




Данные для построения линейчатой винтовой поверхности зенкера для обработки деталей из легких сплавов 2323-0430 ГОСТ21582-76.
Диаметр зенкера: D = 30 мм.
Диаметр сердцевины: d= D-2h=30-2× 8.5=13 мм.
Угол наклона винтовой канавки: ω=30˚
Ширина ленточки  = 3 мм.
= 3 мм.
Определяем угол наклона главной образующей
jа = arctg (c /(pQА))= arctg (13.51/(25.9×0.68))=37.17˚, где
 = 13,51 мм.
= 13,51 мм.
 = arcsin(13.51/15)-25 = 39.24˚ где
= arcsin(13.51/15)-25 = 39.24˚ где  =25˚
=25˚
p = R/tgw= 15/tg30 =25.9 мм.
Угол наклона вспомогательной образующей
jb = arctg (c / (p × Q B))=57,13˚, где
Q B = arcsin (c / R) - t B = arcsin(13.51/15)-83,53˚=-23,53˚
 = 108,53˚-25˚=83,53˚
= 108,53˚-25˚=83,53˚
 = 360˚/3- 11,47˚=108,53˚
= 360˚/3- 11,47˚=108,53˚
 = 2×arcsin(3/30)=11.47˚
= 2×arcsin(3/30)=11.47˚
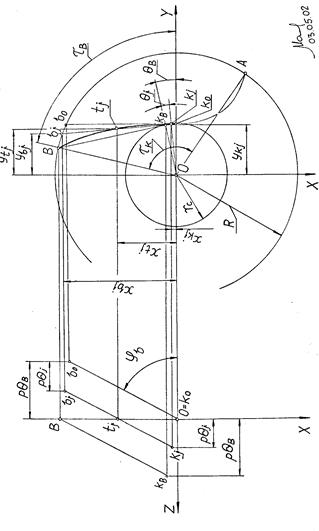
Схемы к приведенным формулам:


При построение оказалось, что профиль не оптимален по условию фрезерования т.е. произойдет подрез. В этом случае следует выбрать новое положение плоскости N-N. Смещаем плоскость N-N на расстояние Cz=9.09 мм. В результате получаем профиль канавки в нормальном сечение с гарантией от подреза η12=11˚2’ (см. схему).
Фасонная фреза для обработки стружечной канавки зенкера.
Геометрическое построение профиля фрезы показано на схеме.
Конструктивные параметры фасонной фрезы.
Диаметр отверстий под оправку:  =7×8,8750,54=22,26 мм. Принимаем d=27 мм.
=7×8,8750,54=22,26 мм. Принимаем d=27 мм.
где  = 8,875 мм. - глубина канавки сверла.
= 8,875 мм. - глубина канавки сверла.
Диаметр фрезы:  (2,6…3,7)×27=70,2…99,9 мм. Принимаем D= 71 мм.
(2,6…3,7)×27=70,2…99,9 мм. Принимаем D= 71 мм.
Высота шпонки:  × 27 = 2,16…2,97мм. (по ГОСТ).
× 27 = 2,16…2,97мм. (по ГОСТ).
Принимаем  =2,4 мм.
=2,4 мм.
Радиус дна канавки фрезы: примем  1,5 мм.
1,5 мм.
Предварительное значение падения затылка:  (0,11…0,22)×27=2,97…5,94 мм. Принимаем К=3,0 мм.
(0,11…0,22)×27=2,97…5,94 мм. Принимаем К=3,0 мм.
Высота зуба:  8,875+3+1,5=13,375 мм.
8,875+3+1,5=13,375 мм.
Число зубьев:  Принимаем z=12
Принимаем z=12
где  ×13,375=10,03…13,375 мм.
×13,375=10,03…13,375 мм.
Уточним рассчитанные значения.
Угол профиля канавки фрезы примем  .
.
 (0,09…0,17)×71=6,39…12,07 мм. Принимаем
(0,09…0,17)×71=6,39…12,07 мм. Принимаем  7,1 мм.
7,1 мм.
Учитывая физические свойства Р6М5, для обрабатываемой стали Р6М5 ГОСТ 19265-73 примем углы α=10  , γ=10 .
, γ=10 .
 мм.
мм.
Высота зуба:  8,875+3,2+1,5±Δ= 12 мм. где Δ – величина округления размера высоты зуба до целого числа.
8,875+3,2+1,5±Δ= 12 мм. где Δ – величина округления размера высоты зуба до целого числа.

Затыловочный резец для обработки фрезы.
Затыловочный резец предназначен для затылования фасонной фрезы и получения при помощи различных кулачков необходимого падения затылка К, имеющего стандартные значения.
Полученный графически профиль в осевом сечении фрезы, также является профилем затыловочного резца в плоскости передней поверхности.
Для того, чтобы получить профиль в нормальном сечении, необходимо пересчитать координаты по формуле:
 , где α = 25º - задний угол резца.
, где α = 25º - задний угол резца.
Для экономии инструментального материала затыловочный резец сделан составным не разъёмным (сварным с помощью контактной сварки оплавлением). Режущая часть резца изготовлена из Р6М5 а державка из стали 40Х.
Задний угол принимаем равным 25º, т.к. он складывается из заднего угла фрезы 10º, заднего угла типовых резцов 12º и зазора в 3º - это связано с тем чтобы задняя поверхность затыловочного резца не терлась о поверхность затылования.
Передний угол принимаем равным 0º, т.к. при этом упрощаются расчёты координат профиля резца и изготовление шаблонов.
Конструктивные размеры резца: 160х45х32мм.

