




Допуск угла (АТ) – это допускаемое значение погрешностей угла, возникающих при изготовлении и измерении. Его назначает конструктор, исходя из функциональных, технологических и эксплуатационных соображений. Допуск угла вместе с заданным номинальным углом определяет предельные углы (наибольший и наименьший допустимые углы). Допуск на угол задается в угловых единицах: в радианах, градусах, минутах, секундах (обозначение (АТα), а также в линейных в мм, мкм (обозначение-АТh) рис.4.3. Для конических деталей еще в линейных единицах на диаметре (обозначение - АТD).
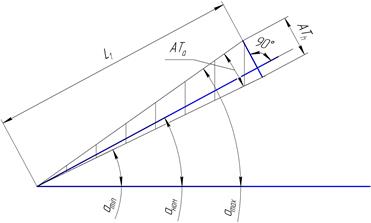
Рис. 4.3. Задание допуска на угол в угловых и линейных единицах
По отношению к номинальному углу допуск может быть задан симметрично относительно номинального угла (рис. 4.4, а; рис. 4.5, а), асимметрично (рис.4.4, б, в; рис.4.5, б, в).

| 
| 
|
а

| б

| в

|
Рис. 4.4. Расположение допуска угла призматического элемента детали, а – симметрично, б – в сторону увеличения угла, в – сторону уменьшения угла.

| 
| 
|
| а | б | в |
Рис. 4.5. Расположение допуска угла конуса, а – симметрично, б – в сторону увеличения угла, в – сторону уменьшения угла.
Допуски углов задаются не от значения номинального угла α, а от длины стороны угла. Это связано с тем, что при одинаковом отклонении угла от номинального значения, но при разной длине выбранной стороны угла, отклонение угла, выраженное в линейных размерах, будет также разным. При увеличении длины стороны при одинаковым угловом отклонении, отклонение угла, выраженное в линейных единицах, будет увеличиваться. Поэтому при нормировании точности углов за основу берут не сам номинальный угол, а длину меньшей стороны угла (при неравенстве сторон). Длина короткой стороны угла имеет такое же метрологическое и техническое значение, как и диаметр у цилиндрических элементов или шаг у резьбовых. Однако для углов эта зависимость не прямая, а обратная, т.е. с увеличением длины стороны угла допуск угла, выраженный в радианах, угловых градусах, минутах, секундах будет уменьшаться:
АТα =1/L
По ГОСТ 8908-81 допуски на углы конусов и призматических элементов деталей с длиной меньшей стороны до 2500 мм устанавливаются по степеням точности: 1,2,3,4.... 17, в которых с возрастанием порядкового номера допуск увеличивается. Для инструментальных конусов, в частности для конусов Морзе, которые широко используются для передачи крутящих моментов от шпинделей станков осевым режущим инструментам (сверлам, зенкерам, разверткам), допуски на угол задаются по степеням точности 4,5,6,7,8 в порядке убывания точности в зависимости номера конуса (табл. 4.1).
Особенность нормирования точности углов конических деталей заключается в следующем. За величину "меньшей стороны" угла принимается: для конусов с конусностью С<1:3 (a<19°) - номинальная длина конуса; для конусов с конусностью С>1:3 - длина образующей конуса.

