили, например: 0,4; для Rz параметр также наносили после символа, например: Rz 50).
- обозначение в новой редакции;
 - обозначение в старой редакции.
- обозначение в старой редакции.
 Знаки шероховатости наносят на линиях контура, выносных линиях (по возможности ближе к размерной линии) и на полках линий-выносок.
Знаки шероховатости наносят на линиях контура, выносных линиях (по возможности ближе к размерной линии) и на полках линий-выносок.
При недостатке места можно располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию. Угол знака должен вершиной упираться в соответствующую линию (рис. 169).
Рис. 169


 Обозначения шероховатости поверхности располагают относительно основной надписи чертежа так, как показано на рис. 170.
Обозначения шероховатости поверхности располагают относительно основной надписи чертежа так, как показано на рис. 170.
а) б) в)
Рис. 170
 При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 171).
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 171).

Рис. 171
Рис. 172
Если поверхность детали имеет одинаковую шероховатость, то обозначение помещают в правом верхнем углу чертежа, а на изображениях детали не наносят (рис. 172).






 Если одинаковой должна быть шероховатость не на всех поверхностях изделия, а только части их, то в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости, например,, вместе с условным обозначением (), под которым подразумевается слово «остальное». Это означает, что все поверхности, на которых обозначения шероховатости не нанесены, должны иметь шероховатость, указанную перед обозначением ().
Если одинаковой должна быть шероховатость не на всех поверхностях изделия, а только части их, то в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости, например,, вместе с условным обозначением (), под которым подразумевается слово «остальное». Это означает, что все поверхности, на которых обозначения шероховатости не нанесены, должны иметь шероховатость, указанную перед обозначением ().
Примеры на рис. 173, 174.
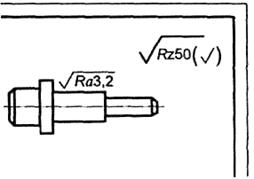 Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на чертеже детали, а размер знака перед скобками и толщина линии его обводки должны быть в 1,5 раза больше, чем у знаков, нанесенных на изображении.
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на чертеже детали, а размер знака перед скобками и толщина линии его обводки должны быть в 1,5 раза больше, чем у знаков, нанесенных на изображении.
Рис. 173 Рис. 174
 Сравните обозначение шероховатости поверхности данных рисунков с рисунком 175, на котором обозначения проставлены по-старому (в старой редакции).
Сравните обозначение шероховатости поверхности данных рисунков с рисунком 175, на котором обозначения проставлены по-старому (в старой редакции).
Рис. 175

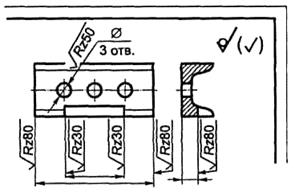
 Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис.176. Диаметр вспомогательного знака - 4...5 мм.
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис.176. Диаметр вспомогательного знака - 4...5 мм.
Рис. 176



 Обозначение шероховатости профиля резьбы наносят на выносной линии, на размерной линии или на ее продолжении (рис.177).
Обозначение шероховатости профиля резьбы наносят на выносной линии, на размерной линии или на ее продолжении (рис.177).
а) б) в) г)
Рис. 177
Степень шероховатости поверхности, ее параметры зависят от вида механической обработки детали. Например, обдирочным точением, строганием, фрезерованием можно получить шероховатость 320...80 Rz. Те же чистовые операции дают 40...20 Rz. Примерно такую же шероховатость можно получить сверлением. Чистовой расточкой получают 1,25 Rz. Различные виды шлифования дают параметр 2,5... 0,16 Ra.
Чтобы правильно оценить параметр шероховатости, надо установить, сопряженной или свободной является данная поверхность, какие эксплуатационные требования предъявляются к ней.
В учебных условиях шероховатость поверхности задается исходя из следующих соображений:
- если детали соприкасаются между собой и перемещаются относительно друг друга, шероховатость их поверхности должна соответствовать примерно Ra = 2,5 ÷ 0,32.;
- если детали соприкасаются между собой и неподвижны, шероховатость их соответствует Ra = 20 ÷ 2,5;
- поверхности свободные могут иметь шероховатость Ra = 20 ÷ 5;
- шероховатость поверхностей резьбы может быть Ra = 12,5 ÷ 1,25.
При обозначении шероховатости предпочтительным является применение параметра Ra.
Согласно международному стандарту ИСО ПМС 2632 предпочтительными являются следующие значения
Ra в мкм: 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,100; 0,05; 0,025; 0,012.
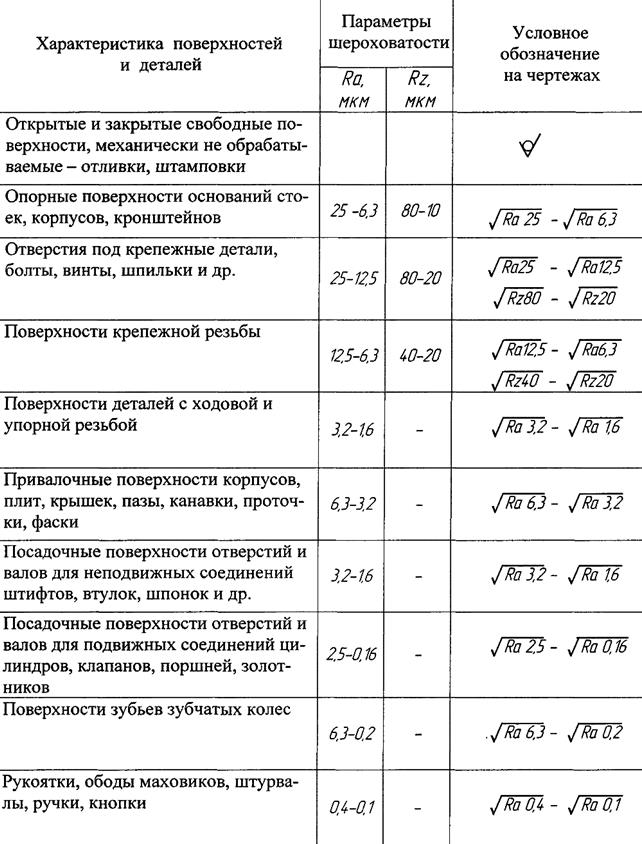
При назначении шероховатости поверхности можно также пользоваться рекомендациями таблицы 18.
Таблица 18 
Обозначение материалов
Обозначение материала, из которого изготовлена деталь, на рабочем чертеже указывают в графе 3 (рис. 12) основной надписи. В обозначение входит марка материала и номер стандарта, например, Ст.3 ГОСТ380-94, Сталь 45 ГОСТ 1050-88, СЧ 25 ГОСТ 1412-85.
Ориентировочное применение марок сплавов дано в таблицах.
Таблица 19
Углеродистая сталь обыкновенного качества (ГОСТ 380-94)
| Марка стали | Виды изделий |
| Ст.1 Ст.2 | Заклепки, шплинты |
| Ст.3 | Болты, гайки, шайбы. |
| Ст.4 | Крюки, кронштейны, крышки |
| Ст.5 | Корпуса, тяги, рычаги, оси, маховики и т. п. |
Таблица 20
Углеродистая качественная конструкционная сталь (ГОСТ 1050-88)
| Марка стали | Виды изделий |
| 0,5; 0,8; 10 | Штампованные и гнутые детали |
| 15; 20; 25; 30 | Болты, гайки, шпильки, муфты, поршни, оси, валы, пальцы и т.п. |
| 35; 40; 45; 50; 55 | Коленчатые валы, зубчатые колеса, звездочки цепных передач, шпонки, штоки, червяки и т.п. |
| 65; 65Г | Детали, требующие повышенной упругости материала, (пружины и т.п.). |
Таблица 21
Серый чугун (ГОСТ 1412-85)
| Марка чугуна | Виды изделий |
| СЧ 10; СЧ 15 | Корпуса, стойки, станины, ступицы, крышки, опоры и др. |
| СЧ 25; СЧ 30 | Зубчатые колеса, поршни, кулачки, шкивы, муфты, рычаги т.п. |
Таблица 22
Алюминиевые сплавы
| Марка сплава | Виды изделий |
| АЛ 2, АЛ3, АЛ8, АЛ12, Д16, Д18 | Отливки деталей разных форм Отливки тонкостенных деталей сложных форм Штампованные высокоточные и легкие детали |
Таблица 23

