




ѕри определении конструктивных параметров круглого фасонного резца производитс€ выбор типа креплени€ резца, назначение параметров креплени€, определение наружного диаметра резца, определение размеров рифлений, назначение дополнительных режущих кромок и определение размеров выточки посадочного отверсти€.
ƒиаметр посадочного отверсти€ круглого фасонного резца можно определить из услови€ достаточной прочности и жесткости оправки в зависимости от главной составл€ющей силы резани€  . ак правило, поперечна€ подача при работе фасонными резцами берЄтс€ в пределах 0,03-0,06 мм/об.
. ак правило, поперечна€ подача при работе фасонными резцами берЄтс€ в пределах 0,03-0,06 мм/об.
- ¬ыберем:  мм/об
мм/об  Ќ/мм,
Ќ/мм,
где  - поперечна€ подача
- поперечна€ подача
 - удельна€ сила резани€
- удельна€ сила резани€
—оставл€юща€ сила резани€ определ€етс€ по формуле:
 (2,1)
(2,1)
√де  - длина обрабатываемой поверхности
- длина обрабатываемой поверхности
ѕо выражению (2,1) найдЄм:
 Ќ/мм
Ќ/мм
ѕри двухстороннем креплении резца диаметр посадочного отверсти€ определ€етс€ по формуле:

 мм
мм
ѕолученное значение диаметра посадочного отверсти€ округл€ем до большего ближайшего значени€ из р€да стандартных диаметров:  мм
мм
 “очность изготовлени€ по
“очность изготовлени€ по 

–ис.3. —хема определени€ наружного диаметра ( ) круглого фасонного резца
) круглого фасонного резца
—огласно рис.3 наружный диметр круглого фасонного резца может быть рассчитан по формуле:
 , (2,2)
, (2,2)
где  - наибольша€ глубина профил€ детали
- наибольша€ глубина профил€ детали
 - занос по длине передней грани фасонного резца дл€ обеспечени€ свободного схода стружки
- занос по длине передней грани фасонного резца дл€ обеспечени€ свободного схода стружки
 - толщина стенки резца
- толщина стенки резца
 мм
мм
«анос по длине передней грани фасонного резца принимаем равным:
 мм
мм
- “олщину стенки определ€ем по формуле:
 мм
мм
“огда по формуле (2,2) найдЄм:
 мм
мм
ќкругл€ем по числу кратному 5:
 мм
мм
ѕо скольку =7,1 а максимальна€ глубина резани€ до 4 мм, принимаем Do=50мм.
ƒл€ обеспечени€ надЄжного креплени€, а также дл€ предварительной установки резца после его переточки относительно оси издели€, с правой стороны резца, если смотреть по направлению подачи, делают буртик, на котором нарезают рифлени€ (рис.4).
- ќпределим диаметр буртика:
 мм
мм
„исло зубьев рифлений принимаем равным:  =33
=33
”гол профил€ рифлений в нормальном сечении равен  . ¬ершины зубьев рифлений срезаны на величину 0,35мм с оставлением площадки шириной 0,7 мм. ¬о впадине остаЄтс€ площадка шириной 0,5 мм. Ёто обеспечивает сопр€жение зубьев на резце и державке по боковым сторонам. ƒл€ обеспечени€ посто€нства ширины площадки при вершине зубчиков по их длине дно впадины между зубчиками располагают к торцу буртика под углом
. ¬ершины зубьев рифлений срезаны на величину 0,35мм с оставлением площадки шириной 0,7 мм. ¬о впадине остаЄтс€ площадка шириной 0,5 мм. Ёто обеспечивает сопр€жение зубьев на резце и державке по боковым сторонам. ƒл€ обеспечени€ посто€нства ширины площадки при вершине зубчиков по их длине дно впадины между зубчиками располагают к торцу буртика под углом  , угол определим по формуле:
, угол определим по формуле:

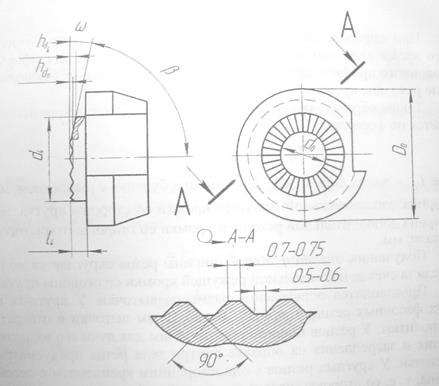
–ис.4. —хема к определению размеров рифлений
 |
- «начение ширины буртика принимаем:
 мм
мм
”гол установки шпиндел€ делительной головки при фрезеровании зубьев рифлений:

ќбща€ ширина круглого фасонного резца определ€етс€ по формуле:
 , (2,3)
, (2,3)
где  - длина детали
- длина детали
 - ширина дополнительной режущей кромки со стороны прутка
- ширина дополнительной режущей кромки со стороны прутка
 - ширина дополнительной режущей кромки со стороны открытого торца детали
- ширина дополнительной режущей кромки со стороны открытого торца детали
ѕо выражению (2,3) найдЄм:
|
|
|
 мм
мм
” резцов шириной более 15мм дл€ лучшего их центрировани€ и закреплени€ на оправке внутри тела резца предусматривают выточки.
” круглых фасонных резцов с двусторонним креплением выточка дл€ размещени€ головки оси вспомогательного инструмента отсутствует. »меетс€ только выточка дл€ уменьшени€ посадочной поверхности (рис. 5).

–ис.5. —хема расположени€ выточек у круглого фасонного резца с двусторонним креплением
–азмеры выточек определ€ютс€ по следующим формулам:
 мм
мм

 ѕолученные размеры округл€ем до целого числа:
ѕолученные размеры округл€ем до целого числа:
 мм
мм
 мм
мм
ƒл€ обеспечени€ сохранности профил€ необходимо также рассчитать рассто€ние  от плоскости передней поверхности до оси резца:
от плоскости передней поверхности до оси резца:
 мм
мм
ƒл€ любого типа резца должны быть назначены две дополнительные режущие кромки: дополнительна€ режуща€ кромка со стороны свободного торца детали и дополнительна€ режуща€ кромка со стороны прутка заготовки.
- Ќазначаем размеры режущей кромки со стороны свободного торца детали. ѕри обработке деталей, оканчивающихс€ цилиндрической частью, крайнюю режущую кромку удлин€ют на 1-2мм. ѕринимаем:
 мм
мм
”прочн€юща€ часть режущей кромки при этом отсутствует.
- Ќазначаем размеры режущих кромок со стороны прутка, которые подготавливают отрезку готовой детали от прутка до торца детали. “очка Ђаї отрезной кромки резца должна выходить за поверхность прутка на 3-5мм. ѕринимаем 3мм. — учЄтом этого ширину участка  можно определить:
можно определить:
 , (2,4)
, (2,4)
где  - диаметр прутка
- диаметр прутка
 - диаметр по€ска под отрезку
- диаметр по€ска под отрезку
 - угол между режущей кромкой и пр€мой, перпендикул€рной оси детали, принимаем:
- угол между режущей кромкой и пр€мой, перпендикул€рной оси детали, принимаем:

ƒиаметр прутка определим по следующей формуле:
 мм
мм
 мм
мм
»спользу€ выражение (2,4), найдЄм:
 мм
мм
- ќпредел€ем общую длину подрезки:
 , (2,5)
, (2,5)
где  - ширина открытого резца. ѕринимаем:
- ширина открытого резца. ѕринимаем:
 мм
мм
“огда, по формуле (2,5) найдЄм:

 мм
мм

