Оформление ОК технологического контроля должно соответствовать правилам, изложенным в ГОСТ 3.1502- 85 и ГОСТ 3.1702 – 79
Стандартом предусмотрено два варианта исполнения ОК технологического контроля – с технологическим эскизом и без него.
При отсутствии технологического эскиза в ОК технологического контроля делается полная запись содержания технологических переходов, а при наличие эскиза – краткая.
| + 0, 025 |
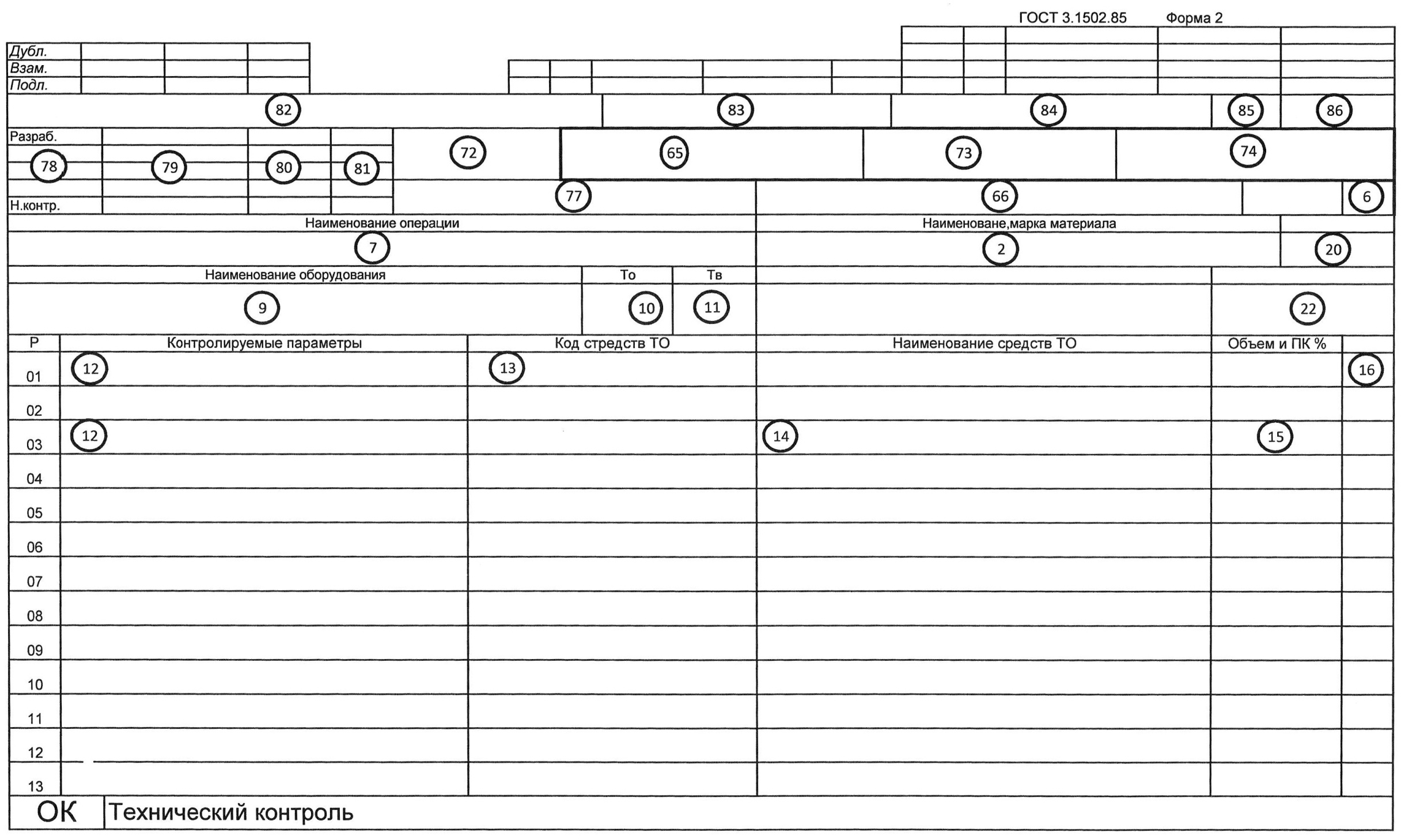
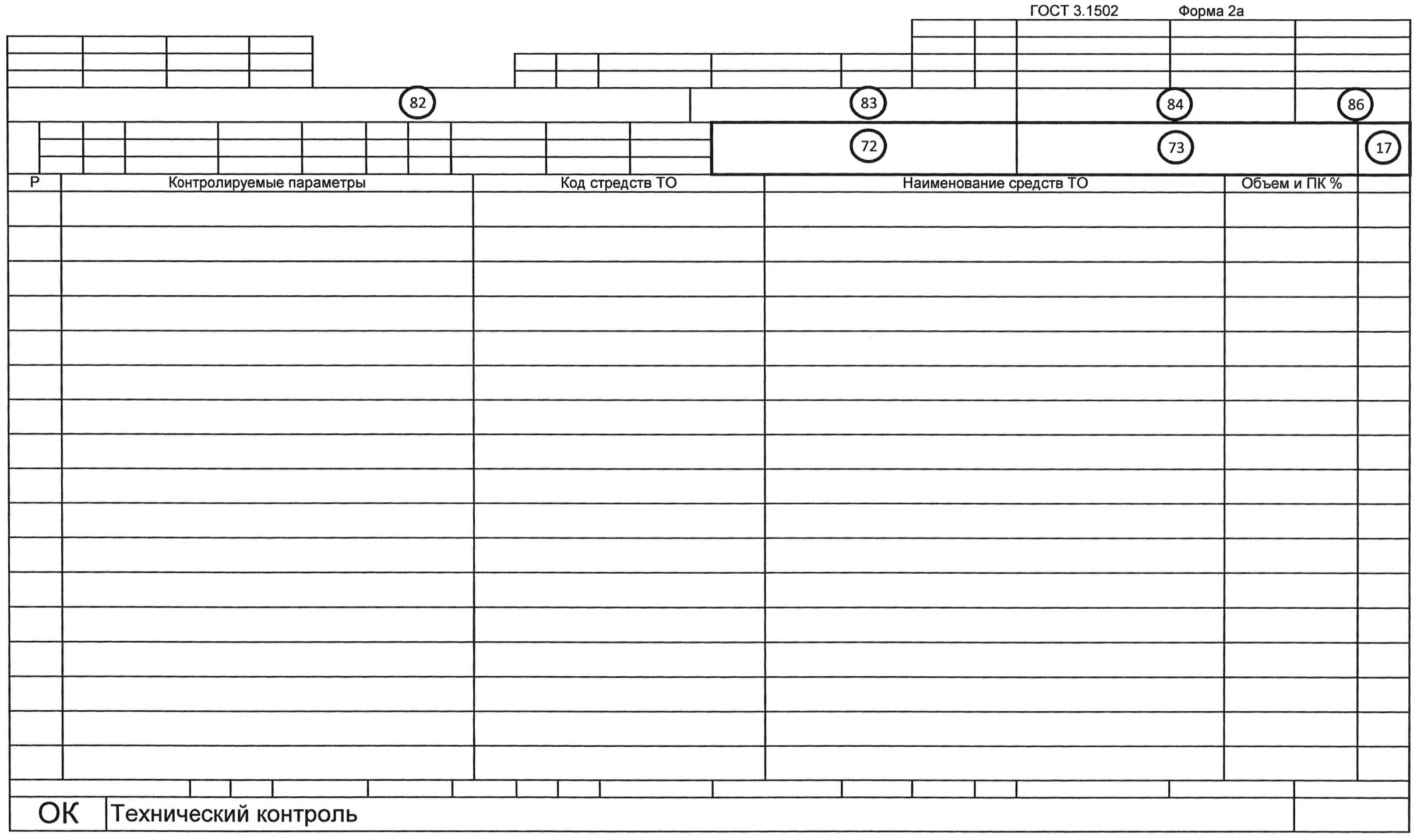
2.4. Рекомендации по заполнению отдельных граф операционной карты технического контроля.
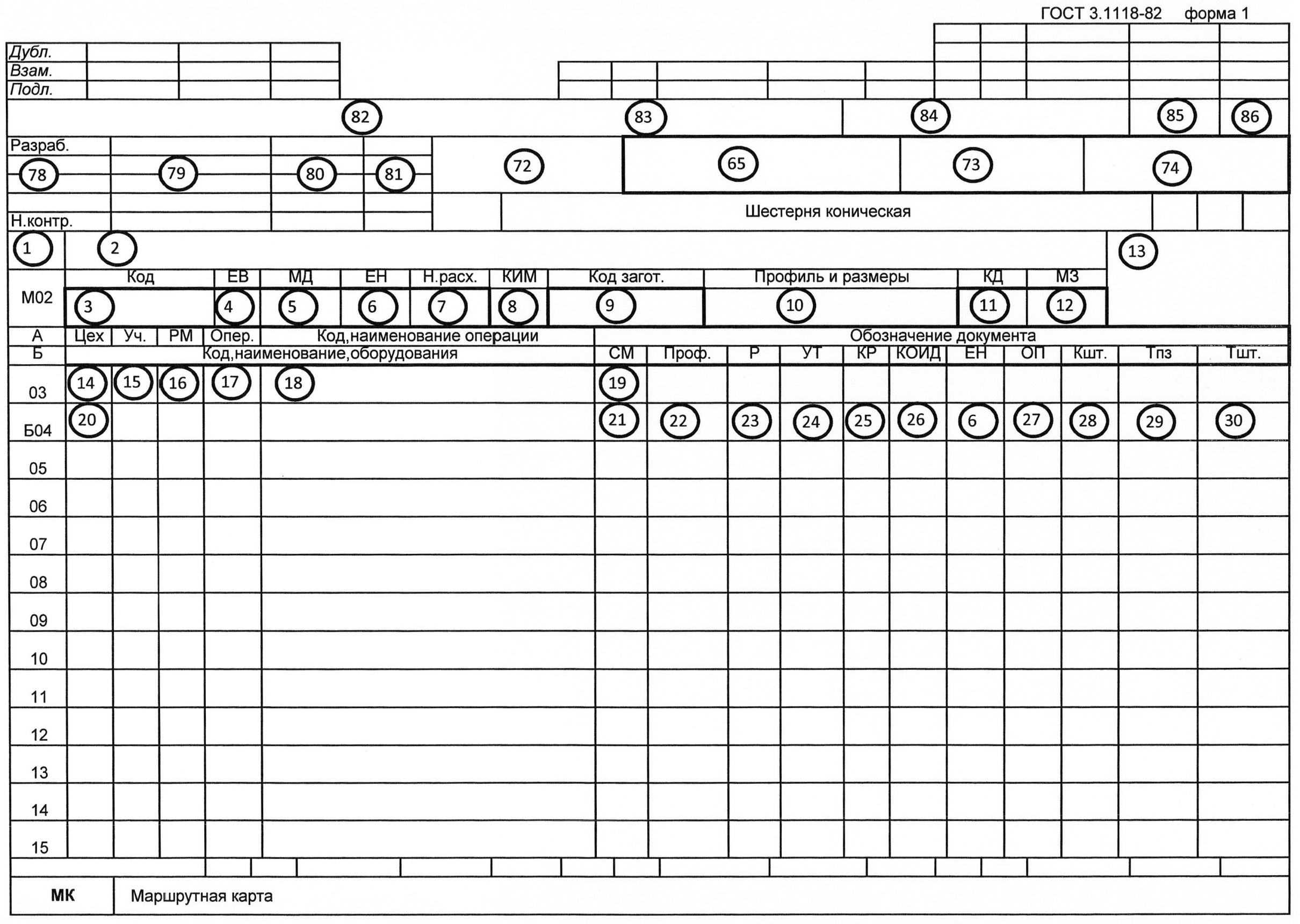
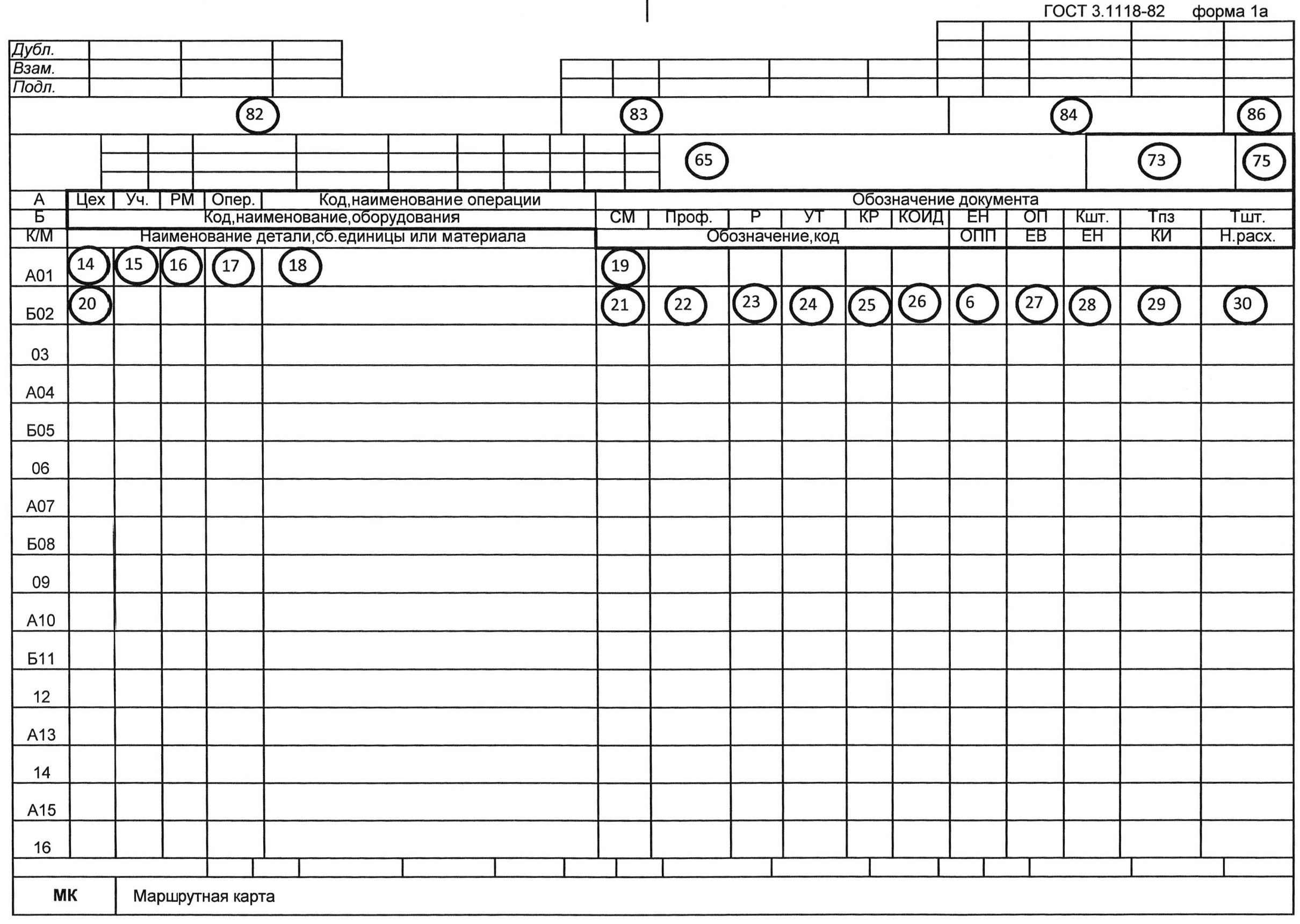
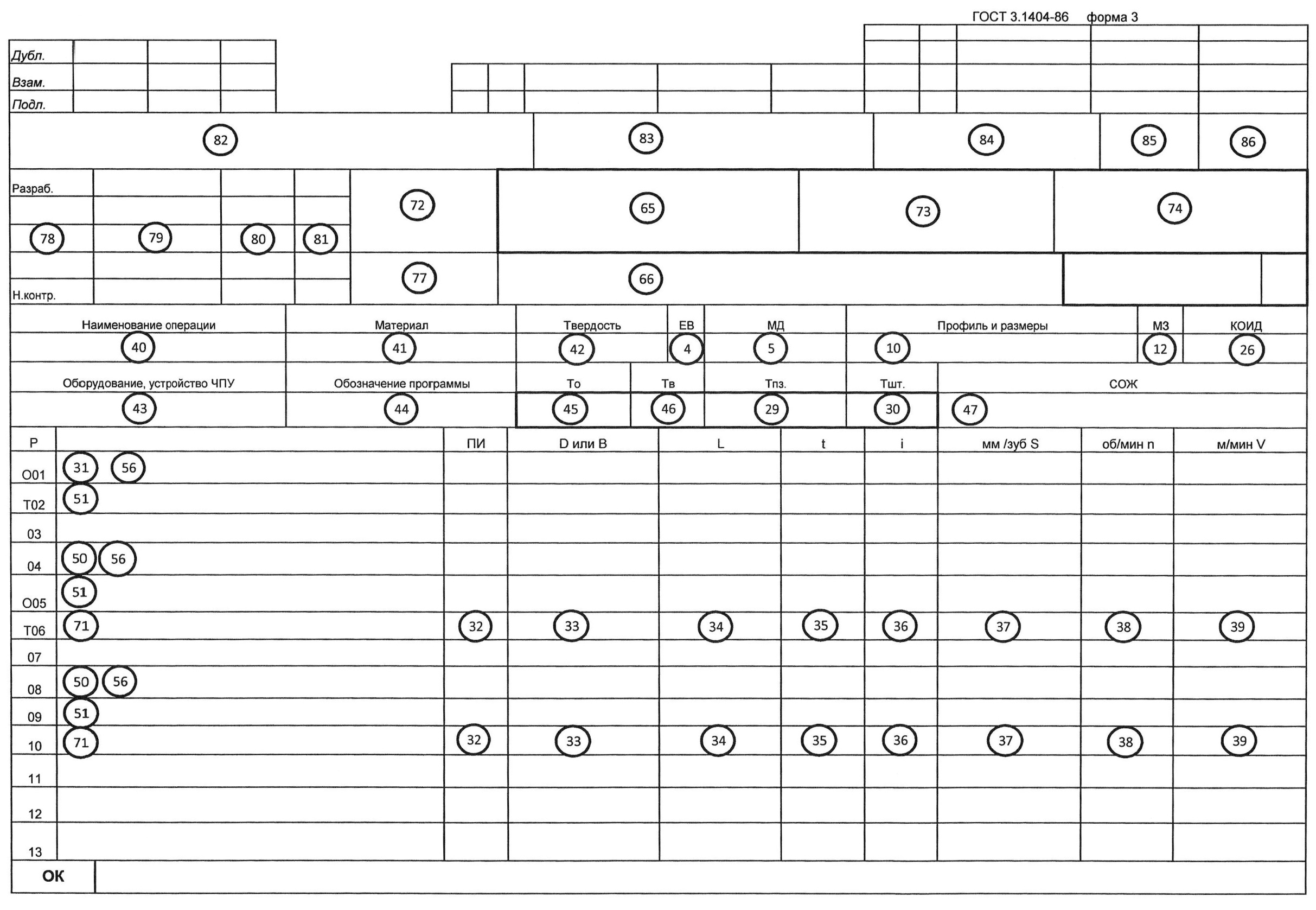
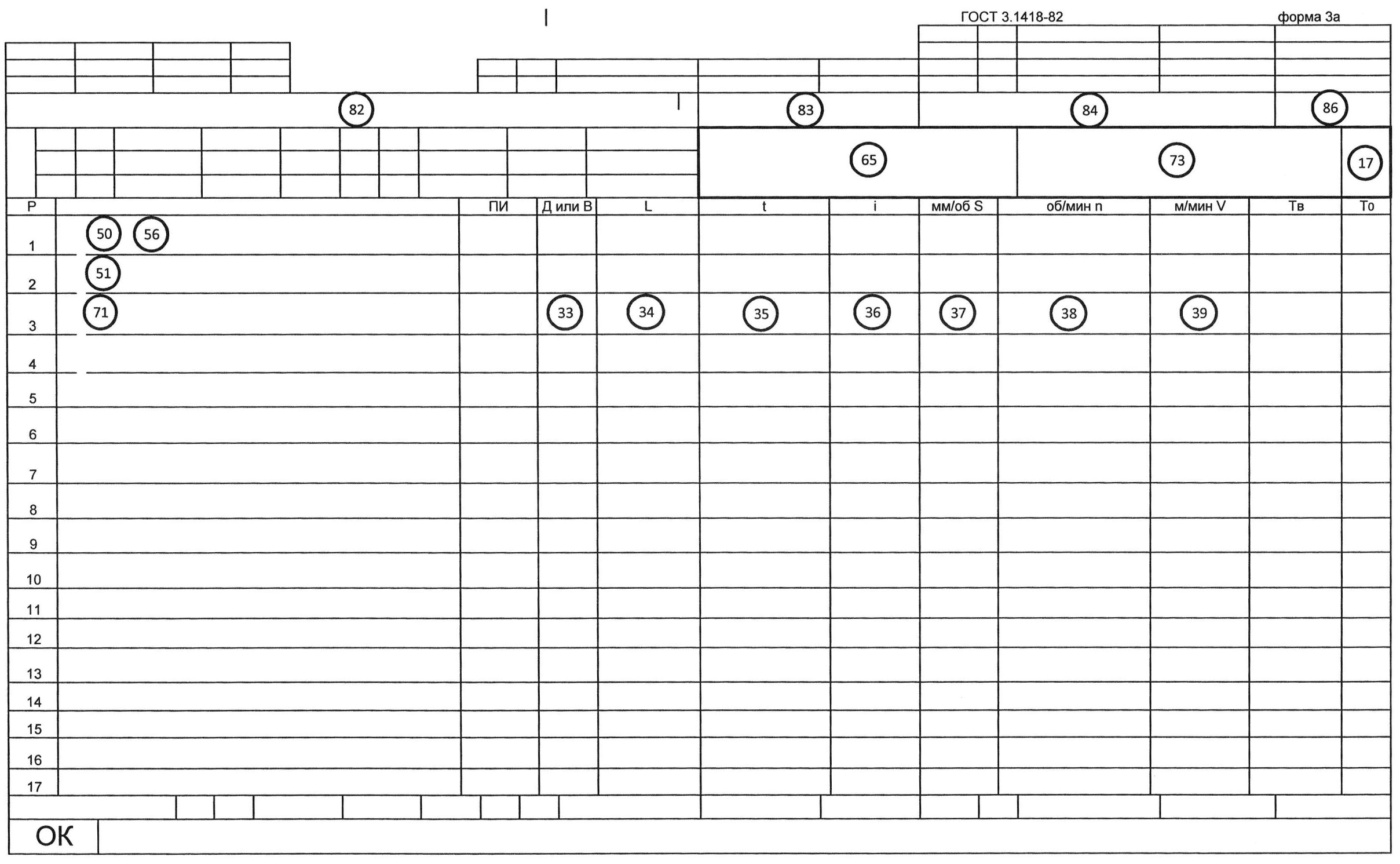
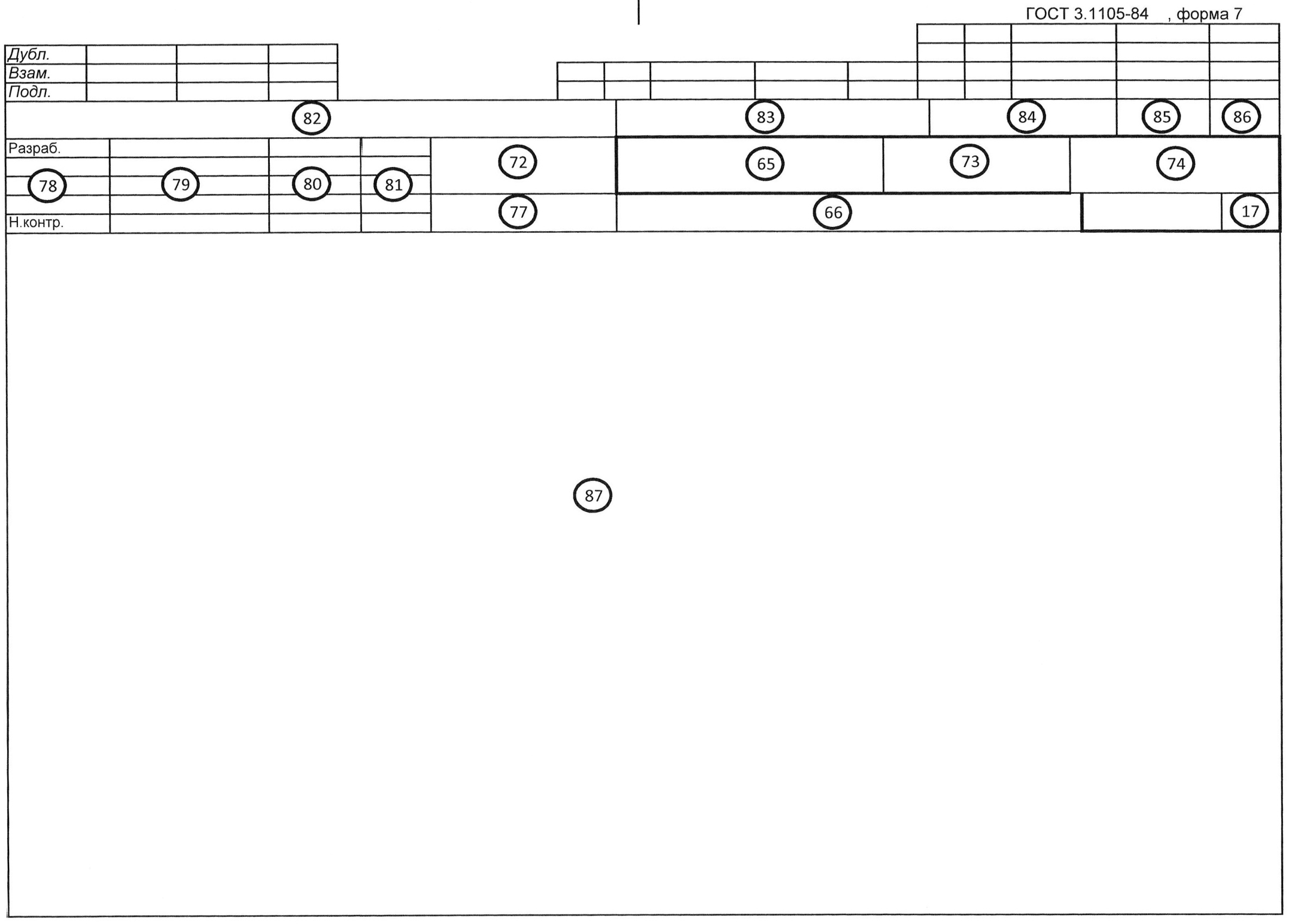
Графы 65-86 заполняются аналогично соответствующим графам ОК механической обработки.
Графы 1-22 следует заполнять в соответствии с табл.1 ГОСТ 3.1502 – 85
Некоторые особенности в заполнении граф одно-контрольная, поэтому оно может быть выполнено типографским способом.
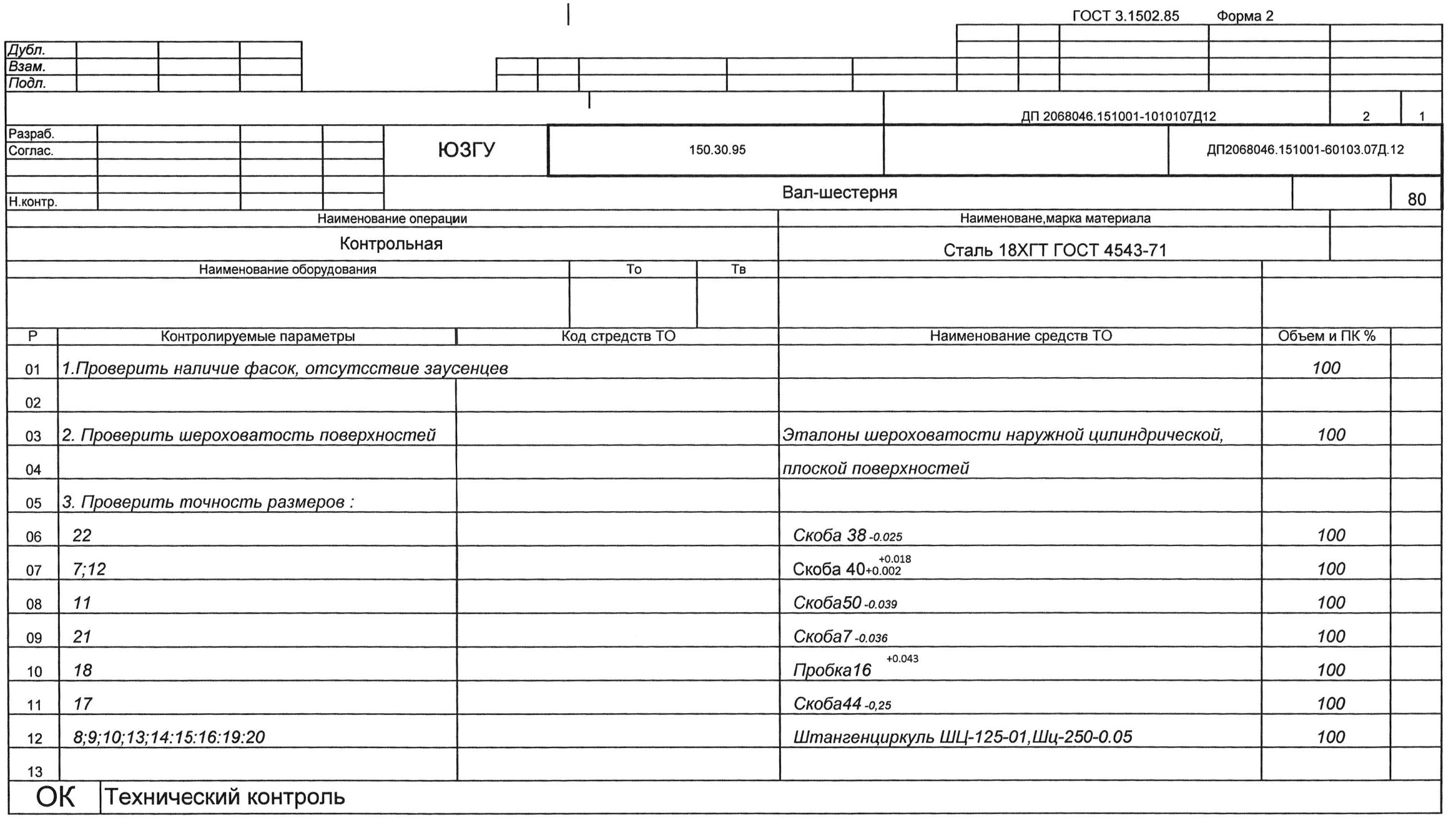
В графе 7 наименование операции может быть одно – контрольная, потому оно может быть выполнено типографским способом.
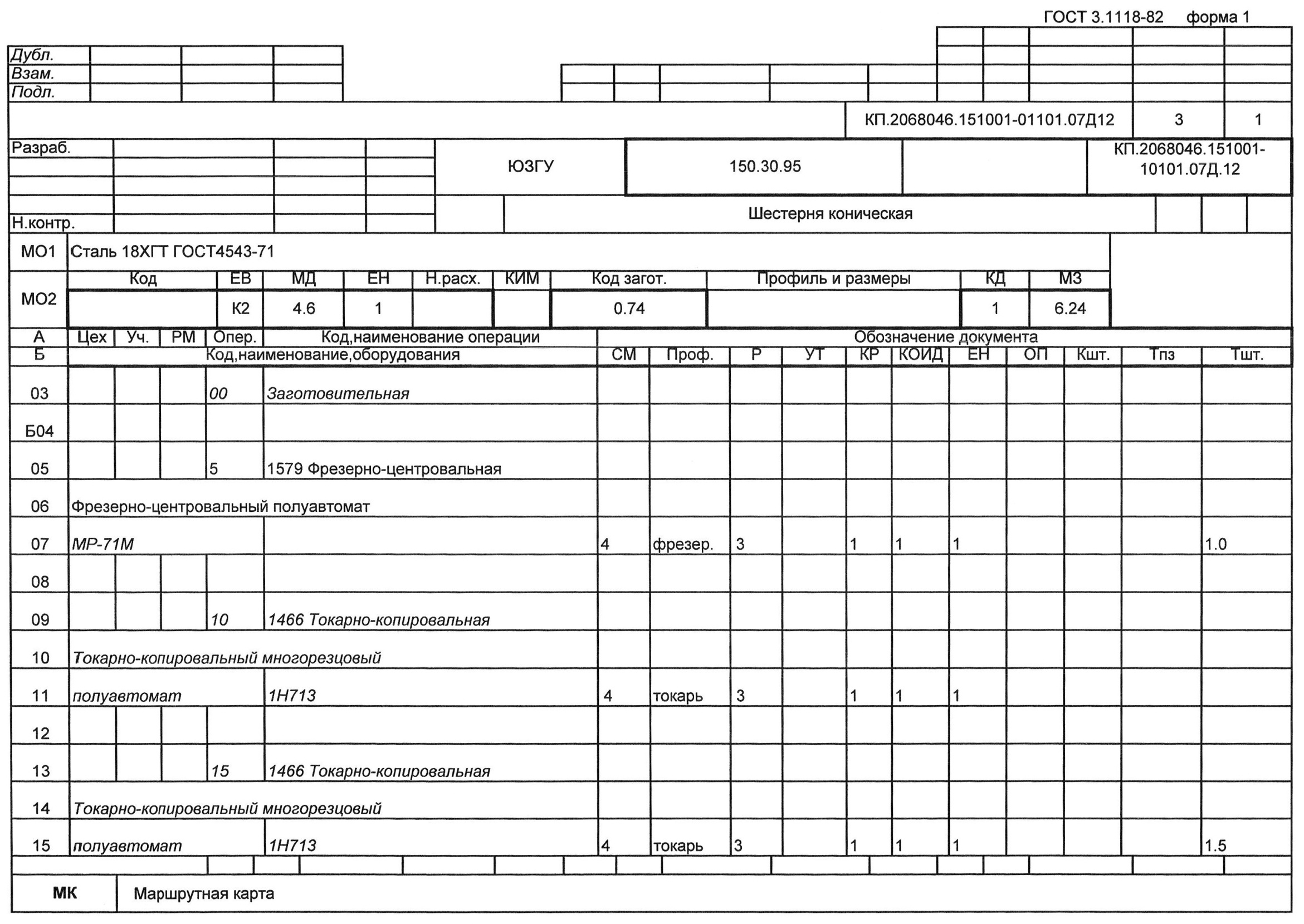
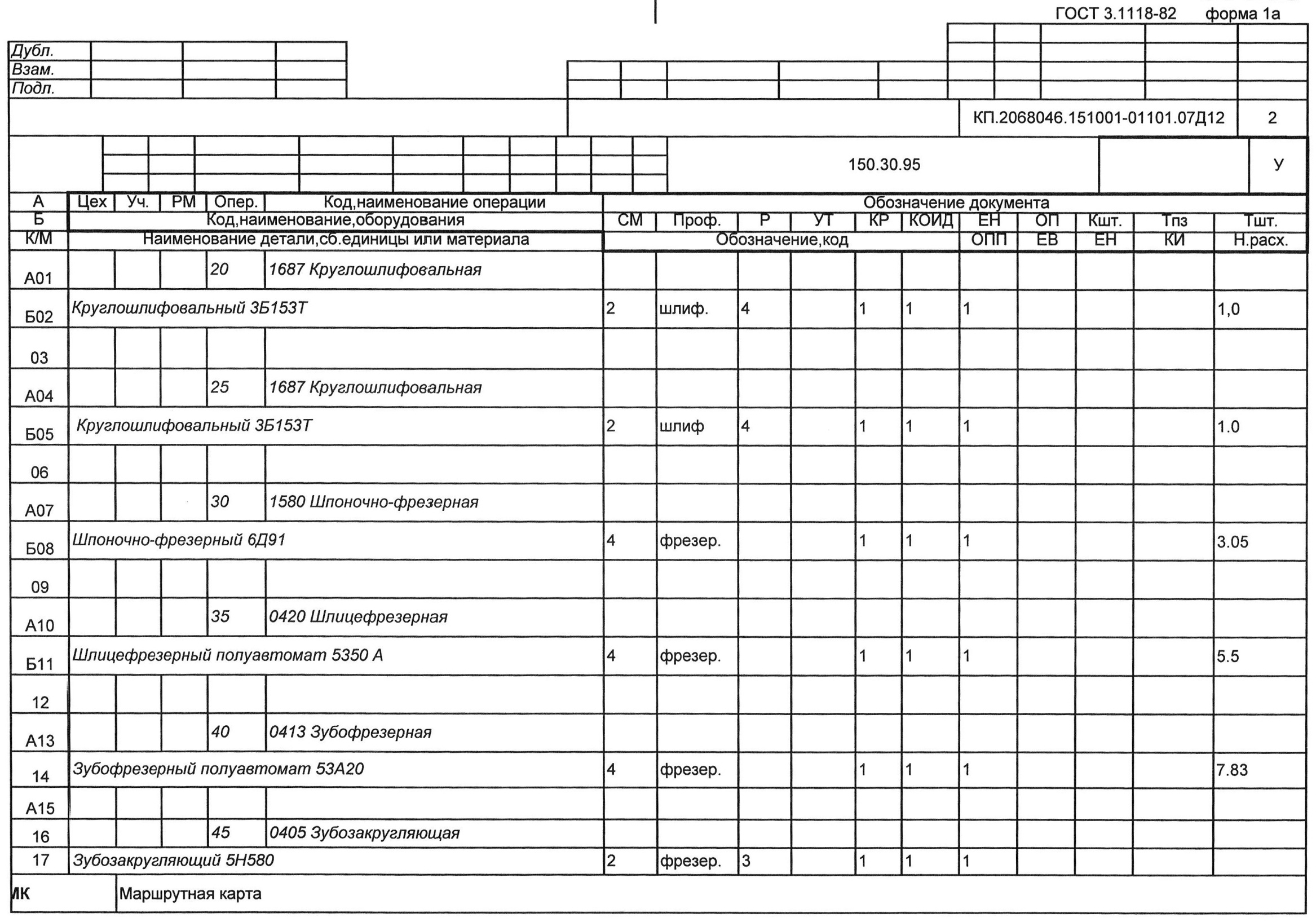
В графе 84 проставляется шифр маршрутной карты, в которую эта карта входит. Например:КП2068046.151001-10101.07Д.12.
В графе 74 указывается шифр ОК технологического контроля, например: КП2068046.151001-60103.07Д.12.
Графы 10 и 11. Ставится прочерк, т.к. контрольные операции не нормируются.
Графа 9. Приводится наименование оборудования (при его наличие)
Например:КИМ (Контрольная измерительная машина). Но чаще всего оборудования нет, поэтому прочерк.
Графа 13. Код средств ТО студенты не проставляют.
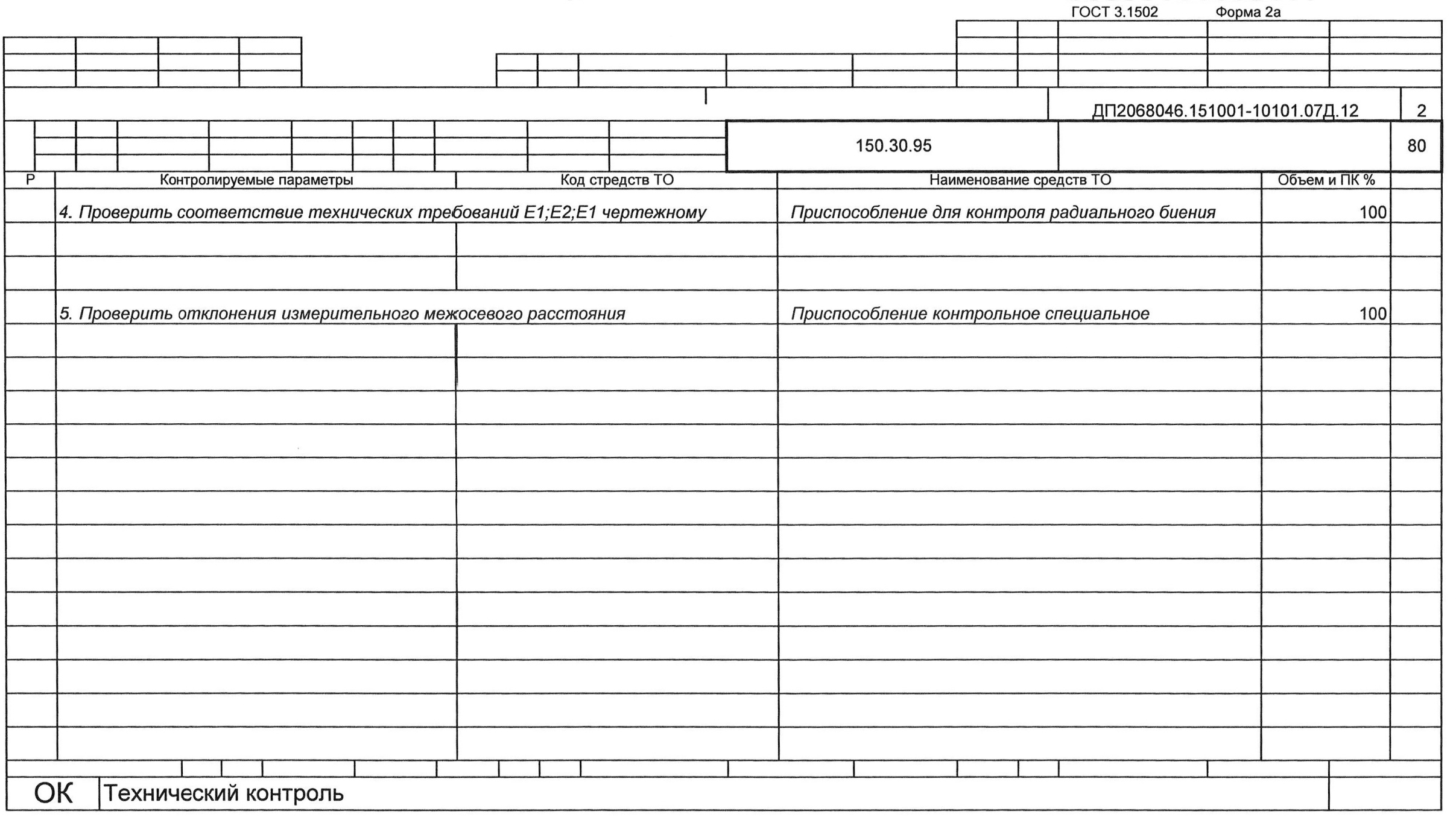
В графе 1 перед цифрой 01 ставится служебный символ “О”. В этой же строке в графе 12 записывается номер и содержание перехода, используя для записи и свободную графу 13, т.к. код средства ТО не проставляется. Нумерация переходов производится как и при оформлении ОК механической обработки. Содержание переходов может быть одним из следующих: проверить точность размеров (размера), проверить отклонения … (одного из параметров точности формы, например цилиндричности), контролировать величину микронеровностей (шероховатость) поверхности (поверхностей), измерить соответствие параметров перпендикулярности, параллельности, симметричности, соосности и т.д. поверхностей чертежному.
Строкой ниже перед очередным номером строки ставится служебный символ P, а в графе 12 записываются номера или полная характеристика контролируемого параметра поверхности (поверхностей) в пределах только этой графы.
В графу 14 заносится информация о применяемой при контроле технологической оснастке. Информация размещается в пределах только графы 14. При заполнении графы 15 следует учесть следующее: контроль может быть плановым и летучим. Плановым контролем определяется определенная периодичность, которая зависит от стабильности техно - логических процессов и надежности оборудования. Летучий контроль не имеет закономерностей.
Плановый и летучий контроль может быть сплошным и выборочным. Сплошной контроль (100%) применяется для наиболее ответственных изделий. Выборочный контроль предусматривает, что только часть изделий подвергается контролю. Обычно эту часть выражают в процентах. А величина процентного отношения зависит, в основном, от квалитета точности.
При заполнении графы 15 следует выполнять рекомендации, изложенные ниже
Процент выборочного контроля:
5-6 квалитет – 100%
7 квалитет – 90%
8 квалитет – 60%
9 квалитет – 40%
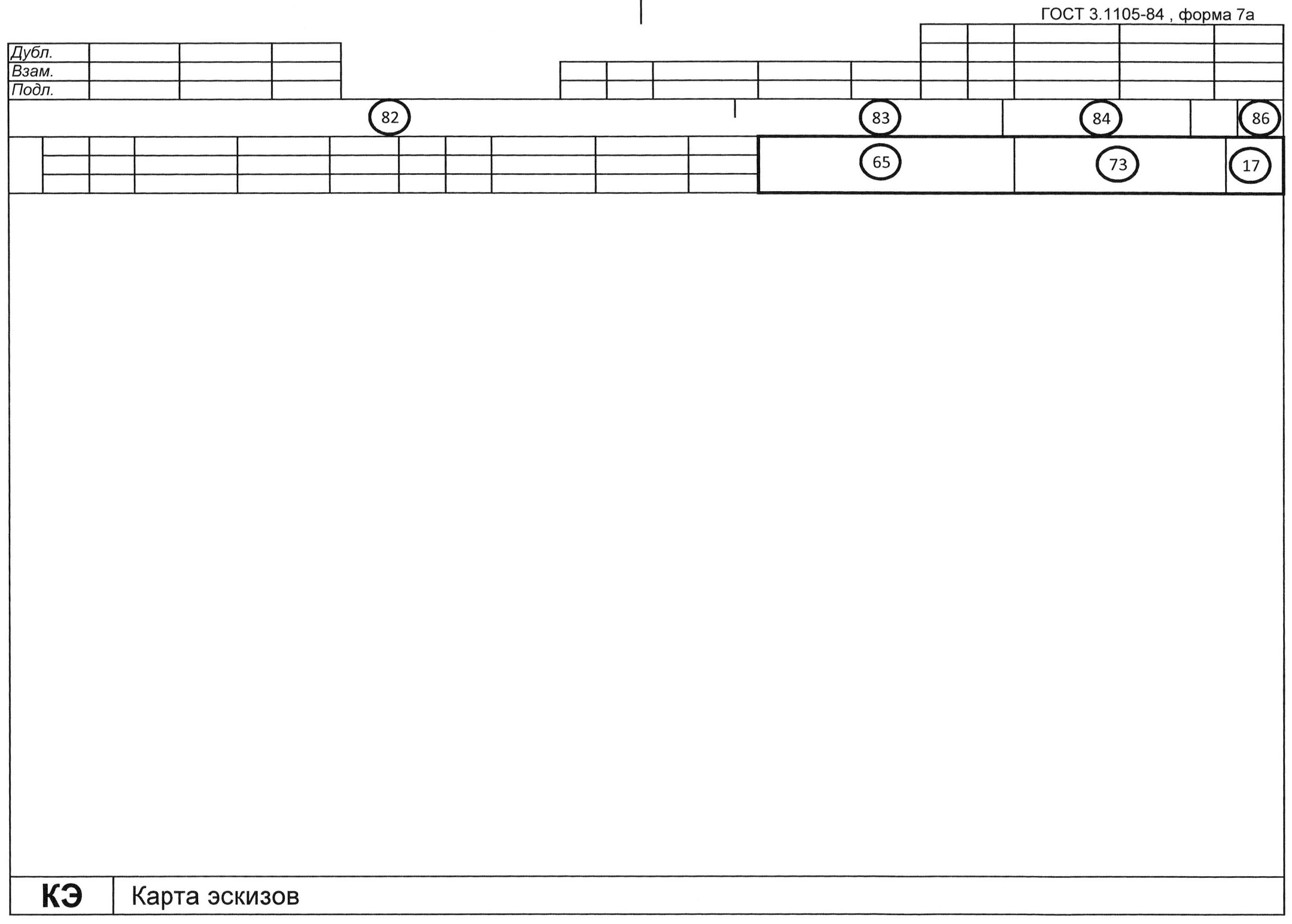
1.4 Оформление карты эскизов операции технического контроля.
Оформление КЭ технического контроля выполняется аналогично оформлению КЭ механической обработки.
В графе 84 проставляется шифр ОК технического контроля, к которой принадлежит КЭ, и который в ОК технического контроля проставляется в графе 74. Например:КП2068046.151001-60103.07Д.12 В графе 74 КЭ проставляется шифр карты эскизов технического контроля. Например:КП2068046.151001-20103.07Д.12. Код 60103 и код 20103 устанавливается по табл. 1-3 (с. 9-10 настоящих методических указаний).
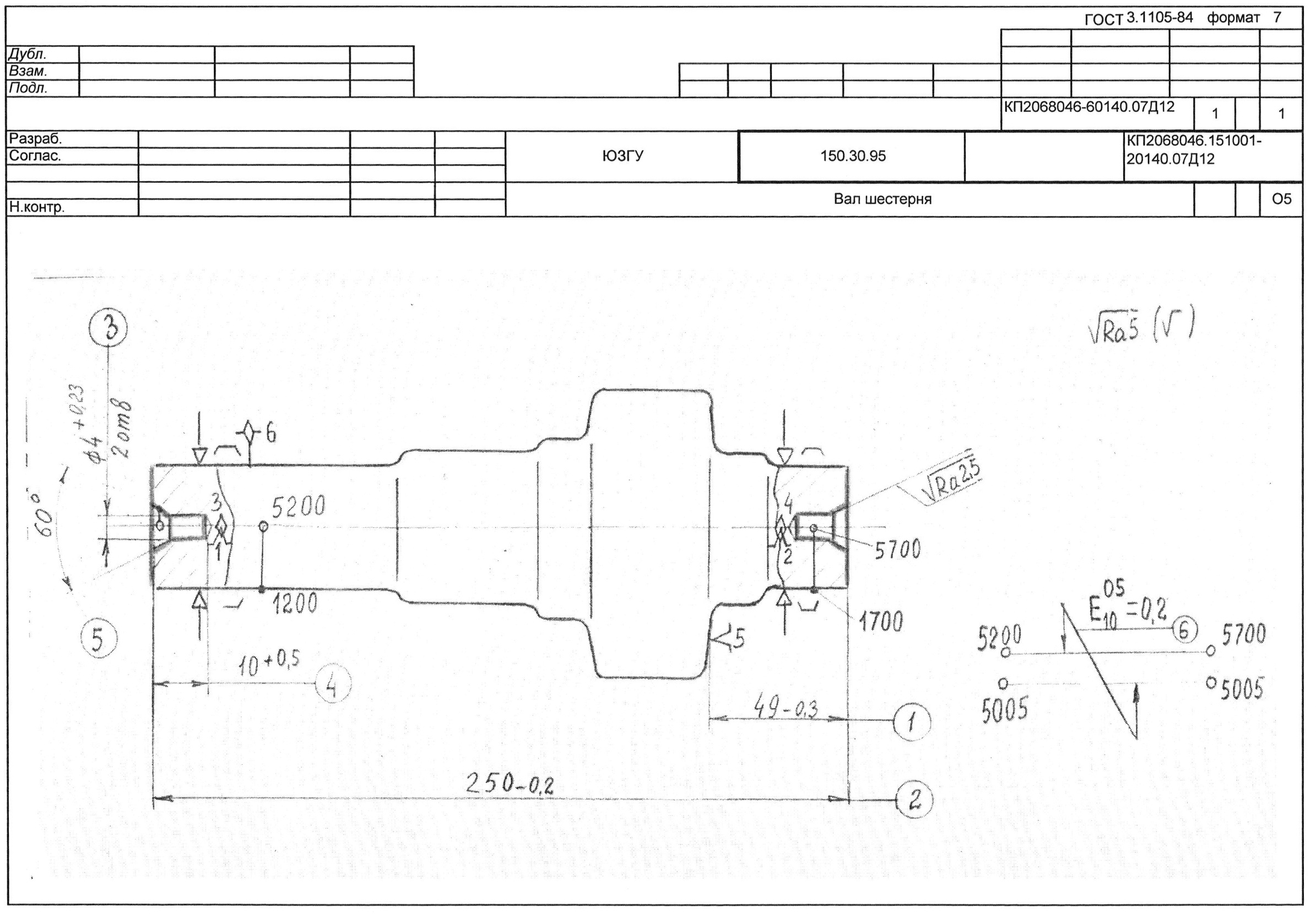
На чистом поле КЭ вычерчивается эскиз контролируемой детали, на котором проставляются параметры, подлежащие контролю. Размерам, поверхностям и техническим условиям присваиваются номера в виде цифры арабского шрифта, обведенной знаком окружности (аналогично КЭ механической обработки).