




Технологический процесс изготовления отливки в песчано-глинистой форме включает следующие основные этапы:
плавку жидкого металла,
изготовление песчано-глинистой формы,
заливку металла в форму,
выдержку металла в форме для затвердевания и охлаждения,
выбивку отливки из формы,
финишную обработку отливки.
При этом предполагается, что средства технологического оснащения (технологическая оснастка) изготовлены заранее. Рассмотрим наиболее важные этапы подготовки производства и технологического процесса более подробно.
Технологическая оснастка
Технологическая оснастка включает модели (полумодели), подмо-дельные плиты с моделями, стержневые ящики, опоки, наполнительные рамки и др.
Модель - это инструмент для получения рабочей полости формы (рис. 2.4), формирования наружной поверхности отливки.
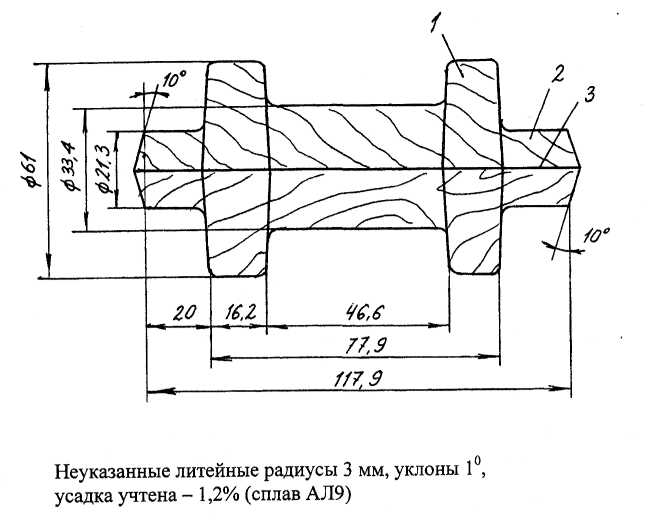
Рис.2.4. Чертеж модели для отливки «Втулка»: 1 - модель отливки (древесина), 2 - знак, 3 - плоскость разъема модели
Размеры модели больше размеров отливки на величину усадки заливаемого металла (линейной усадки). Линейная усадка зависит от материала отливки и в меньшей степени от ее геометрической сложности. Ее величина составляет 0,5-2,5 %.
Для формирования в форме опорных площадок для установки стержней (знаков) на модели выполняют соответствующие выступы - знаки модели.
В индивидуальном и мелкосерийном производстве модели изготавливают деревянными, в серийном и массовом производстве - металлическими (сплавы алюминия, меди, серый чугун, сталь).
Деревянные модели изготавливают из хвойных или благородных пород дерева, многослойными, клееными, с тщательной сушкой. Деревянные модели окрашивают масляными красками и лаками для предохранения от влаги, находящейся в воздухе, а также в формовочной смеси. Красный цвет моделей - для чугунного литья,
серый цвет - для стального литья. Знаки модели окрашивают черной краской.
В зависимости от геометрической сложности отливки и технологии изготовления формы модель может быть неразъёмной или разъёмной. В большинстве случаев разъёмные модели изготавливают из двух половин (двух полумоделей). Плоскость, которая их разделяет, называется плоскостью разъёма модели.
Как правило, плоскости разъёма формы и модели совпадают. Поверхности модели, перпендикулярные к плоскости её разъёма, выполняют с литейным уклоном - для лёгкого извлечения модели из уплотнённой (упрочнённой) полуформы.
При изготовлении формы модель свободно устанавливается (ручная формовка) или жёстко закрепляется (машинная формовка) на специальной плите, которая называется подмодельной. Кроме модели, на подмодельной плите устанавливаются или закрепляются также и необходимые модели элементов литниковой системы.
При жёстком закреплении модели на подмодельной плите последняя снабжается неподвижными штырями - для установки опок и их строгой ориентации по отношению к модели. Подмодельные плиты бывают также двухсторонними. По материалу подмодельные плиты могут быть деревянными или металлическими.
Стержневой ящик - это инструмент для изготовления стержня (стержней), в том числе и его знаков. Стержневые ящики бывают открытыми (неразъёмными) или закрытыми (разъёмными). Они могут иметь отъёмные части. По материалу стержневые ящики бывают деревянными или металлическими. Конструкция стержневого ящика зависит в значительной степени и от технологии изготовления стержней: при пескодувном способе заполнения стержневой смесью стержневые ящики снабжают вдувными отверстиями и вентами, при отверждении стержней в стержневом ящике - толкателями и т.д. Стержневые ящики могут быть одноместными и многоместными.
В соответствии с чертежом отливки поверхности стержневого ящика, перпендикулярные разъёму стержневого ящика, снабжаются литейными уклонами. Размеры стержневого ящика (и стержня) определяются с учётом усадки металла отливки. Рабочие поверхности стержневого ящика сопрягаются посредством литейных радиусов.
Модели, стержневые ящики, подмодельные плиты и другие виды литейной оснастки изготавливают в модельном цехе машиностроительного завода по соответствующим чертежам, разработанным на основании чертежа отливки.

