




Различают:
- машинные
-ручные
-метчики для нарез конич резьб
-гаечные
-комбиниров.
Машинные и ручные метчики, предназначенные для нарезания метрической, трубной, дюймовой резьбы.
По конструктивному исполнению различают:
· Одинарные (для нарезания сквозных и глухих отверстий);
· Комплектные (состоящие из 2-х, 3-х шт.: чернов, чистовые);
По конструкции (соотнош диаметра рабочей и креп частей):
1. метчики с усиленным хвостовиком (для нарезания М1...М2,5 мм); Æ раб <Æ креп части
2. метчики с шейкой (для нарезания М3-М10 мм и дюймовой резьбы от 1/4 до 3/8 дюйма); Æ раб =Æ креп части
3. Метчики с проходным хвостовиком Æ раб >Æ креп части:
Ø Резьба на проход М 3-М52 мм,
Ø С удлиненным хвостовиком М2-М24 мм,
Ø Комплектные из 3-х шт., для М24-М52 мм,
Ø Для дюймовой резьбы 7/16 – 2-х дюймовой,
Ø Для нарезания трубной резьбы с условным диаметром прохода от 1/8 до 2 дюймов,
ГОСТ предусматривает метчики для нарезания резьб с мелким шагом, с диаметром от 55 до 100 мм.
Метчик предст собой винт, превращ в инстр с заб конусом и стружечными канавками. По величине заб консуа для глухих резьб l1 минимально, для гаечных l1 максимально.
На реж участке для сохр профиля метчик затылуется. После заб конуса располаг калибр участок. Калибр зубья мб затылованы или по цилиндру. Креп часть вып в виде цил хвостовика короткого, удлин или длинного. Для передачи крут момента на конце хвостовика вып квадрат или лыски. У мелкор-рных крут момент передается засчет сил трения. Для работы на гайконарезных автоматах исп-ся метчики с изогнутым хвостовиком. Для нарез-я резьб спец профиля исп-ся метчик-протяжка.
L – общая длина
l – длина рабочей части
l1 – длина заборного конуса
φ – угол в плане
d1 – диаметр хвостовика
Назначение метчика:
1) l1=6Р, φ=60 – метчики одинарные для сквозных отверстий или черновой комплект,
2) l1=3Р, φ=120 – одинарные для глухих отверстий, либо мелкор-рные одинарные для сквозных и комплектно черновые,
3) l1=2Р, φ=180 – комплектно чистовые, либо мелкоразмерные одинарные для глухих отверстий диаметром меньше 4 мм.
Число зубьев у станд 3..4.
Метчик обесп нарезание резьбы с доп 4Н-8Н и 4G -6G. Для этого исп-ся метчики разных классов точности. Класс устанавл в зависимости от поля доп среднего диаметра:
1 кл: обесп нарезание резьбы с допуском 4Н, 5Н
2кл: 6Н, 4G, 5G
3кл: 7Н, 8Н, 6G
4кл: 7Н, 8Н
Стандартные метчики изготавливают с задним углом 40, γ=8-100.
 28. резьбонарезные головки, Резьбовые фрезы и головки для скоростного нарезания резьбы. Виды, особенности конструкций.
28. резьбонарезные головки, Резьбовые фрезы и головки для скоростного нарезания резьбы. Виды, особенности конструкций.
Резьбонарезные головки
Сборный инструмент, в корпусе которого
устанавливаются гребенки (плоские радиаль-
ные, тангенциальные и круглые). Ось
детали и ось инструмента совместны.
Особенность – после нарезания резьб
гребенки выводятся из контакта с деталью
перемещением в радиальном направлении.
Что обеспечивает быстрый отвод инструмента
Фрезы:
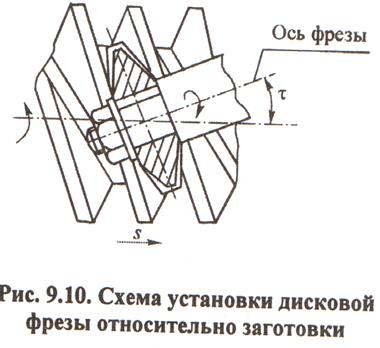
Дисковые резьбонар фрезы – фасонные фрезы. Фрезы затылуются, примен для нарезания крупных ходовых резьб. Инструмент и деталь скрещиваются.
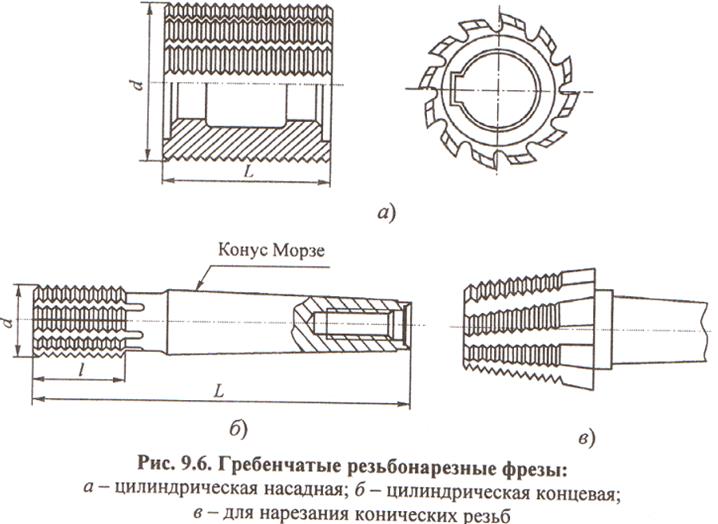
Гребенчатые фрезы предназн для нарезания креп резьб. Длина резьбы равна длине раб части (ширине фрезы) ось инстр и ось загот параллельны. Обраб выполн за 1 оборот вокруг оси загот. При этом в осевом напр-и загот и инстр смещ на шаг р. Насадные греб фрезы - для нарезания нар резьб, концевые – для внутр и нар резьб.
Охватыв фрезы – нар нар резьб. Обесп по ср-ю с гребенчат более высокое качество обраб, но они явл универс.
Головки для скор нарезания:
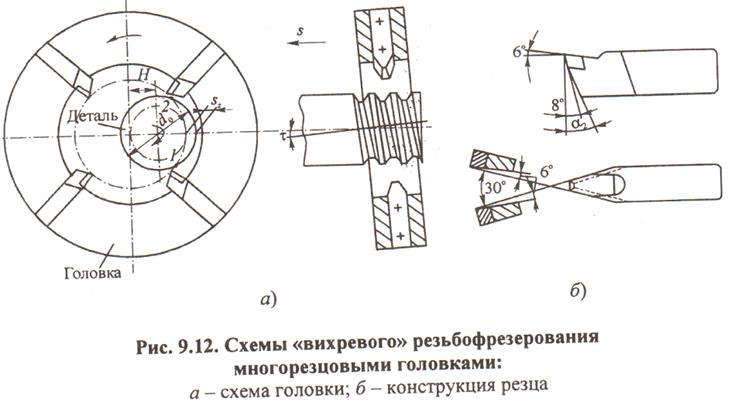
Примен для обраб нар и внутр резьб на ток-винтор станке. В корпусе инстр закрепл резцы (чаще – в радиал), корпус в виде кольцевой головки, устанавл на суп станка и имеет индивид привод. Ось загот и ось головки скрещены.

