




В деталях машин и приборов встречаются поверхности, называемые уступами и пазами. Пазы могут быть прямоугольными и фасонными, сквозными и замкнутыми. Для обработки прямоугольных, фасонных и сквозных пазов и уступов на горизонтально-фрезерных станках применяют различные дисковые фрезы. Для обработки замкнутых пазов, шпоночных канавок и других малодоступных поверхностей на горизонтально- и вертикально-фрезерных станках применяют концевые фрезы.
При переточках ш  ирина фрезы уменьшается, поэтому в тех случаях, когда фреза должна сохранять размер по ширине, целесообразно применять составные (сдвоенные) дисковые фрезы, состоящие из двух половин, между которыми закладывают тонкое, определенной толщины, кольцо.
ирина фрезы уменьшается, поэтому в тех случаях, когда фреза должна сохранять размер по ширине, целесообразно применять составные (сдвоенные) дисковые фрезы, состоящие из двух половин, между которыми закладывают тонкое, определенной толщины, кольцо.
На рис. 8.3 показаны наиболее часто встречающиеся дисковые фрезы. Эти фрезы крепят на оправки фрезерных станков аналогично цилиндрическим. Дисковые фрезы больших размеров в целях экономии быстрорежущей стали изготовляются сборными, со вставными ножами.
Фрезерование уступов дисковыми фрезами можно выполнить различными приемами: каждый уступ фрезеруется одной трехсторонней дисковой фрезой (рис. 8.4, а); оба уступа одновременно фрезеруют набором из двух дисковых фрез точно одинакового диаметра (рис. 8.4, б). В этом случае, чтобы получить заданный размер между уступами, на оправку между фрезами устанавливают соответствующие промежуточные кольца или фрезеруют в двухпозиционном вращающемся на 180° приспособлении (рис. 8.4, в). После фрезерования уступа I (первая позиция) приспособление с закрепленной в нем заготовкой поворачивают и ставят во вторую позицию для фрезерования второго уступа II.
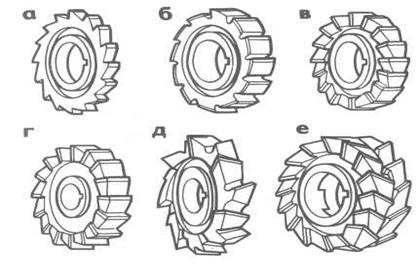
Рисунок 8.3
Дисковые фрезы: а - пазовая с остроконечными зубьями,
б - с затылованными зубьями,
в - двусторонняя, г - трехсторонняя, д - трехсторонняя с разнонаправленными зубьями,
е - составная (сдвоенная)
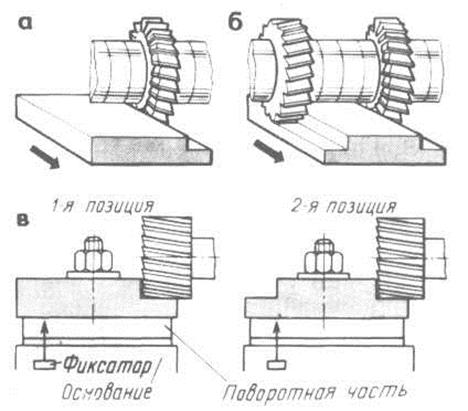
 Рисунок 8.4. Приемы фрезерования уступов.
Рисунок 8.4. Приемы фрезерования уступов.

