




Цель: Изучить основные виды и способы восстановления деталей электрохимическим способом. Рассмотреть основные характеристики процессов их преимущества и недостатки.
Задание:
1. Изучить назначение, сферу применения, основные характеристики, преимущества и недостатки процессов восстановления деталей электрохимическим способом.
2. Изобразить схему установки для электролитического осаждения металла, рассмотреть сущность процесса.
3. Изобразить схему приспособления для хромирования гильз, рассмотреть сущность процесса.
4. Изобразить схему установки для струйного хромирования, рассмотреть сущность процесса.
5. Изучить процессы хромирования, железнения, никелирования.
Материал для подготовки
Электролитическое осаждение металлов основано на явлении электролиза, т. е. окислительно-восстановительных процессах, происходящих в электролите и на электродах при прохождении через электролит постоянного тока. Восстановление поверхностей этим способом наращивания не вызывает структурные изменения в деталях, позволяет устранят незначительные износы. Процесс восстановления легче поддается механизации и автоматизации.
Основу процесса составляет электролиз металлов, сущность которого заключается в следующем (рис. 1). Положительно заряженные ионы (катионы) перемещаются к отрицательному электроду (катоду), где получают недостающие электроны и превращаются в нейтральные атомы металла. Отрицательно заряженные ионы (анионы) перемещаются к положительно заряженному электроду (аноду), теряют свой электрический заряд и превращаются в нейтральные атомы. На катоде выделяются металл и водород, а на аноде — кислород и кислотные остатки. Катодами являются восстанавливаемые детали, а в качестве анодов используют металлические электроды (растворимые и нерастворимые). Растворимые аноды делают из того же металла, который должен осаждаться на катоде, нерастворимые аноды изготавливают из свинца (применяют только при хромировании).
Масса металла д, откладывающаяся на катоде при электролизе, определяется по закону Фарадея по формуле

 - электрохимический эквивалент, г/(А • ч);
- электрохимический эквивалент, г/(А • ч);
 -сила тока при электролизе, А;
-сила тока при электролизе, А;
 -продолжительность электролиза, ч.
-продолжительность электролиза, ч.
В электролите, помимо ионов металла, присутствуют и другие заряженные частицы — водород, гидроокиси металла и др. Они вызывают неизбежные потери электроэнергии, которые учитываются коэффициентом

де  масса детали соответственно до и после электролиза, г.
масса детали соответственно до и после электролиза, г.

Рис. 1. Схема установки для электролитического осаждения металла: 1 — анод; 2 — катод (деталь); 3 — ванна; 4 — электролит
Время (в часах) процесса электролиза (осаждения металла) в зависимости от толщины наращиваемого слоя определяется по формуле

где  — катодная плотность тока, А/дм2;
— катодная плотность тока, А/дм2;
 — толщина слоя покрытия, мм;
— толщина слоя покрытия, мм;
 — плотность металла покрытия, г/см3 (табл. 1).
— плотность металла покрытия, г/см3 (табл. 1).
Электролитические и химические покрытия при ремонте автомобилей применяют для повышения износостойкости, восстановления изношенных поверхностей деталей (хромирование, железнение и др.), для защиты деталей от коррозии (цинкование, бронзирование, оксидирование, фосфатиро- вание и др.), для защитно-декоративных целей (никелирование, хромирование, цинкование, оксидирование и др.), Для специальных целей, в частности улучшения прирабатывае- мости трущихся поверхностей деталей (меднение, лужение, свинцевание и пр.), для защиты от науглероживания при цементации (меднение). Чаще всего цель покрытия является комплексной.
Таблица 1. Технологические режимы электролиза
| Наносимый металл | у, г/см3 | а, г/(А-ч) | Л,% | , мкм (максимум)
|
| Хром | 6,9-7,1 | 0,324 | 11-32 | |
| Железо | 7,7-7,8 | 1,042 | 85-95 | 100-150 |
| Цинк | 7,0 | 1,220 | 97-99 | 6-24 |
| Медь | 8,9 | 1,186 | 80-90 | До 25 |
| Никель | 8,8 | 1,095 | 90-94 | 2-60 |
Используемые при осаждении металлов электролиты чаще всего в своей основе содержат растворы солей осажденных металлов. Технологический процесс восстановления деталей нанесением покрытий включает три этапа:
— подготовка поверхностей деталей;
— осаждение покрытий;
— обработка нанесенного покрытия.
Подготовка деталей к покрытию состоит из механической обработки поверхностей, обезжиривания обработанной поверхности и декапирования.
Механическая обработка включает пескоструйную обработку, шлифование и полирование. Выбор способа механической обработки зависит от назначения покрытия. Когда покрытие наносят с целью восстановления изношенной поверхности, производят шлифование для получения правильной геометрической формы и полирование для получения необходимой шероховатости поверхности. Шлифование выполняют на шлифовальных станках с использованием шлифовальных или войлочных кругов, накатанных абразивным порошком. Полирование производят бязевыми кругами, на которые наносят полировальные пасты (обычно пасту ГОИ).

Рис. 2. Приспособление для хромирования гильз: 1 — гильза
Детали, наращиваемые противокоррозионными покрытиями, обычно подвергаются пескоструйной (металлическим «песком») обработке.
Поверхности деталей, не подлежащие восстановлению, изолируют (при хромировании используют токонепроводящие материалы — лаки и синтетические материалы: полихлорвиниловый пластик, цапон-лак и др.). Затем детали монтируются на подвесное приспособление (рис. 2). Обезжиривание деталей производят одним из следующих способов:
— обрабатывают поверхность растворителями (бензин, уайт-спирит);
— проводят механическую очистку венской известью (кашицеобразным раствором кальцемагниевой извести);
— обезжиривают в растворах щелочей (проводят путем погружения деталей в горячий щелочной раствор (t = 60 С) и выдержки в нем 5-60 мин);
— проводят электрохимическое обезжиривание в растворах щелочей. Оно заключается в погружении деталей в горячий (t= 60-80 °С) щелочной раствор, через который пропускают ток (катод — детали, а анод — пластины из малоуглеродистой стали).
Плотность тока 5—10 А/дм2, длительность процесса — 1-2 мин. Выделяющийся на поверхности детали водород в виде пузырьков срывает с поверхности жировую пленку.
Декапирование (анодная обработка деталей) — это удаление тончайших окисных пленок с обрабатываемой поверхности детали, которые образуются во время обезжиривания и промывки, а также обнажения структуры металла детали.
При хромировании обработку ведут в основном электролите, при этом детали сначала выдерживаются 1-2 мин без тока для нагрева детали до температуры электролита, а затем проводят сам процесс в течение 30-45 с при анодной плотности тока 25-35 А/дм2. После этого, не вынимая детали из ванны, переключают деталь на катод и хромируют ее.
При железнении анодную обработку ведут не в основном электролите, а в специальном.
Хромирование
Хромирование получило широкое распространение как для восстановления деталей и повышения их износостойкости, так и для декоративных и противокоррозионных целей.
Преимущества электролитического хрома:
— электролитический хром — металл серебристо-белого цвета с высокой микротвердостью 400-1200 МН/м2 (в 1,5- 2,0 раза выше, чем при закалке ТВЧ), близкой к микротвердости корунда;
— обладает высокой износостойкостью, особенно в абразивной среде (в 2-3 раза по сравнению с закаленной сталью);
— устойчивостью в отношении химических и температурных воздействий, причем высокая коррозионная стойкость сочетается с красивым внешним видом;
— имеет низкий коэффициент трения (на 50% ниже, чем у стали и чугуна);
— высокую прочность сцепления покрытия с поверхностью детали.
Недостатки хромирования и хромового покрытия:
— низкий выход металла по току (8-42%);
— небольшая скорость отложения осадков (0,03 мм/ч);
— высокая агрессивность электролита;
— большое количество ядовитых выделений, образующихся при электролизе;
— толщина отложения покрытия практически не превышает 0,3 мм;
— гладкий хром плохо удерживает смазочное масло.
Электролитические осаждения хрома отличаются от других гальванических процессов как по составу электролита, так и по условиям протекания процесса. Эти особенности состоят в следующем: в качестве электролита используют хромовую кислоту с небольшими добавками серной кислоты,а не растворы их солей, как при осаждении других металлов.

Рис. 3. Схема установки для струйного хромирования: анод; 2 — устройство для поддержания уровня электролита 3 — наращиваемый вал; 4 — раздвижная кассета; 5 — ванна; 6 — электролит; 7 —подогреватель; 8 — насос
Железнение
Процесс железнения представляет собой осаждение металла на ремонтируемую поверхность детали в водных растворах солей железа. Он нашел широкое применение при восстановлении деталей с износом от нескольких микрометров до 1,5 мм на сторону. Производительность процесса железнения примерно в 10 раз выше, чем при хромировании. Средняя скорость осаждения металла составляет 0,72— 1 мкм/с, а выход металла по току равен 80-95%.
Железнение возможно из водных растворов сернокислых или хлористых закисных солей. Сернокислые электролиты по сравнению с хлористыми менее агрессивны, ниже по производительности, и при одних и тех же условиях электролиза осадки откладываются хрупкие, с большими внутренними напряжениями. Исходный материал сернокислых электролитов дороже хлористых. В ремонтной практике наибольшее распространение получили хлористые электролиты. Выбор того или иного электролита зависит от условий работы деталей и производственных возможностей предприятий.
Электролит готовят растворением в воде солей хлористого железа и других компонентов. Электролиты бывают горячие и холодные. Горячие электролиты (t = 60-95 °С) производительнее холодных, но при работе с ними необходимы дополнительный расход энергии на поддержание высокой температуры электролита, частая его корректировка, дополнительная вентиляция и большая предосторожность со стороны рабочих.
Холодные электролиты (t<50 °С) устойчивее против окисления. Позволяют получать качественные покрытия с лучшими механическими свойствами. Во все холодные электролиты вводится хлористый марганец, который замедляет образование дендритов и способствует получению гладких покрытий большой толщины. Марганец на электроде не осаждается и сохраняется в электролите длительное время.
При железнении применяют растворимые аноды, изготовленные из малоуглеродистой стали с содержанием углерода до 0,2%. При электролизе аноды растворяются, образуя на поверхности нерастворимый шлам, состоящий из углерода, серы, фосфора и других примесей. Попадая в ванну, они загрязняют ее и ухудшают качество покрытий. Во избежание этого аноды необходимо помещать в диафрагмы из пористой керамики или чехлы, сшитые из кислотостойкого материала (стеклоткань, шерсть и др.).
Железнение проводят в стальных ваннах, внутренние стенки которых облицовывают кислотостойкими материалами (антегмитовая плитка АТМ-1, эмаль типа 105А, желе- зокремниймолибденовый сплав МФ-15, кислотостойкая резина, фторопласт-3, керамика, фарфор).
Один из существенных недостатков процесса железнения— большое количество водорода в осадке (до 2,5 м3 на 1 мкг осадка). Он в осадке находится в различных формах и отрицательно влияет на механические свойства восстановленных деталей. С целью освобождения от водорода в осадкенеобходимо детали после железнения подвергать низкотемпературному сульфидированию с последующей размерно-чистовой обработкой пластическим деформированием. В этом случае усталостная прочность деталей повышается на 40 45%, а износостойкость возрастает в 1,5-2 раза.
При восстановлении крупногабаритных деталей сложной конфигурации (блоки цилиндров, картеры коробок передач и задних мостов, коленчатые валы и другие) возникают трудности, связанные с изоляцией мест, не подлежащих покрытию (площадь их поверхности в десятки раз превышает покрываемую площадь), сложной конфигурацией подвесных устройств, необходимостью иметь ванны больших размеров, быстрым загрязнением электролитов и т.д. Для железнения таких деталей применяют вневанный способ.
Принцип вневанного железнения — это в зоне нанесения покрытия создание местной ванны (электролитической ячейки), при сохранении традиционной технологии железнения. В этом случае непокрываемые поверхности не изолируют, уменьшается обеднение прикатодного слоя электролита и возможно увеличение плотности тока в несколько раз и, следовательно, повышение производительности процесса.
Способы вневанного осаждения металлов. Струйное железнение. С помощью насоса электролит подают струями в межэлектродное пространство через отверстия насадка. Насадок одновременно служит анодом и местной ванночкой. Для получения равномерного окрытия деталь вращается с частотой до 20 мин-1.
Проточное железнение. С помощью приспособлений изношенное отверстие детали превращается в закрытую местную гальваническую ванночку. В ее центр устанавливают анод и через нее прокачивают насосом электролит. Анод и деталь неподвижны. При их подключении к источнику постоянного тока на поверхности отверстия осаждается железо. Электролит протекает в катодно-анодном пространстве со скоростью 15-18 см/с. Температура электролита — 75-80 С, катодная плотность тока — 25- 30 А/дм2. Осаждаются качественные гладкие покрытия со скоростью 0,3 мм/ч, толщиной до 0,7 мм и твердостью 4000— 4500 МПа. Износостойкость восстановленных данным способом посадочных поверхностей на 25-50% выше износостойкости новых.
Электронатирание. При этом способе осаждения металла деталь не опускается в ванну, а устанавливается либо на специальном столе, либо в центрах (патрон) товарного станка и присоединяется к катоду источника постоянного тока.
Цинкование. Этот процесс применяют главным образом для защиты деталей из черных металлов от коррозии. В ремонтном производстве его используют для защиты от коррозии крепежных материалов. Покрытия осаждаются в ваннах или в специальных вращающихся барабанах или колоколах. Процесс идет при комнатной температуре и плотности тока 1—2 А/дм2 — без перемешивания и 3-5 А/дм2 — при перемешивании электролита. Толщина цинковых покрытий 15-30 мкм.
Никелирование. Никелирование применяют для покрытия металлов — стали, меди, латуни, цинка, алюминия. Непосредственно никелем покрывают только медь и латунь, а остальные металлы — только после предварительного меднения. Никель применяют в качестве защитного покрытия перед декоративным хромированием. С помощью никелирования повышают износостойкость трущихся поверхностей деталей и восстанавливают их размеры.
Вопросы для контроля:
1.
Литература
1.
Лабораторная работа № 4
Тема: « Изучение способов дефектации деталей КШМ»
Цель работы: « Определить параметры технического состояния деталей КШМ. Изучить приборы для ремонта КШМ и восстановления деталей, которые при работе деформировались».
Ход работы
Характерные дефекты деталей шатунно-поршневой труппы. Поршни изнашиваются по канавкам под поршневые кольца, по отверстиям в бобышках и по юбке. Наблюдаются также трещины, грубые риски и задиры на рабочей поверхности, при которых поршень выбраковывают.
Характерные дефекты шатунов ослабление посадки втулки в верхней головке, износ втулки в сопряжении с поршневым пальцем, износ нижней головки в сопряжении с вкладышами, износ или повреждение стыковых поверхностей (плоскостей разъема) шатуна и крышки, износ опорных поверхностей под гайку и головку шатунного болта, изгиб или скручивание шатуна.
Поршневые пальцы изнашиваются по рабочей поверхности, наблюдаются грубые риски и задиры.
Способы ремонта отдельных деталей рассмотрим ниже.
Поршни, изношенные по отверстиям для пальцев развертывают под палец ремонтного или нормального размера. Хорошие результаты дает тонкое (алмазное) растачивание.
Чтобы сохранить соосность отверстий и правильное расположение их оси, применяют развертку с длинной направляющей частью, развертывая оба отверстия за один проход инструмента.

Рис.1 Проверка поршня на параллельность оси отверстий к торцевой поверхности юбки.

Рис.2 Проверка перпендикулярности оси отверстий для пальца к образующей юбки поршня.
После развертывания диаметр отверстий проверяют индикаторным нутромером, а перпендикулярность оси отверстий к оси или образующей юбки поршня на специальных приспособлениях. Для проверки поршень надевают на палец приспособления, продвигают его до плиты и замечают показания индикатора, как показано на рисунке 1.(или измеряют щупом зазор и). Затем поршень поворачивают на 180°, надевают на палец другой стороной и снова замечают показания индикатора (или замеряют зазор).
У поршней с конусной юбкой проверяют параллельность оси отверстий под палец по отношению к нижней торцевой поверхности юбки, которая перпендикулярна оси поршня. Для этого поршень с поставленным в отверстия бобышек специальным пальцем, имеющим на концах метки, расположенные на расстоянии 100 мм одна. От другой устанавливают на поверочную плиту. К пальцу подводят измерительный наконечник индикатора, закрепленного на штативе, и устанавливают его стрелку на нуль (рис. 2).Затем штатив с индикатором передвигают так, чтобы измерительный наконечник его опирался на другой конец пальца (по второй метке). Разность в показаниях индикатора покажет не параллельность на длине 100 мм. Перекос оси отверстий для поршневого пальца относительно оси поршня для различных двигателей допускается в пределах 0,03—0,05 мм на длине 100 мм. Поршневые пальцы могут быть прошлифованы под ремонтный размер с последующим полированием. Их также восстанавливают раздачей или хромированием. Перед раздачей поршневые пальцы отжигают, а после раздачи термически обрабатывают. Шатуны ремонтируют при износе втулки верхней головки, превышающем допустимый (предусмотренный в типовой технологии). Втулку растачивают или развертывают под ремонтный или нормальный размер пальца. Хорошие результаты дает растачивание втулки на станке УРБ-ВП. Для растачивания шатун устанавливают нижней головкой на специальный утолщенный палец 3 (рис. 3), закрепляемый в призмах каретки станка винтом 4, а верхней головкой опирают на регулируемый по высоте упор 1. Шатун закрепляют сверху кронштейном 2. Овальность и конусность втулки после растачивания не должна превышать 0,005 мм. Поверхность должна быть чистой, без рисок и задиров и соответствовать 8-му классу чистоты. Высокую точность и чистоту поверхности втулок можно получить. применением специальной раскатки она снабжена пятью конусными роликами, заключенными в корпус, которые перемещаются в радиальном направлении конусным стержнем. При перемещении стержня внутри корпуса в осевом направлении в ту или иную сторону с помощью гайки ролики расходятся или сходятся, изменяя, таким образом, диаметр раскатываемого отверстия. На корпусе раскатки нанесена шкала, указывающая положениестержня Ф в позволяющая установить ролики раскатки точно на заданный диаметр отверстия.

Рис. 3. Установка шатуна на станке УРБ-ВП для растачивания верхней головки или втулки: 1-упор; 2-кронштейн; 3-утолщеный палец; 4-винт; 5-6 –упоры.
Втулку предварительно растачивают с припуском на раскатывание 0,05-0,06 мм на диаметр. Раскатывают втулку на токарном станке при частоте вращения шпинделя 90—100 об/мин в течение 0,5 мин. Ролики и втулку при раскатке обильно смазывают дизельным топливом.
 На некоторых автотракторных заводах проводят импульсное (динамическое) раскатывание втулок. Оно дает возможность получать высокую. чистоту поверхности и повышенную твердость поверхностного слоя металла, что увеличивает износостойкость детали.
На некоторых автотракторных заводах проводят импульсное (динамическое) раскатывание втулок. Оно дает возможность получать высокую. чистоту поверхности и повышенную твердость поверхностного слоя металла, что увеличивает износостойкость детали.
 Импульсный раскатник (рис. 4) состоит из оправки 5, обоймы 2 для роликов 1, промежуточных колец 4 гайки 3, удерживающей обойму с роликами. Рабочая часть оправки выполнена с профильными канавками под цилиндрические ролики. Ролики раскатника, введенного во втулку, на момент заклиниваются между поверхностью втулки и профильных канавок и, соскакивая, ударяют по. поверхности втулки, т. е. раскатывающее действие роликов сочетается с ударным. Импульсное раскатывание ведут при частоте вращения. г:"1000 об/мин. обильно смазывая ролики и поверхность, втулки веретенным маслом. Вместо профильных канавок на рабочей поверхности оправки делают рыски, как показано на (рис. 4). Изношенные втулки можно восстановить осадкой. На рисунке 5 показано приспособление для осадки втулки непосредственно в шатуне. Шатун со смонтированным приспособлением ставят под 40-тонный пресс. Обжимки 1 и 2 нажимают на торцы втулки и деформируют ее. За счет уменьшения длины втулки увеличивается толщина ее стенки. Полу втулки 5, вкладыши 4 и конус 3 ограничивают величину осадки. Обычно этим способом внутренний диаметр втулки уменьшают на 0,15—0,20 мм, а затем ее растачивают или развертывают. При этом не только уменьшают внутренний
Импульсный раскатник (рис. 4) состоит из оправки 5, обоймы 2 для роликов 1, промежуточных колец 4 гайки 3, удерживающей обойму с роликами. Рабочая часть оправки выполнена с профильными канавками под цилиндрические ролики. Ролики раскатника, введенного во втулку, на момент заклиниваются между поверхностью втулки и профильных канавок и, соскакивая, ударяют по. поверхности втулки, т. е. раскатывающее действие роликов сочетается с ударным. Импульсное раскатывание ведут при частоте вращения. г:"1000 об/мин. обильно смазывая ролики и поверхность, втулки веретенным маслом. Вместо профильных канавок на рабочей поверхности оправки делают рыски, как показано на (рис. 4). Изношенные втулки можно восстановить осадкой. На рисунке 5 показано приспособление для осадки втулки непосредственно в шатуне. Шатун со смонтированным приспособлением ставят под 40-тонный пресс. Обжимки 1 и 2 нажимают на торцы втулки и деформируют ее. За счет уменьшения длины втулки увеличивается толщина ее стенки. Полу втулки 5, вкладыши 4 и конус 3 ограничивают величину осадки. Обычно этим способом внутренний диаметр втулки уменьшают на 0,15—0,20 мм, а затем ее растачивают или развертывают. При этом не только уменьшают внутренний
 диаметр втулки, но и восстанавливают посадку ее в верхней головке шатуна (в случае ослабления посадки).
диаметр втулки, но и восстанавливают посадку ее в верхней головке шатуна (в случае ослабления посадки).
Осадку часто проводят не в головке шатуна, а в специальных приспособлениях, вкладышам, матрицы которых придают соответствующую форму. В качестве пуансона можно использовать поршневой палец, уменьшенный по диаметру на 0,2— 0,3 мм. В связи с уменьшением длины втулки в результате осадки повторность этой операции ограничена (уменьшение длины втулки допускается не более чем на 3 мм).
При ослаблении посадки втулку(если не проводится осадка) заменяют. После удаления втулки проверяют диаметр отверстия верхней головки шатуна. Если износ превышает допустимый, отверстие растачивают вкладыши на очередной ремонтный размер на станке УРБ-ВП или на токарном станке.
Рис.5 Осадка втулки верхней головки шатуна 1и2-обжимы; 3-конус; 4-вкладыши; 5-полувтулка.
После растачивания или развертывания втулки верхней головки шатун также проверяют на правильность относительного расположения осей отверстий верхней а нижней головок. Если оно не отвечает техническим условиям, втулку заменяют и вновь растачивают или развертывают. Править шатун в сборе со втулкой нельзя.
Если у шатуна изношена нижняя головка в сопряжении с вкладышами (или он спилен по плоскостям разъема), то необходимо восстановить правильную геометрическую форму и нормальный диаметр отверстия. Это делается следующим образом.
Поверхности разъема шатуна и крышки шлифуют, фрезеруют, снимая минимальный слой металла, достаточный, однако, для того, чтобы при растачивании отверстия вывести следы износа. При любом из этих способов обработки проверяют параллельность плоскостей разъема с образующей отверстия нижней головки. Для проверки используются либо глубиномером, либо индикатором, закрепленным в специальной планке 1 (рис.6), устанавливаемой на плоскостях разъев» шатуна 2, по их концам, к показано на левой проекции рисунка 6. Поверхности разъема должны быть гладкими, лежать гой плоскости и быть параллельны образующей отверстияс точностью 0,02 мм на их длине. После этого шатун собирают с крышкой и растачивают (или шлифуют, хонингуют) отверстие нижней головки на нормальный размер. Поскольку с плоскостей разъема был снят слой металла, то после растачивания расстояние. Между осями отверстий верхней и нижней головок шатуна 'уменьшилось. Восстановить нормальное межосевое расстояние можно за счет эксцентричного растачивания |; втулки верхней головки шатуна. Можно восстанавливать % его также за счет удлинения стержня. Для этого стержень шатуна в месте перехода к нижней головке (участок А рис. 7) нагревают ТВЧ до температуры 770—800° С. > скалкой 3, вставленной в нижнюю головку, шатун ставят приспособление, помещая скалку 4, вставленную в верхнюю головку, под рычаг 2. При воздействии штока 1 пневматического цилиндра на рычаг 2 правое плечо последнего опустится до упора 5 и удлинит стержень шатуна до нужного размера. Разница в межосевых расстояниях шатунов, входящих в один комплект, не должна превышать 0,1 мм. Нижнюю головку шатуна в сопряжении с вкладышами, |восстанавливают также наплавкой под слоем флюса, вибродуговой наплавкой или осталивание с последующей механической  обработкой.
обработкой.

| Рис.7. Схема удлинения шатуна 1- шток; 2- рычаг, 3и 4 — скалки! 5 — упор. |
| Рис. 6. Проверка параллельности плоскостей разъема с образующей отверстия нижней головки шатуна: 1 планка 2- шатун. |

|
Если износы опорных поверхностей под головки и гайки шатунных болтов незначительны, шатун и крышку опиливают до выведения следов износа. При значительных наносах этот дефект устраняют электродуговой наплавкой с последующей механической обработкой заподлицо с неизношенной частью опорной поверхности.
| Рис. 8. Проверка шатуна на изгиб и скручивание: 1-плита; 2-щуп: 3 калибр; 4-шатун; 5-установочный валец; 6-виит; 7 —сегмент. |
В результате воздействия на работающий шатун внешних сил (давления газов на днище поршня, действия сил инерции), а также остаточных внутренних напряжений шатуны часто получают изгиб и скручивание. Поэтому каждый шатун, бывший в эксплуатации, проверяют на изгиб и скручивание. Если оси отверстии верхней и нижней головок шатуна лежат в одной плоскости — шатун не скручен, если они параллельны — шатун не изогнут. Положение осей головок шатуна проверяют на специальных приборах. Наибольшее распространение получил прибор, состоящий из вертикально расположенной плиты 1 (рис. 8), установочного пальца 5, строго перпендикулярного к плоскости плиты, и калибра 3. Для проверки шатун 4 нижней головкой надевают на установочный палец прибора и прижимают его к верхним закругленным граням пальца сегментом 7, который опускается при поворачивании винта 6. Ось отверстия нижней головки примет при этом строго перпендикулярное положение относительно плиты прибора. На специальный палец, установленный в верхней головке шатуна, ставят калибр (призму) и придвигают его к плите, пока контрольные штифты призмы не коснутся плоскости плиты. Если плиты касаются, вей три штифта призмы, шатун не скручен и не изогнут. Если один из нижних контрольных штифтов не прилегает к плите, оси отверстий головок шатуна не лежат в одной плоскости — шатун скручен; не прилегает верхний контрольный штифт или, наоборот, не прилегают нижние штифты, оси непараллельные одна другой — шатун изогнут. Поскольку расстояние между нижнимиконтрольными штифтами призмы - составляет 100 мм и кратчайшее расстояние от верхнего штифта до прямой, соединяющей два нижних штифта, равно тоже 100 мм, то зазор ряду контрольным штифтом и плитой укажет отклонение осей на 100 мм длины. Зазор между контрольными штифтами и плитой измеряют щупом. Применение индикаторных головок (рис. 46) повышает точность и сокращает время измерений. изгиб напускается до 0,04 мм, скручивание - до 0,06 мм на 100 мм длины.
 Шатун проверяют на изгиб и скручивание вкручивание без втулки верхней головки и без вкладышей, поэтому в верхнюю головку шатуна вместо, пальца ставят специальную разжимную оправку, точно центрирующуюся по поверхности отверстия головки 1 (рис. 9). Оправка: состоит иа пальца с конусом 2, подвижного конуса 3 и ^(разжимной втулки 4. При завертывании гайки конусы, сближаясь, разжимают втулку 4. неплотно прижимают ее к стенке отверстия верхней головки. Шатуны правят на специальных приспособлениях (рис, 10). Изогнутый шатун, установленный в корпусе 5 и поджатый сухарем 2, правят, вращая винт I. Можно править шатуны под обычным прессом, применяя подкладки из мягкого металла.
Шатун проверяют на изгиб и скручивание вкручивание без втулки верхней головки и без вкладышей, поэтому в верхнюю головку шатуна вместо, пальца ставят специальную разжимную оправку, точно центрирующуюся по поверхности отверстия головки 1 (рис. 9). Оправка: состоит иа пальца с конусом 2, подвижного конуса 3 и ^(разжимной втулки 4. При завертывании гайки конусы, сближаясь, разжимают втулку 4. неплотно прижимают ее к стенке отверстия верхней головки. Шатуны правят на специальных приспособлениях (рис, 10). Изогнутый шатун, установленный в корпусе 5 и поджатый сухарем 2, правят, вращая винт I. Можно править шатуны под обычным прессом, применяя подкладки из мягкого металла.

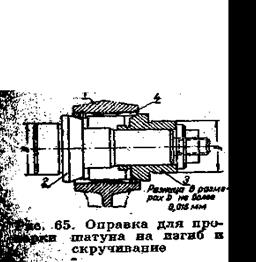
Рис. 10. Правка шатунов: а изогнутого; б скрученного; 1 винт; 2-сухарь: 3-корпус;4-винт: 5-рычаги: 6-захваты.
Для устранения скручивания завинчивают стяжной винт-4 который сводит концы рычагов 5, надетых на шатун. Захваты 6 скручивают шатун. Можно править шатун вильчатым рычагом, зажав предварительно нижнюю его головку в тисках с алюминиевыми подкладками. Выправленные шатуны в процессе эксплуатации снова деформируются, приближаясь к своей прежней форме. Чтобы избежать этого, прибегают к такому приему: шатун в процессе правки перегибают (или скручивают) больше, чем следует, а затем правят в обратную сторону до приведения осей отверстий головок шатуна в нормальное положение.
Более эффективный способ предупреждения повторной деформации — стабилизирующая термическая обработка шатуна после правки е нагревом до 400— 450.° С и выдержкой при такой температуре в течение 1—1,5 ч.
Подбор комплекта поршней и шатунов по размеру и массе. При комплектовании шатунно-поршневой группы широко используют селективный метод подбора деталей. Сопрягаемые детали, изготавливаемые со сравнительно большим полем допуска, после изготовления делят на несколько размерных групп, подбирая в каждую группу детали,

|
| Рис. 11. Места маркировки на гильзе и поршне. |
фактические размеры, которых лежат в пределах суженного поля допуска. Например, гильзы двигателя СМД-14 наготавливают с допуском по отверстию 0,060 мм (420+0'йао мм), а после изготовления разделяют их путем подбора на три размерные группы, в каждую из которых входят детали с фактическими размерами, лежащими в пределах допуска0,020 мм Ш., 120м-"* мм).делят на размерные группы и поршни. Для обеих сопрягаемых деталей принимают одинаковое количество размерных групп. их обычно, обозначают буквами (например, М - меньшая, С- средняя и Б - большая — для гильз и поршней тракторных двигателей; А, Б, В и т. д. — для автомобильных двигателей или цифрами. Размерные группы маркируют также окраской деталей в обусловленные цвета в условных местах. Чтобы обеспечить нормальный зазор в сопряжении поршней с гильзами, их подбирают одной размерной группы. Обозначение размерной группы у гильз цилиндров тракторных двигателей выбито на верхнем торце опорного буртика, у блоков автомобильных двигателей на обработанной поверхности под коллектор, против осей, цилиндров, у поршней — на днище. На рисунке 12 показаны места маркировки гильзы и поршня двигателя АМ-01: .1 — обозначение размерной' группы гильзы, 2 — размерной группы поршня по юбке, 3 — размерной группы поршня по отверстию под палец, 4 — обозначение массы поршня. При постановке расточенных гильз или после растачивания цилиндров у автомобильных двигателей проверяют зазор в сопряжении каждого поршня с гильзой (цилиндром). Зазор определяют как разность диаметров гильзы (цилиндра) и юбки поршня. Диаметр гильзы измеряют индикаторным нутромером, а диаметр юбки поршня — микрометром. Зазор должен быть в пределах, установленных для двигателей каждой марки. Зазор в сопряжении гильзы с поршнем можно проверить также двумя щупами: один из которых по толщине равен наименьшему зазору, а другой — наибольшему. Поршень с первым щупом, заложенным на всю длину юбки, должен проходить на всю длину гильзы, а со вторым не должен проходить. Поршень со щупом надо вводить в гильзу в нескольких положениях по окружности. Для поршней, имеющих юбку с разрезом, щуп помещают со стороны, противоположной разрезу. У автомобильных двигателей зазор в сопряжении поршня с цилиндром проверяют протягиванием между ними ленты-щупа шириной 13 мм я длиной 200—250 мм при температуре 10—30° С. В зависимости' от нормального зазора берут ленту-щуп толщиной 0,05 мм, 0,08 или 0,10мм. Усилие, необходимое для его протягивания между чистыми и сухими поверхностями поршня и цилиндра, должно лежать в пределах 2,25-4,5 кгс (рис. 12). Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе поршней различных двигателей обычно допускается в пределах 8—15 г, разница в массе шатунов 10—30 г.На поршнях (на днище или нижнем торце юбки) шатунах (на нижней головке или крышке) цифрами указана их действительная масса или группа (у автомобильных двигателей). Вместо полной массы на деталях двигателей некоторых марок нанесены две цифры, обозначающие сотни и десятки граммов; масса поршней двигателей СМД-7 и СЛЩ-14 указана тремя цифрами, означающими сотни, Десятки и единицы граммов. У ремонтированных шатунов масса может отличаться от первоначальной, поэтому их тоже подбирают по массе (взвешивают). Поршни в сборе с шатунами также проверяют по массе. Разница в массе поршней и шатунов, входящих в комплект, допускается у различных двигателей до 20—40 г, у автомобильных двигателей до 8-16 г.

|
Соединение поршней с шатунами и проверка прямолинейности. При постановке новых поршней к ним подбирают пальцы соответствующей размерной группы. Условное обозначение размерной группы поршня выбито цифрами на днище (или на нижнем торце юбки) или обозначено
| Рис. 12. Подбор поршней к цилиндрам автомобильных двигателей. |
маслостойкой краской на бобышке поршня, условное обозначение размерной группы поршневого пальца нанесено кислотным клеймом на его наружной поверхности или маслостойкой краской на внутренней поверхности. Втулку верхней головки шатуна растачивают 15н. развертывают по размеру поршневого пальца. Правильность подгонки проверяют следующим образом
| Рис. 13. Установка с воздушными камерами для подогрева поршней и с пневматическим прессом |
 поршневой палец, установленный во втулку, должен от руки, проворачиваться в ней и не иметь поперечного качания. У автомобильных двигателей поршневой палец должен плавно |в отверстие втулки под давлением большого пальца руки. При этом детали должны быть тщательно отерты, а температура их быть одинаковой. чтобы облегчить сборку шатунно-поршневой группы поршень перед запрессовкой в него пальца нагревают до "0—90.° С в электрошкафу, воздушных камерах 1 (рис. 13) Электро подогревом или в масляной ванне. Поршневые пальцы запрессовывают в поршни на специальных приспособлениях с механическим, гидравлическим или пневматическим прессом. Нагретый поршень 3 виляют в стакан или гнездо приспособления. Между ушками поршня ставят верхнюю головку шатуна 4 и при помощи направляющей 2 центрируют отверстия под палец в поршне и во втулке верхней головки шатуна. Шток пресса 5, нажимая на поршневой палец, запрессовывает его в отверстия бобышек, соединяя поршень с шатуном. Все поршни и поршневые пальцы, входящие в комплект, относятся к одной размерной группе. Стопорные кольца поршневых пальцев надежно предохраняют от их продольного перемещения. Если после сборки юбка поршня приобретает овальную форму, допускается правка ее ударами деревянного молотка
поршневой палец, установленный во втулку, должен от руки, проворачиваться в ней и не иметь поперечного качания. У автомобильных двигателей поршневой палец должен плавно |в отверстие втулки под давлением большого пальца руки. При этом детали должны быть тщательно отерты, а температура их быть одинаковой. чтобы облегчить сборку шатунно-поршневой группы поршень перед запрессовкой в него пальца нагревают до "0—90.° С в электрошкафу, воздушных камерах 1 (рис. 13) Электро подогревом или в масляной ванне. Поршневые пальцы запрессовывают в поршни на специальных приспособлениях с механическим, гидравлическим или пневматическим прессом. Нагретый поршень 3 виляют в стакан или гнездо приспособления. Между ушками поршня ставят верхнюю головку шатуна 4 и при помощи направляющей 2 центрируют отверстия под палец в поршне и во втулке верхней головки шатуна. Шток пресса 5, нажимая на поршневой палец, запрессовывает его в отверстия бобышек, соединяя поршень с шатуном. Все поршни и поршневые пальцы, входящие в комплект, относятся к одной размерной группе. Стопорные кольца поршневых пальцев надежно предохраняют от их продольного перемещения. Если после сборки юбка поршня приобретает овальную форму, допускается правка ее ударами деревянного молотка
| Рис. 14, Проверка правильности соединения поршня с шатуном. |

|
Для проверки правильности соединения (на перекос осей) поршня с шатуном устанавливают их в сборе на прибор так, чтобы поршень подошел вплотную к плите прибора (рис. 14). Неперпендикулярность оси отверстия нижней головки шатуна к образующей юбки поршня определяют щупом, вводимым между юбкой поршня (в нижней ее части) и плитой при двух положениях шатуна (с поворотом на 180°). Неперпендикулярность на длине 100 мм допускается не более 0,05— 0,09 мм.
При перекосе, превышающем указан, правка шатуна в сборе с поршнем не допускается. Можно разъединить поршень с шатуном и собрать их вновь, повернув поршень на 180° против прежнего его положения.
Подбор поршневых колец по канавкам поршня и зазору в стыках. Компрессионные и масляные кольца подбирают по размеру гильзы и по высоте канавок на поршне.
В зависимости от марки двигателя зазор между кольцами и канавками поршня лежит в пределах, от 0,03 до 0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором, чем остальные. Зазор в сопряжении колец с канавками поршня измеряют щупом (рис. 15).


| Рис. 15. Проверка зазора в сопряжении колец с канавками поршня. |
| Рис. 16. Установка поршневых колец на поршень специальным приспособлением. |
При вращении поршня, находящегося в горизонтальном положении, вокруг своей оси правильно ^подобранные кольца плавно перемещаются в канавках и утопают них под действием собственного веса. Если кольца не удается подобрать по ширине канавок, их подгоняют шлифованием торцевой поверхности. Для этого кольцо кладут на наждачную бумагу, положенную на гладкую плиту, и прижимая сверху деревянной оправкой, шлифуют до получения требуемой высоты. Коробление торцевых поверхностей поршневого кольца не должно превышать 0,05 мм для диаметров до 120 мм и,'\0,07 мм для диаметров свыше 120 мм.. Для проверки зазора в замке поршневое кольцо ставят 'в гильзу так, чтобы оно было перпендикулярно образующей цилиндра. Для этого кольцо выравнивают поршнем, Опуская его в гильзу на 15—30 мм ниже верхнего края, г Зазор измеряют щупом, вводимым в замок кольца. В зависимости от марки двигателя и назначения кольца зазор ' будет в пределах от 0,15—0,25 мм (у автомобильных двигателей) до 0,7—1,1 мм (у двигателя КДМ-100). Если не удается подобрать кольцо с необходимым зазором, его подгоняют напильником в специальном приспособлении (на плите с прорезями для установки кольца и напильника). Прилегание кольца к гильзе (цилиндру) проверяют на просвет. Установленное в гильзу кольцо закрывают сверху заслонкой, диаметр которой на 2—3 мм меньше диаметра гильзы, и внутри гильзы устанавливают электрическую лампочку. Просвет (зазор) допускается не более чем по 0,02' мм в двух местах; на дуге до 30° и не ближе 30° от замка. Для конусных и торсионных колец допускается просвет до 0,02 мм в любом месте с плавным уменьшением в обе, стороны, но не ближе 5 мм от замка. Перед постановкой колец проверяют их упругость (на приборе для определения упругости пружин). Кольцо устанавливается в сегментной канавке весовой площадки прибора. так, чтобы замок располагался в горизонтальной плоскости, проходящей через центр кольца. Упругость измеряют при сжатии кольца до получения нормального зазора в замке. Упругость поршневых колец автомобильных двигателей проверяют, сжимая их Стальной лентой до нормального зазора в замке. При надевании на поршень кольцо разводят специальными приспособлениями — щипцами (рис. 16). Чрезмерное разведение кольца, приводящее к поломкам, при работе с приспособлением исключено.
Контрольные вопросы
1. Какие характерные дефекты наблюдаются у деталей шатунно-поршневой группы.
2. Назовите способы ремонта и проверки поршней.
3.Методы ремонта и проверки шатунов.
4..Как подбирают поршни по размеру?
5. Для чего и как подбирают комплекты поршней и шатунов по массе?
6..Как правильно собрать шатунно-поршневую группу и как проверить правильность соединения поршня с шатуном?
7.Как правильно подобрать кольца по канавкам поршня и по зазору в стыках?
8.Как проверяют упругость колец и прилегание их к цилиндру?
Лабораторная работа № 5
Тема: Ремонт деталей ГРМ

