




Соединения: Характеристика и назначение соединений. Классификация соединений.
Соединения деталей
Соединение деталей машин СДМ, неподвижная или подвижная связь деталей, обусловленная конструкцией машины или отдельных её частей. В машиностроении под СДМ обычно понимают неподвижную связь (неподвижное соединение) деталей машин; подвижная связь (соединение) определяется исключительно кинематикой машин. СДМ необходимы для расчленения машины на сборочные единицы и отдельные детали, упрощения технологических процессов изготовления и сборки машин, обеспечения ремонта, восстановления и замены деталей, для транспортировки машин и узлов, их монтажа, установки и т.п. В сложных машинах используется множество СДМ, что связано главным образом с большим числом и номенклатурой деталей (например, в угольном комбайне около 5 тыс. деталей, в автомобиле — свыше 16 тыс., в рельсобалочном стане — около 1,5 млн. деталей 400 тыс. наименований). СДМ могут быть не только прочными, но и прочноплотными, когда требуется соединять трубы, сосуды, аппараты, содержащие жидкости или газы. Неподвижные СДМ разделяются на разъёмные соединения, допускающие повторную сборку и разборку соединяемых деталей без их разрушения и повреждения, и неразъёмные соединения,предназначенные для постоянной связи деталей без возможности их разборки.
Разъёмное соединение - сопряжение деталей в узлах механизмов, машин, приборов, аппаратов, сооружений, допускающее разборку и сборку узлов без разрушения деталей. Основные виды: резьбовые, зубчатые (шлицевые), клеммовые, профильные соединения, соединения с помощью шпонок и штифтов. К разъемным соединениям могут быть также отнесены некоторые прессовые и клеевые соединения, допускающие разборку без разрушения деталей (например, при нагреве).
Неразъёмное соединение - соединение с жёсткой механической связью деталей в каком-либо узле машины или конструкции, сохраняющееся в течение всего срока службы. При неразъемном соединении, разборка обычно невозможна без разрушения или повреждения поверхностей деталей. Основные виды неразъемных соединений: заклёпочные, сварные, клеевые, комбинированные.
Чаще всего не применяют какое-либо отдельное соединение, а в зависимости от нагрузок и области применения, комбинируют их виды.
Применение того или иного вида неразъемного соединения, обусловлено требованиями изготовления, сборки, эксплуатации машин, а так же экономическими соображениями.
Соединения являются важным элементом конструкций. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Основным критерием работоспособности и расчета соединений является прочность.
Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т. п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под болты, установку самих болтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только разъемностью.
2.1. Сварные соединения. Характеристика, классификация и области применения. Достоинства и недостатки соединения.
Сварные соединения
Сварное соединение - участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов. Участок сварного соединения., непосредственно связывающий свариваемые элементы, называются сварным швом.
СВАРКА - процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их соединения. Сварке подвергают детали из металлов, керамических материалов, пластмасс, стекла и др.
Существуют способы сварки, при которых материал:
- расплавляется (дуговая, электрошлаковая, электронно-лучевая, плазменная, лазерная, газовая и др.);
- нагревается и пластически деформируется (контактная, высокочастотная, газопрессовая и пр.);
- деформируется без нагрева (холодная, взрывом и др.); способ диффузионного соединения в вакууме.
Различают также сварки :
по виду используемого источника энергии: дуговая, газовая, электронно-лучевая, микроплазменная, контактная, ультразвуковая, диффузионная в вакууме, холодная при помощи сжатия и др.;
по способу защиты материала: под флюсом, в защитных газах, вакууме и др.;
по степени механизации: ручная, полуавтоматическая и автоматическая;
по взаимному расположению соединяемых элементов: стыковые, тавровые, нахлёсточные и угловые сварные соединения;
по технике наложения швов: выполненные «напроход», от середины к концам, обратноступенчатым способом;
по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, потолочные;
по технике образования сечения шва— однослойные и многослойные и т. д.
Выбор того или иного способа сварки зависит от физико-химических свойств свариваемых материалов, условий ее проведения, толщины соединяемых деталей и конструкции соединений.
Различные методы сварки подробно рассматриваются в предшествующей дисциплине «Технология конструкционных материалов и материаловедение».
Достоинства сварных соединений:
1. Экономия материала (Сварные конструкции в среднем легче клепаных на 20-25%, литых деталей на 30-50%).
2. Плотность и непроницаемость соединений.
3. Возможность соединения деталей любых криволинейных профилей произвольной толщины.
4. Трудоемкость сварного соединения значительно меньше заклепочного.
5. Бесшумность технологического процесса сварки и возможность ее автоматизации.
Недостатки сварных соединений:
1. Сложность проверки качества шва (только визуально).
2. Возможность нарушения физико-химических свойств соединяемых деталей в зоне сварки.
3. Наличие внутренних "напряжений" в зоне сварки, что снижает прочность соединения.
При сварке плавлением возникают различные дефекты швов (рис. 4), снижающие прочность соединений (особенно при переменном нагружении). Наличие подобных дефектов и зоны влияния, остаточные напряжения и возможное изменение геометрической формы (рис. 4, г) обусловливают концентрацию напряжений при нагружении и вызывают снижение циклической прочности сварного соединения, оцениваемое эффективным коэффициентом концентрации напряжений
Кσ = σ -1d / σ -1D,
где σ -1d — предел выносливости образца без концентрации напряжений, площадь поперечного сечения которого, совпадает с площадью поперечного сечения сварной детали; σ -1D — предел выносливости сварной детали натурных размеров.
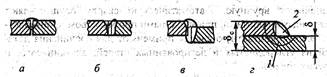 Рис. 4.Дефекты сварных швов: а — непровар; б —подрез; в —смещение свариваемых кромок; г - изменение толщины сварной детали; 1 — зона термического влияния; 2 -—.зона шлаковых и газовых включений.
Рис. 4.Дефекты сварных швов: а — непровар; б —подрез; в —смещение свариваемых кромок; г - изменение толщины сварной детали; 1 — зона термического влияния; 2 -—.зона шлаковых и газовых включений.
Так, наличие подреза (рис. 4, 6) может снизить циклическую прочность сварного соединения до 20 раз.
Сварные детали машин часто работают под воздействием переменных нагрузок, приближенно аппроксимируемых регулярным нагруженном (ГОСТ 23207-78) по периодическим законам с одним максимумом и минимумом в цикле. При соблюдении статической равнопрочности основного металла и сварного шва усталостное разрушение происходит по основному металлу вблизи сварного шва — по зоне термического влияния (см. рис. 4, г).
Применение стыковых швов предпочтительнее, так как они обладают невысокой концентрацией напряжений по сравнению с угловыми и, особенно, точечными швами. Циклическую прочность сварных соединений можно повышать также технологическими методами — проводить, старение или отжиг (для снятия остаточных напряжений), удалять механической обработкой утолщение стыкового шва или придать вогнутость угловому шву, создавать наклеп (например, обдувом дроби). Эти мероприятия в сочетании с инструментальным контролем качества шва в значительной мере снижают концентрацию напряжений, а для стыковых швов она практически снимается.
Существуют различные методики расчета сварных соединений на циклическую прочность. Ниже рассмотрена методика, базирующаяся на результатах усталостных испытаний сварных деталей реальных размеров, проведенных для различных сталей с разнообразными необработанными механическим путем бездефектными швами. На базе 2*106 циклов нагружений получены значения пределов выносливости симметричного σ -1Д и отнулевого σ 0д режимов. По этим двум точкам в координатах σ mах — σ m (σ mах — максимальное, σ m — среднее напряжение цикла) построена при вероятности отказа 50% схематизированная диаграмма (рис. 5). Связь между пределами выносливости устанавливается коэффициентом чувствительности к асимметрии цикла:
ψ σ = (2 σ -1Д — σ 0д)/ σ 0д.
 Рис. 5.Диаграмма предельного состояния сварных соединений.
Рис. 5.Диаграмма предельного состояния сварных соединений.
Из-за высокой концентрации напряжений значение этого коэффициента мало и его принимают ψ σ =0. При этом линия предельного состояния располагается под углом 45 ° к координатным осям. Кроме того,
как показали опыты, расположение наклонного участка не зависит от марок сталей свариваемых деталей и их размеров, а также от типов циклов нагружений. Основное влияние оказывает группа сварного соединения. Поэтому величина предельного амплитудного напряжения σ ап не зависит от значения σ m и равна пределу выносливости σ -1Д сварных деталей, испытанных при симметричном цикле
σ ап @ σ -1Д
На основании опытных данных в табл. 2 приведены значения показателей циклической прочности бездефектных (см. рис. 4) сварных соединений из углеродистых или низколегированных сталей без механической обработки швов.
Таблица 2

