




Равномерная деформация будет в том случае, если деформация во всех точках деформируемого тела в каждый данный момент времени будет одинакова по величине и направлению.
При прокатки в заводских условиях всегда имеет место неравномерная деформация. Под неравномерной деформацией понимаем различия в величине относительного обжатия в отдельных элементах поперечного сечения полосы.
Неравномерность деформации наблюдается при осадке цилиндра с неодинаковыми свойствами по высоте.
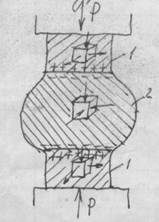 1 – труднодеформируемые участки.
1 – труднодеформируемые участки.
2 – податливая зона.
Такое распределение свойств можно создать искусственно, разогрев среднюю часть и оставив холодными прилегающие к торцам участки.
При осадке такого цилиндра в первую очередь будет деформироваться средняя часть, уменьшаясь по высоте и увеличивая поперечные размеры.
Расширяющаяся средняя часть будет оказывать растягивающее действие на торцевые участки цилиндра, вызывая в них появление растягивающих напряжений законом (+). В свою очередь торцевые участки воздействуя на среднюю часть и препятствуя её расширению, вызовут появление в средней части отрицательных сжимающих напряжений.
Неравномерность деформации при прокатке может наблюдаться по ширине и по высоте.

Величина деформации зависит от формы калибра, температуры полосы, степени обжатия, состояния поверхности и т.д.
Распространенным видом неравномерной деформации является неравномерность, вызванная неравномерным нагревом металла. При неравномерном нагреве металла, могут иметь место следующие варианты.
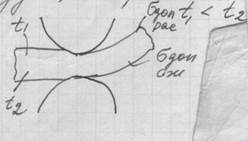 при t1>t2 изгиб вниз.
при t1>t2 изгиб вниз.
При неравномерной деформации различные части заготовки стремятся к различному соотношению размеров, в результате в объеме металла возникают взаимно уравновешивающиеся напряжения, эти напряжения называются дополнительными или внутренними в отличие от внешних напряжений, возникающих от действий внешних сил.
Таким образом, фактическая деформация осуществляется под действием напряжений представляющие сумму основных и дополнительных напряжений о появлении дополнительных напряжений неравномерной деформации говорит закон дополнительных напряжений.
При неравномерной деформации в объеме металла, стремящемся к большему изменению формы, возникают дополнительные напряжения, зная которых способствует уменьшению размеров заготовки и на оборот.
Дополнительные напряжения могут оставляться в металле после снятия нагрузки и называются остаточными напряжения. Эти напряжения нежелательные, так как могут способствовать разрушению металла.
Чем выше температура выхода металла при прокатке, тем большая доля остаточных напряжений снимается. Поэтому стремятся неравномерную деформацию сосредоточить в первый период прокатки и оканчивать прокатку при более высокой температуре. Остаточные напряжения можно частично снять последующей термообработкой – отжигом или механическим воздействием.

