




Обмотки электрической машины в зависимости от ее мощности, номинального напряжения и условий, для работы в которых она предназначена, могут быть выполнены из круглого или прямоугольного обмоточного провода. Это определяет также форму пазов магнитопровода машины и конструкцию самих обмоток и изоляции.
Обмотки из круглого провода. В машинах с номинальным напряжением до 660 В и мощностью до 100 кВт обмотки выполняют из круглого обмоточного провода и укладывают в трапецеидальные полузакрытые пазы. При ручной укладке обмотки проводники предварительно намотанных заготовок катушек укладывают в полузакрытые пазы магнитопровода, поочередно пропуская их через шлиц паза, — "всыпают". Поэтому обмотку такого типа часто называют всыпной.
При машинной укладке в зависимости от типа обмоточных станков каждый из витков обмотки либо укладывают непосредственно в паз без предварительной намотки заготовок, либо наматывают заготовки нескольких катушек, а затем втягивают их с торца магнитопровода в нужные пазы. Эти операции осуществляют на автоматических или полуавтоматических обмоточных станках.
Наибольший диаметр провода, применяемый для всыпных обмоток, не превышает 1,8 мм, так как провода большего диаметра имеют слишком большую жесткость и плохо уплотняются в пазах во время укладки. Нужное сечение эффективного проводника обеспечивается выполнением обмотки из нескольких элементарных проводников.
При проектировании машин для уменьшения необходимого числа элементарных проводников выбирают обмотку с несколькими параллельными ветвями.
Примеры конструкции изоляции обмотки из круглого провода приведены в табл. 4.3 Пазовая часть обмотки изолирована коробами из пленкослюдопласта или из двух слоев различных материалов, например пленкосинтокартона и электронита. В двухслойных обмотках между верхним и нижним слоями устанавливают изоляционную прокладку, имеющую несколько большую ширину, чем паз. Отогнутые вниз края прокладки предохраняют от возможного проскальзывания проводников одного слоя в другой.
На дно пазов большинства машин с двухслойной обмоткой устанавливают прокладки с целью предохранить материал пазовых коробов от возможных повреждений при уплотнении проводников во время укладки о неровности дна паза, которые возникают из–за технологических допусков при штамповке и шихтовке сердечников.
Проводники обмотки закрепляют в пазах клиньями из текстолита. Под клин устанавливают прокладки из механически прочного изоляционного материала, препятствующие повреждению краев пазового короба при заклинивании пазов. Вместо клиньев обмотка может быть закреплена пазовыми крышками (табл.4.3), которые изготавливают также из механически прочного изоляционного материала. Пазовые крышки устанавливают на обмоточных станках одновременно с втягиванием катушек при механической раздельной намотке или на станках для заклиновки после намотки совмещенным методом. После пропитки обмотки лаком пазовые крышки приобретают достаточную прочность и жесткость для надежного закрепления проводников и в то же время занимают меньший объем паза по сравнению с клиньями, что способствует лучшему заполнению его проводниками обмотки. При укладке всыпной обмотки круглые проводники не имеют заранее определенного места в пазу и размещаются в нем произвольно. Поэтому в обмотке специальная витковая изоляция отсутствует. Ее функцию выполняет изоляция обмоточного провода, т.е. проводниковая изоляция. Обмотку из круглого провода применяют в машинах небольшой мощности, имеющих малые габариты и большое число витков, напряжение между витками обмотки которых, как правило, не превышает нескольких вольт. Электрической прочности проводниковой изоляции в таких обмотках оказывается достаточно для обеспечения надежной работы машины.
Междуфазовой изоляцией в пазовой части двухслойных обмоток являются прокладки между слоями. Лобовые части обмотки не имеют корпусной изоляции, а междуфазовая изоляция устанавливается между катушечными группами в виде фигурных прокладок, вырезанных из листового материала по форме лобовых частей уложенной и отформованной обмотки.
Таблица 4.3
Изоляция обмоток статоров асинхронных двигателей с высотой оси
вращения до 250 мм на напряжение до 660 В
| Рисунок | Тип обмотки | Высота оси вращения, мм h | Пози–ция на рис. | Наименование материала изоляции Класс нагрево–стойкости | Толщина материала, мм | Число слоев | Односторонняя толщина, мм | |
| В | F | |||||||

| Однослойная | 50–80 | Изофлекс | Имидо- флекс | 0,2 0,3 | 0,2 0,3 | ||
| 90–132 | Изофлекс | Имидо- флекс | 0,25 0,35 | 0,25 0,35 | ||||
| Изофлекс | Имидо- флекс | 0,4 0,5 | 0,4 0,5 | |||||

| Двухслойная | 180–250 | Изофлекс | Имидо- флекс | 0,4 0,4 0,5 | 0,4 0,4 0,5 |
Примечание. Междуфазовые прокладки в лобовых частях обмотки выполняются из материала, указанного для поз. 1 рисунков.
Конструкция изоляции обмоток из круглого провода не обеспечивает необходимой электрической прочности при номинальных напряжениях выше 660 В, а малая механическая прочность катушек, особенно их лобовых частей, не позволяет применять круглый провод для обмоток машин мощностью более 100 кВт, так как в переходных процессах (при пуске, реверсе и т.п.) броски тока в машинах вызывают большие ударные нагрузки на обмотку. Поэтому обмотку из круглого провода и применяют в машинах мощностью менее 100 кВт при номинальном напряжении не выше 660 В.
4.3.Построение схем статорных обмоток
Для асинхронных двигателей общепромышленного назначения используются петлевые обмотки. По конструкции катушек обмотки подразделяются на всыпные обмотки с мягкими катушками и обмотки с жесткими катушками. Асинхронные двигатели мощностью до 100 кВт, и напряжением до 1000В изготавливаются с всыпными обмотками.
По расположению катушек в пазах и размещению их лобовых частей различают двухслойные (рис. 4.3), однослойные (рис. 4.4) и одно–двухслойные обмотки.
|
|

Рис. 4.3 Схема двухслойной обмотки при 2 р =4, z =24, q =2
При выполнении развернутой схемы обмотки для наглядного изображения поверхность статора вместе с пазами и обмоткой развертывают в плоскость, и все соединения изображают линиями на плоскости чертежа. При выполнении схемы однослойной обмотки стороны катушек, уложенные в пазы, изображаются сплошными прямыми линиями, а при двухслойных – двумя рядом расположенными линиями: сплошной – для стороны катушки, уложенной в верхней части паза, пунктирной – на дно паза. Соответственно изображают лобовые части. Начала и концы фазных обмоток обозначают соответственно U1, W1, V1; U2, W2, V2.
Двухслойные обмотки можно применять в двигателях независимо от мощности и напряжения сети. Эти обмотки позволяют выполнять укорочение шага на любое количество зубцовых делений. Для двигателей 2р=2 рекомендуется шаг по пазам y =(0,6÷0,7)·τ (τ= Z 1/2 p – полюсное деление в зубцовых делениях), для 2 р >2 y ≈(0,8÷0,86)· τ. Рекомендуемые значения шага обмотки позволяют ослабить 5–ю и 7–ю гармоники магнитного поля. В двигателях мощностью до 15 кВт рекомендуется по технологическим соображениям использовать однослойные обмотки: шаблонные или концентрические.
Для построения схемы обмотки необходимо подготовить данные:
m – число фазных обмоток,
2 p – число полюсов,
Z1 – число пазов статора,
q – число пазов на полюс и фазу,
y – шаг по пазам в зубцовых делениях,
a – число параллельных ветвей в фазной обмотке.
На рис. 4.3 представлена схема петлевой двухслойной обмотки с данными: m =3, z1 =24, q1 =2, y =5(1–6), a =1. Шаг с укорочением  (округляется до целого числа).
(округляется до целого числа).
Каждая фазная обмотка состоит из 2 р =4 катушечных групп, симметрично размещенных на каждом полюсном делении, каждая катушка состоит из q =2 катушек, всегда расположенных в соседних пазах и соединенных последовательно. В пазах (1–6) и (2–7) размещается 1–я катушечная группа, в пазах (7–12) и (8–13) – 2–я катушечная группа, в пазах (13–18) и (14–19) – 3–я группа, в пазах (19–24) и (20–1) – 4–я группа. Начало фазной обмотки (U1) начинается с первой катушки (паз 1). Катушечные группы соединяются последовательно, но так, чтобы протекающий фазный ток создавал знакопеременное магнитное поле. Вывод 1–й катушечной группы (паз 7) соединяется с выводом 2–й катушечной группы, ввод 2–й катушечной группы соединяется с вводом 3–ей катушечной группы и т.д.
Начало 2–й фазной обмотки (W1) находится в пазу, отстоящем от 1–го паза на 120 эл. град. Номер этого паза определяется по формуле N 2= N 1+2 q, где N 1 – номер паза, в который входит начало 1–й фазной обмотки (U1).
Таким образом, N 2=1+4=5, т.к. N 1=1. Номер паза, в который входит начало 3–й фазной обмотки, N 3= N 2+2 q =5+4=9. На рис. 4.3 представлена схема двухслойной петлевой обмотки с коэффициентом укорочения β=y/τ =0,833.
Однослойные обмотки получили широкое применение в двигателях до 15кВт. На рис.4.4 представлена шаблонная однослойная обмотка с данными: m =3, 2 p =4, z 1=24, q =2, y =6, a =1. Определение номеров пазов, в которых находятся выводы фазных обмоток, производится по правилу как для двухслойных обмоток.

|


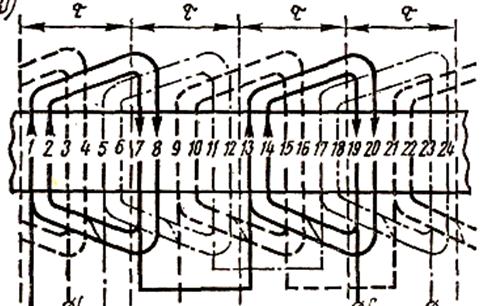
Рис. 4.4. Схемы однослойных обмоток при m =3, 2 р =4, z =24, q =2
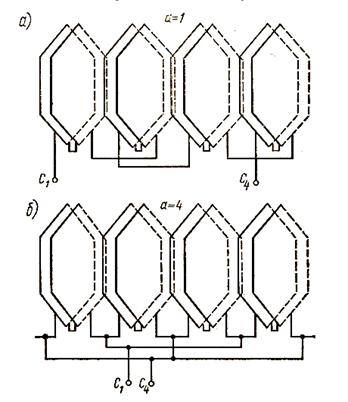
Если все катушечные группы одной фазной обмотки соединены последовательно, то обмотка имеет одну параллельную ветвь (а =1, рис.4.3), если все катушечные группы соединены параллельно, то максимальное число параллельных ветвей а =2 р. Если катушечные группы разбиты на подразделения таким образом, что внутри каждого подразделения они соединены последовательно, а между собой параллельно, то при 2 р =4, а =1,2,4; 2 р =6, а =1,2,3,6; 2 р =8, а =1,2,4,8 (рис. 4.5).
|

|
|
|
|


|
|

Рис. 4.5. Различные способы соединения катушек фазы при q =2; 2 р =4:
а – последовательное (a =1); б – параллельное (а = 4); в – смешанное (а = 2)

