




Трансформатор для дугового електрозварювання називають зварювальним трансформатором. Це однофазний двохобмоточний понижувальний трансформатор, який перетворює напругу мережі 220 або 380В у напругу 60-70В, яка необхідна для надійного запалювання та стійкого горіння електричної дуги між: металевим електродом і зварюваними деталями.
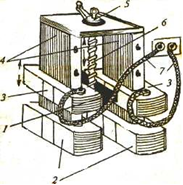
| Мал. 80.1. Зварювальний трансформатор ТСК-500 |
Специфіка роботи зварювального трансформатора полягає в переривчастому режимі його роботи: запалюванні електричної дуги передує коротке замикання вторинного кола трансформатора, а обривання дуги створює режим холостого ходу. Номінальний режим роботи трансформатора відповідає стійкому горінню електричної дуги. Для обмеження струму в зварювальному трансформаторі необхідно збільшити індуктивний опір. На мал. 80.1 представлений зварювальний трансформатор ТСК-500. Первинна обмотка його нерухома, а вторинна переміщається по сердечнику. Переміщенням вторинної обмотки регулюється зварювальний струм. В нижній частині сердечника 4 знаходиться первинна обмотка 2, яка складається з двох котушок, розміщених на двох стержнях магнітопроводу. Котушки первинної обмотки закріплені нерухомо. Вторинна обмотка 3, яка також складається з двох котушок, розміщена на значній відстані від первинної. Котушки, як первинної, так і вторинної обмоток з’єднані паралельно. Вторинна обмотка, жорстко з’єднана з плитою 1, переміщається по сердечнику за допомогою гвинта 6, з яким вона пов’язана, та рукоятки 5, яка знаходиться на кришці кожуха трансформатора. Зварювальний струм регулюють зміною відстані між первинною і вторинною обмотками. При обертанні рукоятки 5 за годинниковою стрілкою вторинна обмотка наближається до первинної, магнітний потік розсіяння і індуктивний опір зменшуються, зварювальний струм зростає. При обертанні рукоятки проти годинникової стрілки вторинна обмотка віддаляється від первинної, індуктивний опір і магнітний потік розсіяння ростуть і зварювальний струм зменшується. Струм з вторинної обмотки поступає на вихід 7.
Межі регулювання зварювального струму 165-650 А.
Обмежити струм у зварювальному трансформаторі можна також послідовним вмиканням у вторинне коло трансформатора індуктивної котушки – дроселя Др (мал. 80.2, а), що є котушкою з мідного проводу прямокутного перерізу, яка розміщена на сталевому магнітопроводі. Дросель має пристрій типу “гвинт-гайка”, який обертанням гвинта дає змогу переміщувати ярмо так, щоб повітряний зазор δ між ярмом і стержнями змінювався від δ=0 до δ=δмакс. При цьому мінімальному значенні δ відповідає найбільший індуктивний опір дроселя, а відповідно, мінімальне значення робочого струму І2 = І2мін, а максимальному значенню δ=δмакс відповідає найменший індуктивний опір дроселя і максимальне значення робочого струму І2=І2макс.
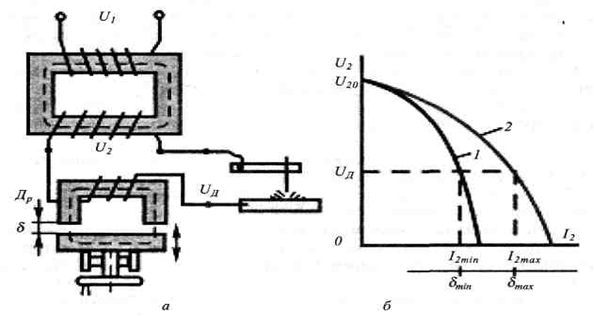
| Мал. 80.2. Схема вмикання трансформатора для електродугового зварювання СТШ-400: а – будова, б – вольт-амперна характеристика |

| Мал. 80.3. Професійний зварювальний трансформатор СГД Патон |
6. Характерні несправності зварювального трансформатора і способи їх усунення
| Деталі та вузли трансформатора | Зношування та пошкодження деталей та вузлів | Способи ремонту деталей |
| 1 – плита;2 – первинна обмотка;
3 – вторинна обмотка;
4 – сердечник;
5 – рукоятка;
6 – гвинт;
7 – клемна колодка
| ||
| Котушки первинної і вторинної обмоток | Пониження опору ізоляції обмоток | Сушіння ізоляції |
| Пошкодження бандажів | Заміна бандажів | |
| Послаблення кріплення котушок | Закріплення котушок | |
| Послаблення і випадання розпірок і клинів | Заміна розпірок і клинів | |
| Відшарування ізоляції зовнішнього шару проводів обмотки | Ізолювання місць пошкоджень ізоляції | |
| Пакет сердечника | Збільшення товщини пакету сердечника | Затяжка стягуючих шпильок |
| Пониження опору ізоляції затягуючих шпильок | Заміна ізоляції шпильок | |
| Вигоряння або оплавлення ділянок пакета | Зачистка місць пошкодження | |
| Пошкодження антикорозійного покриття | Очищення і окраска поверхні пакета | |
| Механізм регулювання зварювального струму | Згинання ходового гвинта | Правка гвинта |
| Зношування різьби ходового гвинта і ходової гайки | Заміна гвинта, гайки | |
| Порушення кріплення ходової гайки | Заміна траверси | |
| Згинання, злом рукоятки | Заміна рукоятки | |
| Порушення кріплення ручки в рукоятці | Приварювання ручки | |
| Тріщини і сколи на ручці | Заміна ручки | |
| Основа контактних зажимів | Тріщини і сколи на основі, вигоряння ділянок поверхні основи і отворів під контактні болти | Заміна основи |
| Наявність бризок металу і кіптяви на поверхні основи | Очищення поверхні | |
| Шини і з’єднувальні провода | Пошкодження ізоляції з’єднувальних проводів | Ізолювання пошкоджених ділянок |
| Підгоряння і оплавлення контактних поверхонь шин і наконечників з’єднувальних проводів | Зачищення контактних поверхонь | |
| Порушення пайки наконечників | Пайка | |
| Кожух | Прогини і вм’ятини боковин і кришки кожуха | Рихтування |
| Тріщини і розриви стінок кожуха, обрив кріплення ручок, планок і скоб | Рихтування і заварювання | |
| Пошкодження окрашеної поверхні кожуха | Зачищення і окраска |
7. Техніка безпеки при зварювальних роботах Згідно ГОСТ 12.0.002-74: "Техніка безпеки – це система організаційних і технічних заходів і засобів, що запобігають вплив на працюючих небезпечних виробничих факторів". "Охорона праці – це система законодавчих актів і відповідних їм соціально-економічних, технічних і гігієнічних і організаційних заходів, що забезпечують безпеку, збереження здоров'я і працездатності людини в процесі праці". Всі методи зварювання вимагають дотримання певного комплексу правил техніки безпеки та охорони праці. На зварювальника під час зварювання плавленням в тій чи іншій мірі існує можливість небезпечних впливів в зв'язку з наступними факторами: 1) ураження електричним струмом при дотику до струмоведучих частин електричного кола; 2) ураження променями електричної дуги очей і відкритої поверхні шкіри; 3) опіки від крапель металу і шлаку при зварюванні; 4) отруєння шкідливими газами, що виділяються при зварюванні і при забрудненні приміщень пилом і випарами різних речовин; 5) вибухи через неправильне поводження з балонами стисненого газу або через виробництво зварювання в ємностях з-під горючих речовин, або виконання зварювання поблизу легкозаймистих і вибухонебезпечних речовин; 6) пожежі від розплавленого металу і шлаку в процесі зварювання; 7) травми різного роду механічного характеру при підготовці важких виробів до зварювання і в процесі зварювання. Як показують статистичні дані, 80% травм зварників пов'язано з транспортними операціями важких металевих виробів. Для запобігання небезпеки ураження електричним струмом необхідно, щоб джерела живлення мали автоматичні пристрої, що відключають їх при обриві дуги протягом не більше 0,5 с. Враховуючи непостійну величину електричного опору людського тіла, безпечним вважають напругу не вище 12 В (переносне освітлення). З метою зменшення небезпеки ураження електричним струмом зварювальнику слід дотримуватися наступних заходів: 1) надійна ізоляція всіх, проводів, пов'язаних з живленням джерела струму і зварювальної дуги, пристрій геометрично закритих включаючих пристроїв, заземлення корпусів зварювальних апаратів (заземленню підлягають: корпуса джерел живлення, апаратного ящика, допоміжне електричне обладнання; перетин заземлюючих проводів повинен бути не менше 25 мм2); 2) застосування в джерелах живлення автоматичних вимикачів високої напруги, які в момент холостого ходу розривають зварювальний ланцюг і подають на тримач напругу 12 В; 3) надійний пристрій електродотримача з гарною ізоляцією, яка гарантує, що не буде випадкового контакту струмоведучих частин електродотримача зі зварним виробом або руками зварника (ГОСТ 14651-69); 4) робота у справно-сухому спецодязі і рукавицях. При роботі в тісних відсіках і замкнутих просторах обов'язкове використання гумових калош і килимків, джерел освітлення з напругою не більше 6-12 В; 5) при роботі на електронно-променевих установках запобігання небезпеки ураження променями жорсткого рентгенівського поглинання шкідливих випромінювань, пов'язаних з горінням дуги (особливу небезпеку в сенсі ураження очей представляє світловий промінь квантових генераторів (лазерів) так, як навіть відбиті промені лазера можуть викликати важке пошкодження очей та шкіри). Захисне скло, вставлене в щитки й маски, зовні закривається простим склом для оберігання його від бризок розплавленого металу. Щитки виготовляють з ізоляційного металу – фібри, фанери і за формою і розмірами вони повинні повністю захищати обличчя та голову зварника (ГОСТ 1361-69). Для ослаблення різкого контрасту між яскравістю дуги і малою яскравістю темних стін (кабіни) останні повинні бути пофарбовані у світлі тони (сірий, блакитний, жовтий) з додаванням у фарбу окису цинку з метою зменшення відображення ультрафіолетових променів дуги, що падають на стіни. При роботі поза кабіною для захисту зору зварювальників, що працюють і допоміжних робітників повинні застосовуватися переносні щити й ширми. Для запобігання небезпеки ураження бризками розплавленого металу і шлаку використовують спецодяг (брюки, куртку і рукавиці) з брезентової або спеціальної тканини. Куртки при роботі не слід вправляти у штани, а взуття повинне мати гладкий верх, щоб бризки розплавленого металу не потрапляли всередину одягу, так як в цьому випадку можливі важкі опіки. Для захисту від зіткнення з вологою, холодною землею і снігом, а також з холодним металом при зовнішніх роботах і в приміщенні зварювальники повинні забезпечуватися теплими підстилками, матами, підколінника і підлокітниками з вогнестійких матеріалів з еластичним прошарком. Висока температура дуги (6000-8000°С) неминуче призводить до того, що частина зварювального дроту, покриттів, флюсів переходить в пароподібний стан. Ці пари, потрапляючи в атмосферу цеху, конденсуються і перетворюються на аерозоль конденсації, частинки якої по дисперсності наближаються до димам і легко потрапляють в дихальну систему зварювальників. Ці аерозолі становлять головну професійну небезпеку праці зварювальників. Кількість пилу в зоні дихання зварника залежить головним чином від способу зварювання і зварювальних матеріалів, але певною мірою визначається і типом конструкцій. Хімічний склад електрозварювального пилу залежить від способів зварювання та видів основних і зварювальних матеріалів. Поряд з пилом при дуговому зварюванні також утворюються і виділяються газоподібні продукти – оксиди азоту, окис вуглецю; при зварюванні електродом з покриттям "Б" і під флюсами – фтористі з'єднання. Запобігання небезпеки ураження променями електричної дуги. Зварювальна дуга є джерелом світлових променів, яскравість яких може викликати опік незахищених очей при опроміненні їх протягом всього 10-15 с. Більш тривалий вплив випромінювання дуги може привести до пошкодження кришталика ока і втрати зору. Ультрафіолетове випромінювання викликає опіки очей та шкіри, інфрачервоне може викликати помутніння кришталика ока. У зоні дихання зварювальників концентрація цих газів може досягати (мг/л): N2O5 0,009-0,018; SiF4, HF до 0,004 кожного, СО до 0,46. При зварюванні кольорових металів і їх сплавів в зоні дихання зварника можуть спостерігатися такі шкідливі газоподібні сполуки як наприклад, ZnO, SnO2, MnO2, SiO2 і т.д. Найбільш небезпечні для здоров'я зварювальників аерозолі марганцю, так як отруєння марганцем може викликати тривале і стійке ураження центральної нервової системи аж до паралічів. Гострі отруєння парами цинку і свинцю можуть викликати ливарну лихоманку, а отруєння хромовим ангідридом – бронхіальну астму. Тривале відкладання пилу в легенях може викликати пневмоконікози. Всі зазначені ураження можуть виникнути, якщо зварювання виконують з грубим порушенням правил техніки безпеки та охорони праці, що стосуються забезпечення загальної та місцевої вентиляції, застосування індивідуальних засобів захисту (масок, респіраторів), особливо при зварюванні кольорових металів і їх сплавів, а також при зварюванні в тісних, замкнутих відсіках при недостатній вентиляції і т. п. Існують суворі вимоги в області вентиляції при зварювальних роботах. Для уловлювання зварювального аерозолю на стаціонарних постах, а де це можливо, і на нестаціонарних потрібно встановлювати місцеві відсмоктувачі у вигляді витяжної шафи вертикальної та ін. При автоматичному зварюванні під флюсом, в захисних газах, електрошлакового зварювання застосовують пристрої з місцевим відсмоктуванням газів. При використанні балонів із стисненими газами необхідно дотримуватися встановлених заходів безпеки: не кидати балони, не встановлювати їх поблизу нагрівальних приладів, не зберігати разом балони з киснем та горючими газами, балони зберігати у вертикальному положенні. При замерзанні вологи в редукторі балона з СО2 відігрівати його тільки через спеціальний електричний обігрівач або обкладаючи ганчірками, намоченими в гарячій воді. Категорично забороняється відігрівати будь балони із стисненими газами відкритим полум'ям, тому що це майже неминуче призводить до вибуху балона. При виробництві зварювальних робіт на ємностях, раніше використаних, потрібно з'ясувати тип продукту, що зберігався і наявність його залишків. Обов'язкове ретельне очищення судини від залишків продуктів і 2-3- кратна промивка 10%-вим розчином лугів, необхідне також подальше продування стисненим повітрям для видалення запаху, який може шкідливо діяти на зварювальника. Категорично забороняється продувати ємності киснем, тому що в цьому випадку потрапляння кисню на одяг і шкіру зварювальника за будь-якому відкритому джерелі вогню викликає інтенсивне загорання одягу і призводить до опіків зі смертельним результатом. Вибухонебезпечність існує і при виконанні робіт в приміщеннях, що мають велику кількість пилоподібних органічних речовин (харчового борошна, торфу, кам'яного вугілля). Цей пил при певній концентрації може давати вибухи великої сили. Крім ретельної вентиляції для виробництва зварювальних робіт у таких приміщеннях потрібно спеціальний дозвіл пожежної охорони. Небезпека виникнення пожеж від розплавленого металу і шлаку існує в тих випадках, коли зварювання виконують по металу, що закриває дерево або горючі матеріали, на дерев'яних лісах, поблизу легкозаймистих матеріалів тощо. Для запобігання травм, пов'язаних зі складальними і транспортними операціями (травми механічного характеру) важливе значення має впровадження комплексної механізації та автоматизації. Основними причинами травматизму при зборці і зварюванні є: відсутність транспортних засобів для транспортування важких деталей та виробів;· несправність транспортних засобів;· несправність такелажних пристроїв;· несправний інструмент: кувалди, молотки, гайкові ключі, зубила і т. п.;· відсутність захисних окулярів під час очищення швів від шлаку;· відсутність спецодягу та інших захисних засобів.· В такому випадку застосовують наступні заходи захисту: всі зазначені засоби та інструменти слід періодично перевіряти;· такелажні роботи повинні проводити особи, які пройшли спеціальний інструктаж;· від робочих необхідно вимагати дотримання всіх правил з техніки безпеки, включаючи роботу в· спецодязі, рукавицях; використання засобів індивідуального вентиляції (де це необхідно) і т. д.· Важливе значення має впровадження комплексної механізації та автоматизації, що значно зменшує небезпеку травм такого роду. План кабіни зварювальника При ручному дуговому зварюванні дрібних виробів робоче місце зварника і збирача: кабіна 2x2 або 2х3 м з рухомою брезентової фіранкою. Кабіна обладнується поворотним столом (1), робочими місцями збирача (2) і зварника (3), зварювальним апаратом (4), стелажем для деталей (5), помостом для готових виробів (6). Робоче місце зварювальника в багатьох випадках виконують у вигляді маніпулятора, що дозволяє зварювальнику легко повертати виріб у зручне для зварювання положення. Кабіна повинна мати місцеву вентиляцію. У кабіні повинен бути комплект інструмента зварювальника і запас електродів. Корпус зварювального апарата заземлюється, всі дроти ретельно ізолюються і захищаються від механічних пошкоджень. Зварювальник повинен працювати в спецодязі і рукавицях і користуватися захисною маскою. При дуговому зварюванні у монтажних умовах особливу увагу потрібно звертати на ретельну ізоляцію струмоведучих проводів, при зварюванні всередині металевих конструкцій – на хорошу вентиляцію місця зварювання. Зварювальники повинні користуватися гумовою підстилкою, хорошим спецодягом. При роботі в тісних місцях, погано провітрюваних, зварювальники повинні періодично виходити з відсіку для відпочинку, їх перебування у відсіку має підстраховуватися підручними. У монтажних умовах доцільно розміщення зварювального обладнання в комплекті, в спеціальних контейнерах, розташованих ближче до місця проведення робіт і кранами, які легко транспортуються, при зміні місця роботи. Доцільна також установка обладнання на стаціонарних енергоплощах з дистанційним управлінням. Ці заходи знижують непродуктивні втрати часу на різні переходи і зменшують небезпеку виробничого травматизму. При механізованих процесах зварювання повинні дотримуватися всі правила, зазначені раніше. Крім того, необхідно забезпечити зручні та безпечні умови праці зварювальників: 1) складання та зварювання великогабаритних секцій слід виконувати на спеціалізованих місцях, ліжках, стендах, при цьому повинні бути забезпечені достатні проходи з кожного боку конструкції; 2) все обладнання, яке при несправному стані може опинитися під напругою, повинно мати індивідуальне заземлення з висновком до загального захисного заземлення; 3) усі зварювальні установки повинні перебувати під наглядом наладчика-монтера, виправляти дефекти електрозварювального устаткування має право тільки монтер-наладчик; 4) при зварюванні великогабаритних виробів слід застосовувати захисні щити-ширми, які огороджують місце зварювання з боку загальних проходів. При електрошлаковому зварюванні заходи техніки безпеки загальні, пов'язані з використанням електроенергії та виділенням шкідливих газів, але замість щитка достатньо користуватися захисними окулярами для захисту від яскравого світла шлакової ванни, а також від виплеск шлаку і відскакування шматочків шлакової кірки. Необхідний також ретельний контроль всіх водяних комунікацій повзуна, оскільки щонайменше попадання вологи в жужільну ванну з миттєвим паротворенням може привести до бурхливих виплеску шлаку і тяжких опіків оператора. При зварюванні в захисних газах, крім дотримань заходів, спільних для всіх способів зварювання, необхідно враховувати, що вуглекислий газ і аргон в 1,5-2 рази важчий за повітря. Ці гази можуть накопичуватися в нижній частині відсіку, приміщення, у зв'язку з чим пристрою витяжної вентиляції потрібно встановлювати не тільки в зоні дихання зварника, але і в нижній частині приміщення. Викидати повітря потрібно за межі робочих зон. Потужність витяжної вентиляції на 1 кг наплавленого металу не менше 150 м3 / ч. При зварюванні міді та її сплавів, для зменшення кількості шкідливих аерозолів і газів, у всіх випадках, де це доцільно, зварювання рекомендується вести електродами, які неплавляться. При електронно-променевому зварюванні основна небезпека пов'язана з виникненням рентгенівського випромінювання при гальмуванні пучка електронів на виробі. Воно виникає при прискорюючій напрузі понад 20 кВ, але пристрій камер з товщиною стінок 15-20 мм і застосування свинцевого скла у вікнах спостерігача усуває цю небезпеку. Технологічна карта, що розробляється на зварювальні роботи, що виконуються будь-якими методами зварювання, повинна містити і вказівки заходів з охорони праці, які враховують загальносоюзні постанови і правила, що діють в даній галузі промисловості, безпосередньо для даного зварювального процесу.

