




К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями, как изображено на рис. 162.
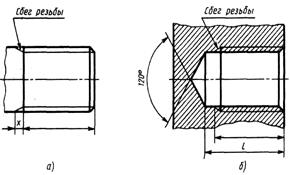 Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 162, б) или указывают длину резьбы до сбега и величину сбега (х) (рис. 162, а). В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине
Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 162, б) или указывают длину резьбы до сбега и величину сбега (х) (рис. 162, а). В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине
Рис. 162 конуса, равным 120° (рис. 162, б).
Размеры этого углубления на чертеже не проставляют. Глубину сверления отверстия (l) проставляют без учета конуса.
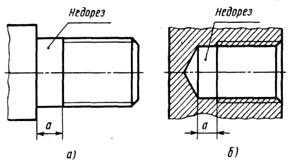 Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 163). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 163, а, б).
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 163). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 163, а, б).
Рис. 163
Размеры сбегов и недорезов устанавливает ГОСТ 27148-86. Определяющим размером служит шаг резьбы Р.
Таблица 14 Таблица 15
Размеры сбегов и недорезов наружной Размеры сбегов и недорезов внутренней
| Шаг резьбы Р | Сбег х, не более | Недорез а, не более | |||
| нормальный | короткий | нормальный | короткий | длинный | |
| 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 | 1,2 1,4 1,5 1,6 2,5 3,5 | 0,8 0,8 1,2 1,5 1,8 2,5 3,5 | 3,5 3,5 | 2,5 2,5 2,5 2,5 | 5,5 |
метрической резьбы (ГОСТ 27148-86) метрической резьбы (ГОСТ 27148-86)
| Шаг резьбы Р | Сбег х, не более | Недорез а, не более | |||
| нормальный =2,5 Р | короткий =1,25 Р | нормальный =3 Р | короткий =2 Р | длинный =4 Р | |
| 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 | 1,25 1,5 1,75 1,9 2,5 3,2 3,8 4,3 6,3 7,5 12,5 | 0,7 0,75 0,9 1,25 1,6 1,9 2,2 2,5 3,2 3,8 4,5 5,5 6,3 7,5 | 1,5 1,8 2,1 2,25 2,4 3,75 4,5 5,2 7,5 10,5 13,5 | 1,2 1,4 1,5 1,6 2,5 3,5 | 2,4 2,8 3,2 |
Если по конструктивным соображениям необходимо получить резьбу полного профиля на всей нарезаемой части детали, то в конце резьбы выполняют специальные проточки
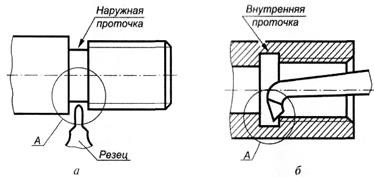 Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали.
Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали.
Рис. 164
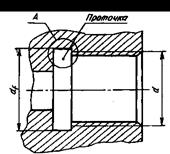
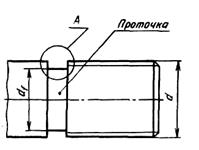 Чаще всего на чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 165).
Чаще всего на чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 165).
 А (2:1) А (2:1)
А (2:1) А (2:1)
а) б)
Рис. 165
На стержне (рис. 165, а) проточку выполняют с диаметром, несколько меньшим, чем внутренний диаметр резьбы, а в отверстии — с диаметром несколько большим, чем ее наружный диаметр (рис. 165, б). Все конструктивные размеры проточек обычно проставляются на выносных элементах.
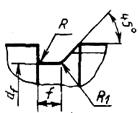
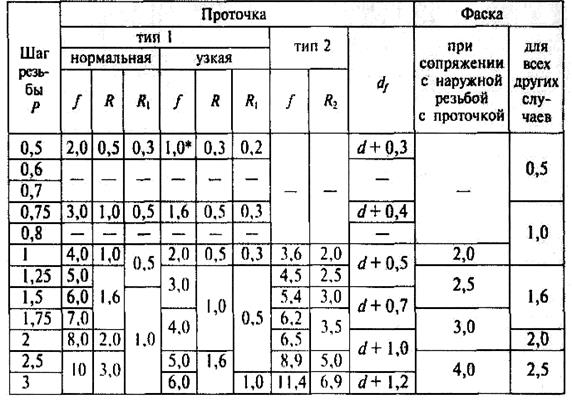
Форма проточек для наружной метрической резьбы (рис. 166, а) может быть типа 1 (нормальная и узкая) и типа 2, размеры проточек должны соответствовать данным табл.16
Таблица 16
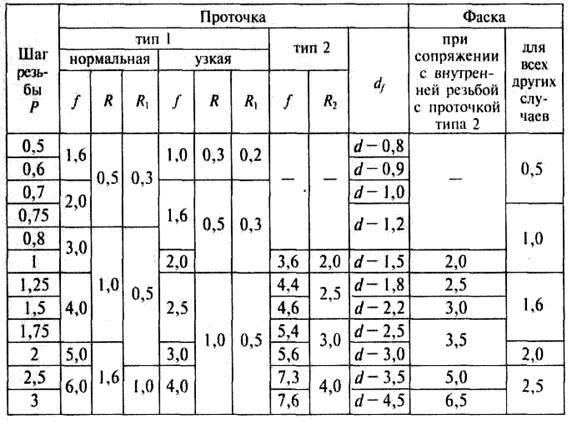 Размеры проточек для наружной метрической резьбы, мм.
Размеры проточек для наружной метрической резьбы, мм.
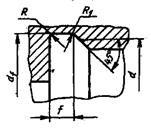
Форма и размеры проточек для внутренней метрической резьбы (рис. 166,б) должны соответствовать данным табл.17.
Таблица 17
 Размеры проточек для внутренней метрической резьбы, мм.
Размеры проточек для внутренней метрической резьбы, мм.
а) б)
Рис. 166

