




Затем определяются численные значения всех показателей.
При комбинировании норм кинематической точности и плавности из разных степеней точности допуск на колебание измерительного межосевого расстояния за оборот колеса находим по формуле:
[ F"i ] комб = [F"i – f" f] F + [ f'´´ i]f
Таблица 7.15 – Первый вариант контрольного комплекса для зубчатой передачи степени точности 7-6-6- С ГОСТ 1643
| Степень и нормы точности | Контролируемый параметр | Обозначение | Допуск, мкм | Прибор | |
| 7-я степень кинематичeской точности | Кинематическая погрешность колеса | F´i | Прибор для однопрофильного контроля | ||
| Кинематическая погрешность зубчатой передачи | F´io | ||||
| 6-я степень по нормам плавности работы передачи | Местная кинематическая погрешность зубчатого колеса | f´i | |||
| Местная кинематическая погрешность зубчатой передачи | f´io | 22,5 | |||
| Погрешность эвольвентного профиля | ff | Эвольвентомер | |||
| 6-я степень по нормам контакта зубьев | Погрешность направления зуба | F β | Ходомер | ||
| Суммарное пятно контакта | по высоте зубьев | 50 % | Контрольно- обкатной станок | ||
| по ширине | 70 % | ||||
| Вид сопряжения C, Боковой зазор – с | Наименьшее смещение исходного контура | EHs | Тангенциальный зубомер | ||
| Допуск на смещение исходного контура | Тн | ||||
| Для передачи | Показатели для контроля отверстий в корпусе | ||||
| Допуск параллельности осей | fx | Специальное приспособление для контроля расположения отверстий в корпусе | |||
| Допуск на перекос осей | fy | 4,5 | |||
| Предельное отклонение межосевого расстояния | fa | ±50 | |||
По таблице 7.6 для 7-й степени точности F" i =50 мкм; по таблице 7.7 для 7-й степени точности f" i = 20 мкм, а для 6-й степени точности f" i = 14 мкм. Тогда [ F" i]комб = [50 – 20] + 14 = 44 мкм. По таблице 7.6 определяется допуск на колебание длины общей нормали F vw = 22 мкм.
Контроль по нормам плавности осуществляется по колебанию измерительного межосевого расстояния при повороте на один зуб. Допуск по этому показателю уже определен: f" i = 14 мкм.
По нормам контакта зубьев по таблице 7.9 суммарное пятно контакта установлено: по высоте – 50 %, по ширине – 70 %.
Для корпуса передачи fx = Fβ = 9 мкм; fy = 0,5 F β = 4,5 мкм.
Косвенно боковой зазор оценивается по наименьшему отклонению средней длины общей нормали и допуску на нее, которые были рассчитаны раньше, как геометрические показатели.
Для контроля бокового зазора у колеса с внешним зацеплением в выбранном комплексе стандартом предусматриваются предельные отклонения измерительного межосевого расстояния: верхнего Ea´´s = + f" i = +14 мкм и нижнего Ea"i = –TH = –100 мкм (таблица 7.11). Для передач с нерегулируемым расположением осей по таблице 7.4 для вида сопряжения С и межосевого расстояния а = 147 мм определяются предельные отклонения межосевого расстояния ± fa = 0,5, а также j nmin = 100 мкм.
Непосредственный контроль зубчатых колес и передач по всем показателям установленного комплекса не является обязательным, если изготовитель гарантирует выполнение соответствующих требований принятой у него системой контроля точности производства.
Выбранный контрольный комплекс, значения допусков и используемые приборы даны в таблице 7.16.
Таблица 7.16 – Второй вариант контрольного комплекса для зубчатого колеса степени точности 7-6-6 -С ГОСТ 1643
| Степень и нормы точности | Контролируемый параметр | Обозначение | Допуск, мкм | Прибор | |||||
| 7-я степень кинематической точности | Колебание длины общей нормали | FVw | Нормалемер | ||||||
| Колебание измерительного межосевого расстояния | за 1 оборот | F´´i | Межцентромер | ||||||
| 6-я степень по нормам плавности работы передачи | |||||||||
| на 1 зубе | f´´´i | ||||||||
| Погрешность эвольвентного профиля | ff | Эвольвентомер | |||||||
| 6-я степень по нормам контакта зубьев | Погрешность направления зуба | Fβ | Ходомер | ||||||
| Суммарное пятно контакта | по высоте, % по ширине,% | - | Контрольно- обкатной станок | ||||||
| - | |||||||||
| Вид сопряжения С, боковой зазор – с | Средняя длина общей нормали | Wm | 27,006 | Нормалемер | |||||
| Для передачи | Показатели для контроля отверстий в корпусе под валы зубчатых колес | ||||||||
| Допуск парат- лельности осей | fx | Специальное приспособление для контроля расположения отверстии в корпусе | |||||||
| Допуск на перекос осей | fy | 4,5 | |||||||
| Предельное отклонение межосевого расстояния | fa | ±50 | |||||||
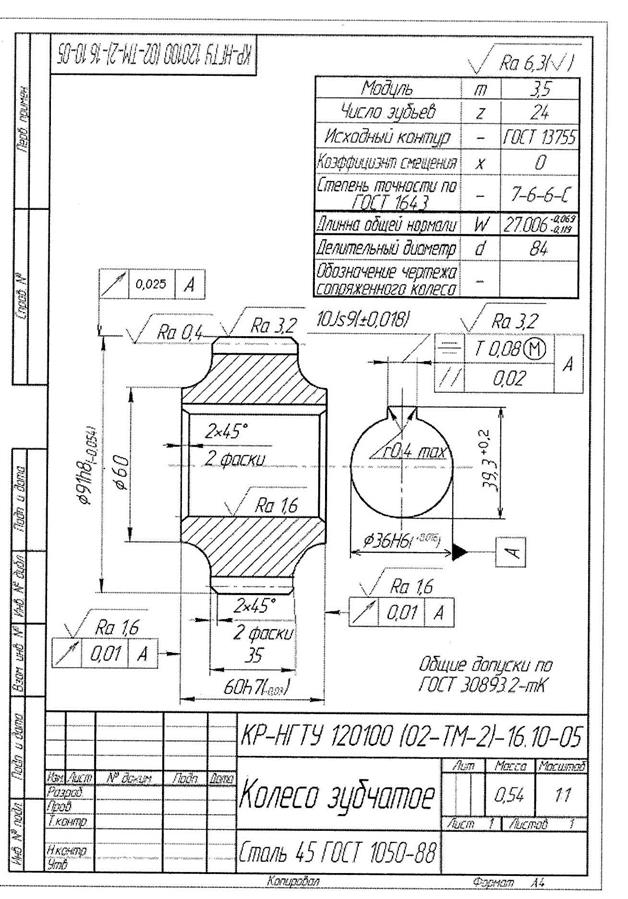
Рисунок 7.5 – Пример рабочего чертежа зубчатого колеса
8 Выбор универсальных средств измерений
8.1 Факторы, влияющие на выбор средств и методов измерения
В современном машиностроительном производстве наибольшая часть контроля приходится на геометрические параметры деталей. Контроль их в процессе производства является обязательным. Затраты на выполнение контрольных операций существенно влияют на себестоимость изделий машиностроения, а точность их оценки определяет качество выпускаемых изделий.
Правильность выбора средств измерения (СИ) должен уметь оценивать конструктор, технолог и метролог. При выполнении операций технического контроля (измерение деталей и изделий) должен обеспечиваться принцип единства измерений.
Единство измерений – это такое состояние измерений, при котором результаты измерений выражены в узаконенных единицах и погрешность измерений известна с указанной вероятностью (см. РМГ 29–99).
Контроль должен быть объективным и достоверным.
На выбор методов и средств измерений влияет большое количество факторов, которые необходимо учитывать.
Организационно-технические факторы зависят от специфики производства (тип производства, стабильность техпроцесса, обеспечение полной или групповой взаимозаменяемости и т.п.). Различают виды контроля: сплошной 100%-ный контроль всех деталей (единичное, мелкосерийное производство, нестабильный техпроцесс, групповая взаимозаменяемость, авиа- и судостроение) и выборочный, статистический контроль (крупносерийное, массовое производство, полная взаимозаменяемость, стабильный техпроцесс).
Универсальные средства измерений находят широкое применение во всех типах производства, так как имеют низкую себестоимость. Производительность операций контроля при этом также низкая.
Применение специальных средств измерения должно быть экономически обосновано. Калибры, контрольные приспособления, средства автоматизированного контроля относятся к средствам единичного производства. Их проектирует и изготавливает предприятие-потребитель, применение их выгодно в крупносерийном, массовом производстве. Они должны быть аттестованы и периодически подвергаться калибровке.
Конструктивные параметры изделия (габариты, масса, жесткость конструкции, конструктивные особенности, доступность к точкам контроля и контролируемый размер) также существенно влияют на выбор методов и средств измерения. Могут быть использованы контактные и бесконтактные, абсолютные и относительные, прямые и косвенные методы измерений. Для деталей нежесткой конструкции необходимо применять бесконтактные методы измерений. Косвенные методы применяются в том случае, если непосредственное измерение размера невозможно.
Используются стационарные и переносные средства измерений (для крупногабаритных деталей).
Применяются различные средства измерений для деталей типа вал, втулка (отверстие), зубчатое колесо, резьбовая деталь и так далее.
Метрологические характеристики средств измерений (цена деления, пределы и диапазон измерения, погрешность и класс точности) необходимо согласовывать с контролируемыми параметрами изделия.
Номинальный размер обеспечивает выбор средств измерения по пределу измерения. Допуск на контролируемый параметр определяет выбор средств измерений по допускаемой погрешности измерения (таблица 8.1).
8.2 Источники погрешностей измерения и способы
их устранения
Погрешности измерения зависят от субъективных и объективных причин. Субъективные погрешности зависят от оператора, его квалификации, навыка работы, его утомляемости и других факторов. Различают субъективные погрешности профессиональные, а также субъективные от присутствия оператора (теплоизлучение оператора), погрешности действия, обусловленные настройкой прибора и перемещением подвижных частей, погрешности параллакса (кажущееся смещение стрелки прибора при неправильном расположении оператора).
Большинство субъективных погрешностей относится к случайным, хотя они могут быть систематическими (например, погрешности неправильной настройки прибора).
Объективные погрешности измерений могут быть как систематическими, так и случайными Правильность измерения определяется стремлением к нулю систематических погрешностей. Точность измерения оценивается стремлением к нулю случайных погрешностей. Поэтому необходимо выявлять источники систематических погрешностей и устранять их до начала измерения.
Источники систематических объективных погрешностей:
- инструментальные погрешности, зависящие от конструкции (когда нарушен принцип Аббе, требующий, чтобы измеряемый размер и шкала отсчета находились на одной прямой), точности изготовления и износа измерительного средства, которые определяются при их аттестации;
- погрешности установочных мер при относительном методе измерения, зависящие от формы контактных наконечников приборов (контакт должен быть точечный, а не плоскостной);
- погрешности базирования, обусловленные погрешностями поверхностей контакта детали и измерительного средства, для их исключения необходимо соблюдать принцип единства баз конструкторских и измерительных;
- температурные погрешности, вызванные колебанием температуры при измерении и отклонением ее от нормальной;
- погрешности, зависящие от измерительного усилия при контактных методах измерения, когда пониженная жесткость детали, стоек и других устройств;
- погрешности, зависящие от измерительного усилия при контактных методах измерения, когда пониженная жесткость детали, стоек и других устройств;
- методические погрешности или теоретические, которые зависят от метода измерения, выбранной схемы измерения, алгоритма обработки результатов. Могут быть и другие источники погрешностей.
Способы исключения систематических погрешностей следующие:
- до начала измерения (профилактика измерений);
- в процессе измерения (экспериментальное исключение);
- по окончании выполнения измерений;
- перевод систематической погрешности в случайную и выполнение многократных измерений.
При измерении линейных размеров может проявиться систематическая температурная погрешность, которая зависит от температурного режима процесса измерения. Нормальные условия для выполнения линейных измерений установлены ГОСТ 8.050. В производственных условиях трудно обеспечить точное соблюдение температурного режима, однако для компенсации температурных погрешностей необходимо выдерживать детали и приборы в одних и тех же температурных условиях от 2 до 12 часов при колебании температуры в пределах 2...4 °С. До начала выполнения измерений геометрических параметров необходимо устранить температурную погрешность, а также погрешность базирования, проверить нулевую установку прибора, наличие сертификата годности и другие причины.
В процессе измерения возможно противодействие погрешностей, т.е. в начале – увеличивающее воздействие и затем – уменьшающее. Используется, например, поворот детали на 180° для исключения влияния эксцентриситета осей, или измерения при прямом и обратном ходе с целью учета зазора.
Таблица 8.1 – Допускаемые погрешности измерения δ, в мкм, по ГОСТ 8.051
| Квалитеты | ||||||||||||||||||||
| Интервалы номинальных размеров, мм | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ | IT | δ |
| Св.1 до 3 | 1,4 | 1,8 | ||||||||||||||||||
| 3÷6 | 1,6 | |||||||||||||||||||
| 6÷10 | ||||||||||||||||||||
| 10÷18 | 2,8 | |||||||||||||||||||
| 18÷30 | ||||||||||||||||||||
| 30÷50 | ||||||||||||||||||||
| 50÷80 | ||||||||||||||||||||
| 80÷120 | ||||||||||||||||||||
| 120÷180 | ||||||||||||||||||||
| 180÷250 | ||||||||||||||||||||
| 250÷315 | ||||||||||||||||||||
| 315÷400 | ||||||||||||||||||||
| 400÷500 | ||||||||||||||||||||
| 500÷630 | ||||||||||||||||||||
| 630÷800 | ||||||||||||||||||||
| 800÷1000 | ||||||||||||||||||||
| Относите-льная погрешность измерения | 30..35 % | 30..25 % | 25 % | 25…20 % | 20 % | |||||||||||||||
| Примечание: Для размеров с неуказанными допусками по ГОСТ 8.549-86 δ = 0,5 IT для квалитетов с 12-го по 17-й. |
По окончании измерений вносится известная поправка – погрешность с обратным знаком. Например, при относительном методе измерения – погрешность блока концевых мер, найденная по аттестату на поверку (калибровку) набора концевых мер длины. Наиболее существенными при измерении являются систематические инструментальные погрешности, которые должны быть меньше допускаемых погрешностей измерения, указанных в ГОСТ 8.051 и 8.549. В этих стандартах погрешности измерений даны для выполнения однократных измерений, при устранении известных источников систематических погрешностей до начала измерения. Допускаемая инструментальная погрешность (Δ) должна всегда регламентировать выбор средств измерений. При выполнении технических измерений систематическая погрешность Δ является доминирующей, т.е. она существенно больше случайной, присущей данному методу. Поэтому эти измерения достаточно производить один раз. При выполнении метрологических измерений (поверке и калибровке) случайная погрешность является доминирующей, поэтому необходимо осуществлять многократные измерения и производить обработку полученных результатов. Число измерений n следует выбрать таким образом, чтобы ошибка среднего арифметического была меньше систематической инструментальной погрешности, т.е. чтобы последняя опять определяла точность результата измерения, так как погрешность среднего арифметического убывает в  раз. Окончательный результат измерения должен содержать:
раз. Окончательный результат измерения должен содержать:
- числовое значение среднего арифметического;
- возможный интервал его рассеивания (доверительный интервал);
- доверительную вероятность, соответствующую доверительному интервалу по таблицам нормального закона распределения случайных величин.
8.3 Выбор средств измерений в зависимости от их погрешности и допуска размера
Выбор СИ для однократных измерений по метрологическим факторам заключается в сравнении допускаемой погрешности измерения δ (таблица 8.1) с инструментальной погрешностью Δ (таблица 8.2), в установлении приемочных границ и приемочного процента риска. Необходимо соблюдать условие Δ ≤ δ.
Если необходимые по точности средства измерения отсутствуют, то более грубые должны быть индивидуально аттестованы, т.е. следует определить их систематическую погрешность и учитывать ее путем введения поправки в результат измерения.
Таблица 8.2 – Предельные погрешности средств измерений ±Δ, мкм, по РД 50–98–96
| Контрольно-измерительные средства | Цена деления, мм | Диапазон измерений, мм | |||||||||
| до 10 | 10–50 | 50–80 | 80–120 | 120–180 | 180–250 | 250–500 | |||||
| Код | Наименование и условное обозначение (предел измерения) | ГОСТ | |||||||||
| Штангенциркуль ШЦ–1, ШЦ–ІІ, ІІІ | 0,1 | ||||||||||
| Штангенциркуль ШЦ-1, ШЦ–ІІ, ІІІ | 0,05 | – | – | ||||||||
| Микрометр гладкий МК-25 (50; 75÷600) | 0,01 | 5,0 | |||||||||
| Микрометр рычажный, контакт любой МР–25; (50; 75÷600) | 0,002 | 4,0 | 6,0 | ||||||||
| Микрометр рычажный, контакт линейный МР–25; (50; 75 ÷1000) | 0,002 | 3,0 | 4,0 | 5,0 | 6,0 | ||||||
| Скоба индикаторная, в руках СИ–50 (100÷1000) КМД–4 кл. | 0,01 | ||||||||||
| Скоба индикаторная,на стойке СИ–50; (100÷1000) КМД–4 кл. | 0,01 | ||||||||||
| Скоба рычажная, в руках СР–25; (50÷150) КМД–3 класса | 0,002 | 4,0 | 5,0 | – | – | ||||||
| Скоба рычажная, на стойке СР–25; (50÷150) КМД–3 кл. | 0,002 | 2,0 | 2,0 | 3,0 | 5,0 | 5,0 | – | – | |||
| Головка измерительная рычажно -зубчатая 1 ИГ (±0,05) КМД–3 кл. | 0,001 | 2,0 | 2,5 | 2,5 | 2.5 | 3,0 | 4,0 | – | |||
| Головка измерительная рычажно-зубчатая 2 ИГ (±0,01) КМД–3 кл. | 0,002 | 4,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | – | |||
| Головка пружинная, микрокатор 1 ИГП (±0,03) КМД–3 кл. | 0,001 | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | – | – | |||
| Головка пружинная, микрокатор 5 ИГП (±0,15) КМД–3 кл. | 0,005 | 3,0 | 3,0 | 3,0 | 5,0 | 5,0 | – | – |
Продолжение таблицы 8.2
| Головка пружинно-оптическая, оптикатор 05 П (±0,05) КМД-3 кл, | 0,0005 | 0,3 | 0,5 | 0,5 | 0,5 | 0,7 | – | – | ||
| Головка пружинно- оптическая, оптикатор 01П (±0,012) КМД-3 ют, | 0,0001 | 0,25 | 0,3 | 0,35 | 0,4 | 0,4 | – | – | ||
| Нутромер микрометрический НМ-75 (500) | 0,01 | – | – | |||||||
| Нутромер индикаторный НИ-10 (20÷500) КМД-4 класса | 0,01 | – | ||||||||
| Нутромер индикаторный НИ-10 (20÷500) (КМД-3кл.; Ra = 0,4 у детали) | 0,001 | – | 4,5 | 5,5 | 6,5 | 6,5 | 7,5 | |||
| Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,4 у детали) | Модель 103 | 0,001 | 2,0 | 2,5 | 3,5 | – | – | – | – | |
| Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,8 у детали) | Модель 106 | 0,002 | – | 3,5 | 5,0 | 6,0 | 6,0 | 8,0 | – | |
| Пневмопробки с от- счетным прибором Ra = 0,2 у детали | Установочные кольца по ГОСТ 14865 | 0,0005 | – | 2,0 | 3,0 | 4,0 | – | – | – | |
| Пневмопробки с от- счетным прибором Ra = 0,8 у детали | 0,0005 | – | 5,0 | 5,0 | 5,0 | – | – | – | ||
| Пневмопробки с от- счетным прибором Ra = 0,2 у детали | 0,0002 | 1,0 | 0,5 | 0,5 | 0,8 | – | – | – | ||
| Индикаторы ИЧ-2, ИТ-2 (0…2) | 0,01 | |||||||||
| Индикаторы ИЧ-10, ИТ-10 (0…10) | 0,01 | |||||||||
| Индикатор многооборотный 1 МИГ (0…1) | 0,001 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 | – | ||
| Индикатор многооборотный 2МИГ (0…2) | 0,002 | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | – | ||
| Вертикальный оптиметр ИКВ (±0,1 по шкале); (0…100) КМД-3 класса | --- | 0,001 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | – | – | |
| Горизонтальный оптиметр ИКГ(±0,1 по шкале); (0...300) КМД-3 класса | --- | 0,001 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | – | – |

