




Из-за возрастающих требований к биологической стойкости пива в связи с изменяющимися способами его реализации (в частности через крупные фирмы и торговые сети) целесообразно проводить стерильный розлив пива. Особой обработки требует также пиво, отправляемое на экспорт или транспортируемое на большие расстояния. Требуемая биологическая стойкость пива может быть достигнута двумя путями: способом холодной стерилизации с последующим стерильным розливом или пастеризацией уже пива в бутылках (последняя включает также горячий розлив пива).
Стерильный розлив
С помощью обеспложивающего фильтра или благодаря кратковременной термической обработке можно проводить стерильный розлив пива.
5.4.1.1. Обеспложивающее фильтрование, осуществляемое с помощью специальных адсорбирующих слоев фильтрующего материала (см. раздел 4.2.3.2), в целом весьма надежно. Производительность фильтрующих слоев не должна превышать 1,0-1,3 гл/м2-ч, причем фильтрование должно прекращаться через 20-30 ч их эксплуатации или при разности давления в 1,3 бар. Качество фильтрования зависит, прежде всего, от степени предварительного фильтрования и отсутствия гидравлических ударов. Стерилизацию фильтра проводят паром низкого давления (0,2-0,3 бар), причем обрабатывается вся система трубопроводов до наливных органов и буферный танк. В результате высококачественного фильтрования происходит не только уничтожение микроорганизмов, но и меняется состав пива (под адсорбционным воздействием фильтрующих материалов). В начале фильтрования прежде всего удаляются красящие вещества, горькие вещества хмеля и большая часть коллоидов (такое пиво необходимо смешивать с партиями, фильтруемыми позже). В первые часы фильтрования существенно ухудшается качество пены.
Хорошо зарекомендовало себя двойное фильтрование на кизельгуровом фильтре, когда постоянно дозируемая намывка осуществляется только мелким кизельгуром с добавлением адсорбирующего средства (целлюлозы) и ксерогеля.
Для высококачественной стерилизации можно использовать свечной мембранный фильтр с размером пор менее 0,45 мкм, а также керамический фильтр с намывным кизельгуром (см. раздел 4.3). Такие фильтры, в отличие от пластинчатых, менее чувствительны к гидравлическим ударам. Их можно располагать перед устройством розлива в бутылки или кеги без буферного танка.
5.4.1.2. Кратковременная термическая обработка пива осуществляется в пластинчатом аппарате, состоящем из множества передающих тепло пластин, которые изготовлены из хромоникелевой стали (V2A) или из сплава хрома, никеля и молибдена (V4A). Форма первой со стороны подачи пива пластины приводит к частой смене направления потока, и пиво соответственно охлаждается или нагревается, в результате чего благодаря тонкому слою жидкости достигается ускоренный или продолжительный теплообмен. Установка для кратковременной термической обработки состоит из четырех секций.
Секция теплообмена для нагревания и охлаждения пива в противотоке в зависимости от размера и расположения характеризуется высокой теплопередачей (93-94, вплоть до 97 %). При температуре пастеризации, например, 72 °С пиво поступает в теплообменник с температурой 67 °С, так что в данной секции (обогреваемой горячей водой) необходимо повысить температуру лишь на 5 °С. Температура горячей воды в устройстве обогрева не должна превышать температуру пива более чем на 2-3 °С. Температура пастеризации (68-75 °С) сохраняется в этой секции 30-60 с. В ней имеется камера, в которой скорость потока пива замедляется, причем в ней возникает турбулентность потока, благодаря которой предотвращается повышенное нагревание жидкости. Оптимальными являются трубчатые пастеризаторы (в простейшем виде они представляют собой пивопровод диаметром 40-80 мм), позволяющие проводить пастеризацию достаточно быстро.
Температура при такой кратковременной обработке (обычно 68-72 °С) для «безопасности» поддерживается на минимальном уровне (68 °С). Продолжительность действия этой температуры рассчитано так, что достигается степень пастеризации в 27-52 ПЕ. Учитывая резистентность некоторых штаммов лакто-бактерий (в частности, L. Iindneri), необходима интенсификация процесса стерилизации. При стерилизации остаточного пива применяют температуру в 90 0C.
Затем нагретое пиво вновь поступает в секцию теплообмена, где отдает теплоту вновь поступающему пиву. При указанной высокой теплоотдаче в зависимости от температуры нового пива на выходе из теплообменника оно характеризуется температурой 7 °С. Этой температуры при соответствующей конструкции установки розлива достаточно для непосредственного розлива. Дополнительная охлаждающая секция требуется лишь для пива с высоким содержанием CO2. Этот охладитель работает на рассоле или непосредственно на испаряющемся хладагенте (например, аммиаке - в этом случае он представляет собой отдельный кожухотрубный испаритель).
При нагревании пива давление в системе должно быть выше давления насыщения СО2. В противном случае CO2 улетучивается и вызывает необратимое белковое помутнение. Давление устанавливают в соответствии с температурой пива и содержанием в нем CO2: например, при 72 °C и содержании CO2 5,5 г/л - 8,5 бар, а у пшеничного пива с содержанием CO2 9 г/л -14,8 бар. Для подстраховки давление при переходе из пастеризатора в теплообменник должно быть на 3-4 бара выше давления насыщения CO2. При этом возникают повышенные нагрузки на материалы. Необходимое давление в системе должно поддерживаться насосом. Во избежание попадания при возможном разрушении пластины нестерильной жидкости в стерилизованное пиво его давление в теплообменнике должно быть выше, чем давление нестерильного пива. Для этого между теплообменником и нагревателем располагают второй насос, создающий повышенное давление на стерильной стороне теплообменника. Чтобы выровнять давление с давлением розлива снижения давления в теплообменнике уже не достаточно, особенно если отсутствует дополнительный отдел охлаждения. В итоге возникает потребность в клапане, регулирующем давление, который обеспечивал бы требуемое снижение давления и его поддержание для проведения розлива.
Для обеспечения требуемой температуры и продолжительности ее воздействия установка кратковременной температурной обработки оснащена системой автоматического регулирования давления воздуха. При недостаточной температуре пива оно отводится либо снова в секцию пастеризации, либо в танк для остаточного пива. Аналогичным образом автоматизирован и процесс мойки, включающий щелочную и кислотную мойку, а также стерилизацию горячей (90 °С) водой.
Кратковременную температурную обработку можно проводить разными способами.
a) Непосредственно после фильтра в стерильном танке под давлением. Производительность установки должна соответствовать производительности фильтра. При таком способе подключение установки осуществляется довольно просто, что важно из-за необходимости поддерживать все трубопроводы в идеально стерильном состоянии.
b) Между установкой для кратковременной температурной обработки и установкой розлива располагают буферный танк, способный вместить объем пива, образующегося в течение 15-20 мин. Такой буферный танк компенсирует колебания в производительности установки розлива и небольшие сбои или паузы. В данном случае возможно снижение производительности установки кратковременной температурной обработки (например, на 50 %). Более продолжительная обработка уравновешивается автоматическим изменением ее температуры (например, вместо 30 с при 72 °С - 60 с при 69,5 °С, что равно 26 ПЕ). Такое подключение также выполняется относительно просто, оно безопасно в эксплуатации. Буферный танк стерилизуют, как правило, вне обычного цикла стерилизации.
c) Непосредственно перед установкой розлива. В этом случае на температурной обработке сказываются незначительные колебания в производительности розлива. При снижении нагрузки повышается противодавление в системе, и расход снижается, а при внезапном увеличении производительности может произойти снижение температуры в нагревателе. Во избежание этого рекомендуется предусмотреть буферный танк с горячей водой (при производительности 200 гл/ч объемом на 200 л). При снижении температуры обработки ниже заданного уровня установка кратковременной температурной обработки отключается. При остановке розлива прекращается и поток пива через эту установку, в результате чего во всей системе устанавливается повышенное давление, но насос продолжает работать, и пиво нагревается. Во избежание повышенных нагрузок на материал желательно снизить производительность насоса до требуемого уровня, который должен заметно превышать давление насыщения CO2. При более длительных остановках производства (более 5-10 мин). В большинстве «пастеризованное» пиво отводится (при производительности 200 гл в час - около 4 гл пива). При еще более длительных остановках или при смене сортов пива целесообразно заменить пиво водой.
Из вышеизложенного следует, что при способах а) и б) устраняется возможность неравномерной или слишком сильной термической нагрузки на пиво, тем большей, чем выше содержание кислорода в пиве и чем чувствительнее пиво к температурному воздействию, зависящему от способа его производства.
Энергопотребление установки для кратковременной температурной обработки вследствие высокой степени регенерации теплоты составляет лишь 2100 кДж (500ккал)/гл (для охлаждения с 7 °С до 1 0C - 2500кДж (600ккал)/гл). Розлив при такой (или немного более высокой) температуре в бутылки и кеги никаких проблем не составляет.
Тем самым при низком содержании кислорода в пиве кратковременная температурная обработка обходится значительно дешевле, чем обеспложивающее фильтрование. Содержание кислорода должно быть известно до прохождения через установку кратковременной температурной обработки, иначе трудно определить различия в физико-химической стабильности пива. Старение такого «тем-пературно» обработанного пива по сравнению с использованием обеспложивающего фильтрования происходит не намного быстрее. Микробиологическая эффективность в целом удовлетворительна, но при кратковременной температурной обработке она зависит и от внешних условий.
Итак, установка для кратковременной температурной обработки должна быть безупречно продумана относительно периферии и эксплуатироваться квалифицированным персоналом. По возможности следует избегать перепадов давления в поступающем потоке пива или при переходе с воды на пиво. «Первую воду» необходимо деаэрировать, из сети трубопроводов воздух должен быть полностью удален, а содержание микроорганизмов в пиве вследствие гидравлических ударов не должно внезапно возрастать. Необходимо избегать подсоса воздуха или CO2 в танк под давлением. Прямое попадание в пиво пузырьков газа через установку кратковременной температурной обработки может стать причиной инфицирования пива, которого необходимо избегать, так как далее располагается уже установка розлива.
5.4.1.3. Стерильный розлив пива - это совокупность мероприятий, которые мы рассматривали ранее (см. раздел 5.3.2.3). Высокотемпературная щелочная мойка, хлорирование воды, ополаскивание теплой и холодной водой, стерилизация секций бутылкомоечной машины и, наконец, обработка бутылок паром в бутылко-моечной машине - все это составляющие надежной стерилизации бутылок наряду с тщательной мойкой и обработкой паром наливного устройства, а также (при определенных обстоятельствах) его стерилизация. Целесообразно проводить стерилизацию установки розлива непосредственно перед началом розлива - она должна быть остановлена на 2-3 ч (см. раздел 5.3.5), например, в момент сбоя на складе готовой продукции, и промываться горячей водой при температуре 95 °С. При этом горячая вода с указанной температурой должна циркулировать по кольцеобразному трубопроводу.
Ранее предпринимались попытки стерилизации бутылок, поступающих из бутылкомоечной машины, перед розливом, для чего использовался SO2-стери-лизатор. В этом стерилизаторе с особыми наливными устройствами влажные бутылки подвергались обработке SO2 под давлением. Диоксид серы (расход 150 мг/л) после кратковременного воздействия выводился через стерильную трубку. В следующей зоне пастеризатора производилась предварительная продувка бутылок CO2 путем заполнения бутылок CO2. В установке розлива поэтому достигалось противодавление, сформированное на 80 % CO2.
В последнее время появились аппараты, в которых бутылки обрабатываются паром непосредственно в установке розлива, благодаря чему и достигается их стерильность.
Надежная стерилизация может быть достигнута при небольшой производительности установки розлива благодаря фламбированию крышки (обработке пламенем) при ее подаче в укупорочный патрон. Фламбирование осуществляется при помощи регулируемой струи пламени, синхронизированной с работой установки. Периодическую мойку и дезинфекцию проводят как путем мойки установки розлива горячей водой, так и (при необходимости) надуксусной кислотой или йодоформом. Загрязнение укупорочного патрона в результате вспенивания и гашинг-эффекта (повышенное пенообразование вызывается в целях снижения содержания воздуха в пространстве горлышка бутылки) может служить опасным источником инфекции. Оптимальными мерами в этом случае являются продувка CO2 или двойное предварительное вакуумирование в сочетании с продувкой CO2.
Пастеризация пива
Суть принципа пастеризации заключается в инактивации или уничтожении дрожжей и микроорганизмов, вызывающих порчу пива. Благодаря кислой реакции пива стерилизацию можно проводить при относительно низких температурах, поскольку указанные микроорганизмы становятся не способны к образованию спор. Обеспложивающий эффект стерилизации зависит от температуры и продолжительности ее воздействия. Чем выше температура, тем меньше требуется времени для пастеризации, и наоборот, чем она ниже, тем дольше следует проводить пастеризацию.
Для определения эффективности пастеризации принята система пастеризационных единиц (ПЕ) - 1 ПЕ соответствует обеспложивающему действию температуры 60 °С в течение 1 мин. ПЕ рассчитывается по формуле:
где Z - время, мин; T - температура пастеризации, так что 56 °C соответствует 0,27 ПЕ, 58 °C - 0,52 ПЕ, 60 °С - 1 ПЕ, 62 °C - 1,9 ПЕ, 64 °C - 3,8 ПЕ, 66 °С -7,3 ПЕ, 68 °С - 14 ПЕ и 70 °C - 27 ПЕ.
Поскольку разные микроорганизмы обладают разной степенью чувствительности к температуре, то нижний предел ПЕ для обеспложивания микроорганизмов составляет:
| культурные дрожжи (вегетативные клетки), грамотрицательные бактерии (Pectinatus) Lactobacillus brevis, L. coryni-formis, L. casei | 5 ЕП |
| Pediococcus damnosus | 8 ЕП |
| обычные возбудители порчи пива и Megasphaera | 18ЕП |
| Lactobacillus lindneri | 20ЕП |
| Lactobacillus frigidus | 25 ЕП |
| аскоспоры, вызывающие порчу дрожжей, и Micrococcus kristinae | 30 ЕП |
При пастеризации для достижения надежного результата нельзя снижать температуру и продолжительность воздействия ниже определенной границы. Для аппарата кратковременной температурной обработки предельные границы температуры и продолжительности воздействия составляют 66,4 °C и 15 с, а для тоннельного пастеризатора - 61 °С и 4,5 мин.
Хотя пастеризация обеспечивает биологическую стойкость пива, высокие температуры вызывают снижение физико-химической стабильности пива, так как отчасти из-за выделения СО2, повторного уплотнения белковых дубильных веществ после набухания и не в последнюю очередь из-за их окисления возможно возникновение мути (так называемая «пастеризационная муть»). Во избежание этого необходимо тщательно стабилизировать пиво, однако стабилизация, в свою очередь, может отрицательно сказаться на вкусе пива и стойкости пены. Из-за пастеризации ускоряется старение пива - у него исчезают свежий ароматный запах и вкус. В результате окисления полифенолов и иод воздействием аминокислот и остаточных Сахаров в пиве протекает реакция Майяра (см. раздел 7.6.5), которая, в свою очередь, катализирует дальнейшее окисление жирных кислот, высших спиртов и т. д. Параллельно с этими изменениями происходит изменение цвета пива - например, светлое пиво насыщается вышеуказанными продуктами реакции и приобретает коричневатую окраску. Эти процессы протекают тем быстрее и отчетливее, чем больше в пастеризованном пиве содержится кислорода и чем выше была температура пастеризации. Конечно, все эти негативные последствия могут возникать и в непастеризованном пиве, однако из-за нагревания старение пива ускоряется.
Как уже отмечалось ранее, под пастеризацией понимают обработку уже бутилированного пива, однако существует и способ горячего розлива.
5.4.2.1. Пастеризация бутилированного пива для сохранения требуемых его свойств осуществляется в основном в туннельном пастеризаторе, в котором температурное воздействие гораздо продолжительней. При этом должны выполняться следующие условия:
· изменение температуры должно протекать медленно (например, нагревание на 3 °С, а охлаждение на 2 °С за 1 мин), так как из-за резких скачков температуры бутылка может разрушиться; при розливе в банки изменение температуры может протекать быстрее;
· чтобы избежать недопустимого повышения внутреннего давления, в бутылке должно быть около 3 % свободного пространства, а давление зависит и от содержания CO2 в пиве; если бутылка в большинстве случаев выдерживает давление в 12 бар, то кронен-пробка - всего лишь 7-8 бар, хотя вероятность разрушения бутылки резко возрастает при давлении выше 7 бар.
При большой производительности пастеризацию проводят в полностью ав-томатизирвованных туннельных пастеризаторах, а при небольшой - в пастеризационной камере.
Туннельный пастеризатор располагают на линии розлива бутылок между укупорочной и этикетировочной машинами. В нем можно обрабатывать до 100 тыс. бутылок/ч. Для экономии производственных площадей его зачастую монтируют в несколько ярусов.
Бутылки перемещаются в пастеризаторе при помощи пластинчатых цепей или колосников (подвижных и неподвижных). В последнем случае бутылки в вертикальном положении располагаются на стационарных колосниках, а перемещение вперед осуществляется подвижными колосниками за счет поступательно-возвратного движения («шаг пилигрима»). Нагревание бутылок проводят путем их обильного орошения водой из резервуара с перфорированным днищем или распылительными форсунками. В секции предварительного нагревания пиво примерно за 20 мин нагревается до температуры пастеризации (например, 62 °С), затем 20 мин эта температура поддерживается на требуемом уровне, после чего в течение 20-22 мин происходит охлаждение до 25-30 °С (итого продолжительность пастеризации составляет около 60 мин). Чтобы обеспечить требуемую температуру пастеризации около 62 °С, температура нагревающей среды должна быть около 67 °С. Повышенная температура бутылок на выходе выгодна для их последующего этикетирования. Нагревание и охлаждение бутылок происходит в теплообменнике. Для бутылок объемом 0,33 л расход теплоты составляет 36 000 кДж (8500 ккал)/гл пива, воды - 1,5 гл, а энергопотребление 0,4 кВт.
Допустимые нормы на бой бутылок составляют: для бутылок 0,33 л - около 0,2 %, для бутылок 0,5 л - 0,3-0,4 %. Помимо потерь пива и бутылок, бой стекла загрязняет ванны и забивает форсунки. Для снижения боя к дезинфицирующим средствам добавляют четвертичные аммонийные соединения в концентрации 0,2-0,3 %. Жесткая вода приводит к осаждению на бутылках различных соединений, портящих их внешний вид, и во избежание этого для стабилизации ионов воды добавляют полифосфаты.
Эффективность пастеризации обеспечивается автоматическим регулированием и контролем температуры. Контроль температуры и продолжительности пастеризации осуществляется пишущим термометром, измеряющим температуру внутри бутылки, много раз в день пропускаемой через пастеризатор. Для пива, подлежащего транспортировке через океан, вполне достаточна пастеризация в течение 20 мин при 62 °С. Более высоким температурам пастеризации (70-75 °С) в течение такого же времени подвергают лишь малосброженное солодовое пиво. Баночное пиво пастеризуют несколько иначе: банки перемещаются вдоль пастеризатора верхним днищем вниз, что позволяет быстро проверить герметичности укупорки при последующем взвешивании. Банки малочувствительны к быстрому нагреву и охлаждению, однако и здесь не следует забывать о правильном регулировании температуры пастеризации.
Пастеризационные камеры применяют при небольших мощностях линии розлива. Пастеризация пива в этом случае происходит в плотно закрытой камере, куда бутылки поступают на транспортной тележке. Вместимость одной камеры составляет от 600 до 800 бут., что соответствует производительности примерно 450-700 бут./ч. Нагревание бутылок происходит либо водно-паровой смесью, либо орошением горячей водой, либо горячим воздухом. Располагают пастеризационные камеры так, чтобы иметь возможность регенерировать теплоту. Использование горячего воздуха для нагревания бутылок имеет то преимущество, что пастеризовать можно бутылки с уже наклеенной этикеткой. Для достижения хорошей теплопередачи воздух должен быть увлажненным. Равномерный прогрев бутылки обеспечивается соответствующим подводом воздуха. Расход теплоты в камере с горячим воздухом составляет 33-36 тыс. кДж (8000-9000 ккал)/гл, то есть меньше, чем в камере с орошением горячей водой, где требуется 50-62 тыс. кДж (12-16 тыс. ккал)/гл.
5.4.2.2. Горячий розлив. Розлив нагретого в пастеризаторе до 68-75 °С пива (верхний предел температуры - для солодового и диетического сортов) проводят на установке розлива под высоким давлением в только что вымытые (при температуре ополаскивания около 40 °С) теплые бутылки. При этом горячее пиво обеспложивает трубопровод, установку розлива и бутылки. Температура на разных установках составляет: в кольцеобразном резервуаре - 72 °С, в бутылке - 68-70 °С, в укупорочной машине - 62-65 °С, в упаковочной машине - 50-55 °С. Давление при розливе должно превышать давление насыщения CO2 пива и в зависимости от содержания CO2 составляет 7-9 бар, причем бутылки должны укупориваться под избыточным давлением в 4-5 бар. Более того, при таком розливе могут применяться лишь клапаны без наливной трубки, так как последняя при опускании бутылки может стать причиной фонтанирования пива. При розливе «черного» пива необходимо особое продолжительное снижение давления, помогающее предотвратить такое фонтанирование. Выделение CO2 начинается только при поступлении в установку розлива слишком холодных или недостаточно тщательно вымытых бутылок, а также в том случае, когда внутренняя поверхность стекла шероховатая. Так как пиво при охлаждении сжимается, а бутылки должны заполняться до определенной метки, имеющееся пустое пространство при сжатии заполняется преимущественно CO2 из пива. При этом содержание воздуха в пространстве горлышка бутылки очень невелико. Во избежание при наливе горячего пива поглощения кислорода бутылки следует подвергать предварительному вакуумированию и создавать противодавление CO2, иначе повышенное давление розлива повысит температуру пива и, как следствие, сильное поглощение кислорода. Бой бутылок при горячем розливе довольно велик, но так как бутылки разрушаются преимущественно уже при создании противодавления, потери в пиве относительно незначительны. Стойкость установки розлива относительно боя повышают защитные камеры между отдельными наливными устройствами (по нормативным актам они предписаны, начиная с давления розлива выше 3 бар). Горячие бутылки, наполненные пивом, легко этикетировагь, а охлаждают их в складском помещении. Потери теплоты, тем самым, оказываются выше, чем при работе с туннельным пастеризатором - около 42000 кДж (10000 ккал)/гл. Основными преимуществами горячего розлива являются более высокая биологическая стойкость пива по сравнению кратковременной температурной обработкой, а также экономия места по сравнению с туннельным пастеризатором.
Цех розлива в бутылки
Цех розлива в бутылки состоит из помещения для розлива, участка штабелирования пустых и полных бутылок, а также нескольких вспомогательных помещений. Все помещения связаны между собой системами транспортирования.
бутылкомоечная машина, установка розлива, укупорочная машина, этикетировочный автомат и, при необходимости, пастеризатор. Операция инспекции бутылок механизирована и автоматизирована. Распаковывающее и упаковывающее оборудование размещают либо на участке розлива, либо на участке штабелирования. Между участком розлива и штабелирования обязательно находится установка для мойки пластмассовых ящиков. При использовании бутылок разного вида необходимо иметь также машину для сортировки бутылок. Кроме того, требуется установка для удаления пробок.
Участок штабелирования целесообразно использовать для приемки пустых и полных бутылок, что позволяет экономить пространство. Это очень удобно особенно в периоды интенсивного производства и в «спокойное» время. Размеры отдельных помещений для готовой продукции и пустой тары должен соответствовать объему продукции, выпускаемой в течение двух рабочих дней. На участке штабелирования должен иметься паллетизатор (машина для укладки груза на паллеты и разгрузки их) и достаточно место для складирования пустых паллет (поддонов). При использовании одноразовых стеклянных бутылок необходима специальная машина-упаковщик для упаковки бутылок в «тройки» и «шестерки», что позволяет снизить трудоемкость этой операции. Во вспомогательных помещениях размещают мастерские, участок хранения этикеток, картонных коробок и иных материалов, а склад химикатов (щелочей, кислот, моющих и дезинфицирующих средств).
Связь между отдельными участками осуществляется различными транспортными установками. Для горизонтальной транспортировки ящиков с бутылками служат цепные и ленточные транспортеры, а перемещение между этажами осуществляется с помощью наклонных или вертикальных подъемников. Отдельные бутылки в горизонтальном направлении транспортируют с помощью транспортера, а через этажи - наклонного подъемника. Для компенсирования возможных сбоев в потоке бутылок между отдельными установками розлива целесообразно располагать накопительные бункеры для бутылок с амортизаторами.
Для обеспечения высокого КПД установки розлива производительность работы отдельных машин должна быть скоординирована. Приняв номинальную производительность установки розлива за 100%, производительность отдельных аппаратов должна быть (по Бергу):
| Приемщик пустой тары | 130% |
| Разгрузчик паллет | 125% |
| Распаковщик | 120% |
| Бутылкомоечная машина инспектор бутылок | 110% |
| Машина для розлива и упаковки | 100% |
| Этикетировочная машина | 110% |
| Упаковщик | 120% |
| Укладчик на паллеты | 125% |
| Приемщик готовой продукции | 130% |
Шум, неизбежно возникающий в местах скопления бутылок, снижается с помощью специального покрытия. Общий шум от работающих машин должен ослабляться конструкцией стен и перекрытий, а также с помощью специальных шумо-поглощающих приспособлений.
Штабелирование стандартных ящиков размером 300 x 400 мм на палетте (поддоне) размером 800 x 1200 мм осуществляют рядами по 8 ящиков, что при штабелировании в пять рядов дает 40 ящиков на поддоне (один ящик - это 20 пол-литровых бутылок или 24 бутылки по 0,33 л). При штабелировании ящиков в три ряда необходима высота помещения для штабелирования не менее 5 м. В качестве паллетизатора используют вилочный погрузчик (подъемной силой до 1,5 т) с электро- или гидравлическим приводом, а если укладка на паллеты производится на открытом воздухе, то с дизельным. Вертикальное перемещение осуществляется автоматически с помощью управляемого подъемника. Место погрузки паллет и поддонов в грузовой автотранспорт отделяется от участка хранения готовой продукции расположенным на этом же уровне складом поддонов (при погрузке с помощью транспортеров можно использовать специальную рампу).
Потери сусла и пива
Потери сусла и пива дают представление об общих потерях на стадиях от перекачки сусла в сусловарочный котел до выхода готового пива. Общие потери являются важной составной частью производственных расчетов, основанных на выходе готовой продукции (сколько было произведено пива из данного количества солода).
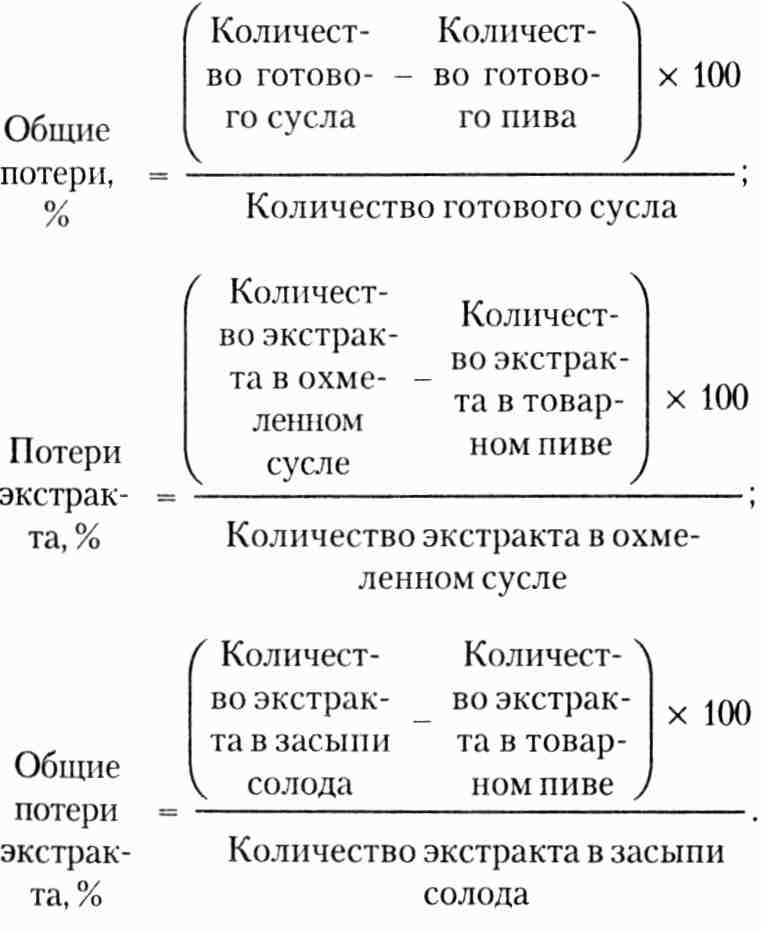
Если полученный экстракт отражает выход экстракта в варочном цехе, то общие потери отражают потери сусла и пива, выражаемые в объемных показателях, начиная от количества горячего охмеленного сусла (гл) до количества готового пива (гл) без учета содержащегося экстракта.
Чтобы вычислить истинные потери, необходимо в рамках производственного контроля ежемесячно регистрировать потери экстракта.
Общие потери меняются в широких границах и зависят от используемого оборудования и от объемов производства, составляя от 8 до 24 %. Таким образом, из 1 гл охмеленного сусла получают 76-92 л готового пива. Общие потери зависят также от способа охлаждения сусла (с помощью холодильной тарелки и орошения с помощью охладителя или «закрытой» системы). При производстве пива с применением холодильной тарелки потери составляют, как правило, 12-20 %, тогда как с использованием «закрытого» охлаждения - 8-12 %. На небольших предприятиях потери больше, чем на крупных, что обусловлено большими потерями вследствие остатков продукта на трубах, чанах и т. д., небольшими возможностями регенерации остаточного пива и т. д., однако эта разница может быть несколько сглажена путем оптимизации производственных процессов.
Определить отдельные факторы потерь довольно трудоемко и сложно, так как их очень много, а текущие объемы и состав сусла и пива меняются. Кроме того, точно определять количество пива и содержания в нем экстракта в процессе производства очень накладно. Для этого необходимы расходомер, прошедший поверку, и автоматический пробоотборник. Как мы уже отмечали, традиционно общие потери основаны лишь на объеме без учета содержания экстракта, и поэтому этот показатель применим для сравнения работы разных предприятий лишь условно. Тем не менее он дает примерное понимание экономичности технологических режимов, так как является основой для расчета строго контролируемого количества пива, являющегося основой для налогообложения. Расчет общих потерь в процентах дает данные о потерях, начиная с объема охмеленного сусла до объема разлитого пива, при помощи формул потерь экстракта, по которым можно сравнить количество экстракта горячего охмеленного и холодного начального сусла с одной стороны, и количество экстракта в товарном пиве, с другой. Потери экстракта солода считаются иначе.
Деление общих потерь
Общие потери можно разделить на:
· общие потери сусла, включающие потери от горячего охмеленного сусла до бродильного цеха;
· общие потери пива, включающие потери от начального сусла до готового пива.
Потери сусла
Анализ потерь сусла позволяет разделить их причины: уменьшение объема сусла и вытеснение из-за охмеления, а также потери из-за испарения, хмеля, мути и остатков жидкости на стенках танков и трубопроводов.
6.1.1.1. Уменьшение объема сусла и вытеснение из-за охмеления. Уменьшение объема сусла происходит из-за его охлаждения с температуры кипения до заданной температуры внесения дрожжей в зависимости от температуры цеха. Это уменьшение объема (около 3,8 %) представляет собой исключительно «объемные» потери, избежать которых невозможно. Вытеснение сусла из-за охмеления зависит от количества и вида вносимых хмелепродуктов (1 кг шишкового хмеля вытесняет около 0,8 л сусла, а 1 кг гранулированного хмелевого препарата - лишь 0,3-0,4 л). При использовании экстракта хмеля вытеснения не происходит. Вытеснение из-за охмеления представляет собой лишь потери в объеме, а не потери экстракта.
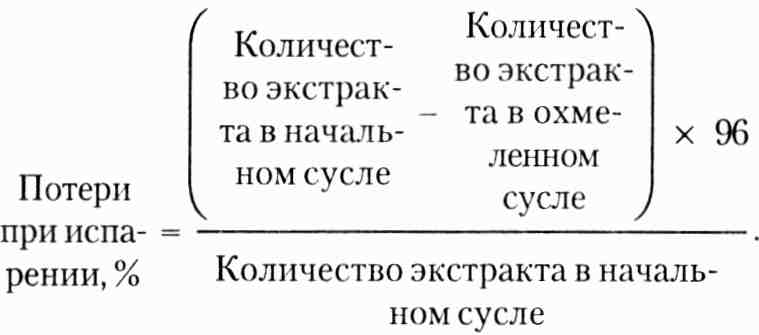
6.1.1.2. Потери из-за испарения возникают в основном на холодильной тарелке и влекут за собой уменьшение объема. В зависимости от площади холодильной тарелки, высоты уровня сусла, атмосферных условий, способа аэрации холодильной тарелки и длительности пребывания жидкости на ней количество испаряемой влага составляет 4 - 9 %. Если потери очень незначительны, то причиной этого мог стать использовавшийся для опорожнения трубопровод или для промывки хмеля расходовалось слишком много воды. После того как концентрация сусла в результате испарения повысилась на 0,4-1,0 %, при помощи этого значения можно рассчитать количество испарившейся влаги, однако при этом необходимо учитывать коэффициент контракции и хмелевого вытеснения, равный 96 (см. нижеприведенную формулу).
Испарение сусла происходит и при его оттоке через оросительный охладитель, причём тем больше, чем выше температура сусла до охладителя и чем продолжительнее процесс охлаждения. В танке для охлаждения пивного сусла или в вирпуле заметных потерь при испарении не возникает, а при наличии вытяжки потери не превышают 0,5-1,5 %. В результате дополнительного давления воды и выщелачивания хмелевой дробины в закрытой охлаждающей системе потери экстракта составляют 0,1-0,2 %.
6.1.1.3. Потери вследствие внесения хмеля. В среднем 1 кг шишкового хмеля впитывает 5 л сусла. Это количество включает в себя не только «объемные» потери, но и потери экстракта. Количество подобных потерь зависит от количества вносимых хмелепродуктов, концентрации сусла и обработки охмеленного сусла после перекачивания. При внесении хмелепродуктов в количестве 200 г/гл потери составляют около 1 %. Потери могут быть снижены в результате отпрессовывания хмелевой дробины (на 2,8 л/кг хмеля), промывки горячей водой (на 1,8 л/кг) (это дает 0,4 %), а также благодаря сочетанию выщелачивания и прессования (на 0,8 л/кг). Примерное представление об успехе этого мероприятия дает концентрация хмеля в промывной воде, составляющая для лагерного пива 3-4 % масс. Количество промывной воды рассчитывается исходя из закона ФРГ о налогообложении пивоварения -1,5% на перекачанное количество готового пива. При производстве крепкого пива или пива типа Pilsener эту величину можно рассчитать приблизительно. В данном случае необходима специальное оборудование для промывки (порционная подача воды и стекание самотёком). При использовании порошкообразных хмелевых препаратов потери возрастают из-за потерь с хмелевой дробиной и осадком взвесей горячего или охлажденного сусла.
6.1.1.4. Потери в виде осадка взвесей. Потери по объему π экстракту обусловлены осадком взвесей горячего сусла, содержащемся в охмеленном сусле, и остатком сусла в этом осадке. Иногда еще использующийся на небольших пивоварнях «мешок» для осадка является причиной потерь сусла в размере 4-5 л/100 кг засыпи, что дает 0,7 % потерь. Отпрессованный осадок (в зависимости от используемого давления) дает потери в размере 1,5-3,0 л/100 кг солода, то есть 0,25-0,50 % потерь, а при дополнительном выщелачивании осадка 0,1-0,13%. Аналогичные показатели получают при использовании центрифуги. Потери при использовании автоматически разгружаемой центрифуги в зависимости от установленной продолжительности выгрузки шлама (например, при частичной его выгрузке) составляют 0,3-0,4 %. Потери экстракта в вирпуле при оптимальном ходе процесса составляют 0,25-0,6 %, а при преждевременном перекрывании потока сусла они возрастают до 1,5 %.
В целом потери сусла с побочными отходами порошкообразных хмелевых препаратов и осадком составляют при 130 г хмелевой дробины/гл 2,0 %, а при 65 г/гл - 1,2 %, тогда как использование исключительно хмелевого экстракта дает лишь 0,6 % потерь.
Потери при осветлении горячего сусла, при гомогенной загрузке и автоматической выгрузке по сигналу датчика о состоянии камеры со шламом составляют при 130 г порошкообразного хмелевого продукт/гл около 0,9 %. В результате сепарирования смеси хмеля и осадка (см. раздел 2.7.7.1) потери можно снизить примерно до 0,6 %. Для разделения можно использовать и декантатор. В варочном цехе возможно повторное извлечение экстракта из хмелевого осадка (например, при осветлении).
Автоматически разгружаемые центрифуги для горячего сусла дают потери, составляющие 60-80 % потерь в вирпуле. Повторно использовать извлеченный экстракт рекомендуется для следующей варки. Декантатор используют также для извлечения экстракта из осадка в вирпуле. При удалении осадка охлажденного сусла методом холодной седиментации или флотации потери составляют 0,2-04%.
6.1.1.5. Потери жидкости, остающейся на стенках танков или трубопроводов. Эти потери в объеме и экстракте можно поддерживать на довольно низком уровне (0,1-0,2 %) благодаря тщательной дополнительной промывке. К таким потерям относят также потери, обусловленные негерметичностью резервуаров (утечки), брызгами сусла или протеканием кранов.
6.1.1.6. Выход молодого пива при его сравнении с выходом экстракта пива в варочном цехе позволяет получить данные о потерях (по объему и экстракту) в промежутке от варочного до бродильного цеха. При контроле потерь сусла эти данные следует регулярно оценивать. Для их определения и для точного установления содержания экстракта необходим калиброванный чан для внесения дрожжей или чувствительный измерительный прибор, а также корректно работающий в потоке пробоотборник. Вносимое количество дрожжей следует вычесть, и выход молодого пива рассчитывается по нижеприведенной формуле:
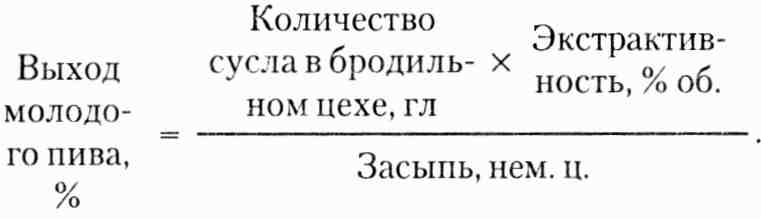
Поскольку количество холодного сусла определяется без хмеля, коэффициент 0,96 исключается, а показания сахарометра необходимо пересчитать на объемные проценты. Можно также пересчитать количество сусла с начальной температуры на 20 °С (см. раздел 2.8.2). Выход молодого пива примерно на 1-3 % меньше выхода экстракта пива в варочном цехе, и превышение этого значения свидетельствует об увеличении потерь при выщелачивании хмелевой дробины, при получении первого сусла или из-за потерь в танках и трубопроводах.
Потери пива
Общие потери пива складываются из потерь в цехе брожения, на участке дображивания, при фильтровании и розливе.
При нормальном протекании процессов потери пиве составляют от 3 до 5 %.
6.1.2.1. Потери в цехе брожения вызываются дрожжами, а также остатками пива (включая неполный выпуск жидкости из танков). Прежние потери пива с декой при брожении в чанах в настоящее время большой роли не играют. Потери, вызванные дрожжами, представляют собой прежде всего поглощение ими питательных веществ, то есть происходят при размножений дрожжей. При нормальном размножении дрожжей (от 0,7 до 2,5 л/гл) потери объема пива составляют 1,8 %, а при 10 %-ном содержании CB дрожжей они могут снижаться до 1,6 %. Таких потерь не происходит, если дрожжи к концу брожения переносят из танка в танк или если после съема они хранятся с пивом с добавлением травяного настоя. В общем случае потери возникают тогда, когда повторно дрожжи не используют, и в этом случае целесообразно получать молодое пиво при помощи седиментации, камерного пресса, декантатора, центрифуги или методом тангенциально-поточного фильтрования.
Дрожжи необходимо хранить в резервуаре с охлаждением и перемешиванием, иначе в результате выделения ими основных аминокислот, фосфатов, а также нуклеотидов происходит повышение значения pH на 5 ед., что в определенных обстоятельствах приводит к образованию дрожжевого осадка с выделившимися продуктами жизнедеятельности дрожжей и их протеазами, среднемоле-кулярными жирными кислотами, эфирами и вновь выделившимися горькими веществами.
Благодаря прессованию дрожжей содержание CB может увеличиваться на 25 %, а с применением декантатора, центрифуги и тангенциально-поточного фильтрования - на 20 %. При центрифугировании молодого пива содержание CB в зависимости от типа центрифуги составляет 18-28 %.
Наиболее оптимальными вариантами являются фильтрование молодого пива, его стерилизация методом кратковременной температурной обработки и добавление к суслу в начале брожения (после микробиологического контроля). Размножающиеся дрожжи усваивают выделившиеся продукты метаболизма, вследствие чего процесс брожения ускоряется. Благодаря тангенциально-поточному фильтрованию мембранами с размером пор 0,2 мкм удаляется около 25 % горьких веществ и нуклеотидов, около 50 % полифенолов, высокомолекулярных азотистых соединений и среднемолеку-лярных жирных кислот, в результате чего улучшается вкус пива. (Об обработке пивных остатков см. раздел 6.2.5.)
Потери пива из-за его остатков на стенках танков и трубопроводов (0,2-0,4 %) существенно зависят от размеров танков брожения. Потери в небольших чанах с незначительным наклоном днища и неровным дном больше, чем в крупных правильно смонтированных танках. Учитываются также потери пива из-за образования чрезмерных завитков и т. д.
6.1.2.2. Потери в отделении дображивания в основном представляют собой осадок на дне танка. Помимо дрожжей, в осадке содержатся белковые дубильные вещества и хмелевые смолы. Над осевшим дрожжевым осадком в танке находится слой пива, которое извлекают путем процеживания. Количество дрожжевого осадка составляет 0,3-0,4 л/гл пива. Извлечение пива посредством отпрессовывания, центрифугирования или фильтрования целесообразно только при кашеобразном состоянии осевших дрожжей, причем во избежание сбоев при фильтровании в этом случае необходимо контролировать содержание вязких субстанций (ß-глюкана, маннана дрожжей, различных декстринов). При использовании ЦКТ возможно выделение из пива определенного количества дрожжевого осадка, образующегося при созревании, а также избыточных дрожжей. Небольшое количество дрожжевого осадка, отделенного в последующих фазах, лучше в дальнейшем не использовать, а передать на корм скоту.
Отстоявшееся пиво, как и остаточное, необходимо подвергать обработке. Щепа для осветления пива, применяемая в различных ситуациях, не препятствует извлечению отстоявшегося пива и является причиной небольших дополнительных потерь. Данные по потерям пива в традиционных танках дображивания и созревания получить достаточно сложно.
6.1.2.3. Потери при фильтровании обусловлены головным и хвостовым фильтрационными остатками, которые используются на производстве лишь при содержании CB начального сусла 5-6 % (в этом случае их вводят в фильтруемый поток пива). Избежать излишних потерь помогает точный расчет количества экстракта по формулам или его эмпирическое определение. Максимальная доля потерь (около 1 %) приходится на двойное фильтрование на масс-фильтре; потери на кизельгуровом фильтре составляют 0,3-0,4 %, на дисковом фильтре - 0,3-0,5 % и лишь 0,2 % - при центрифугировании. Кизельгуровые фильтры более старой конструкции с коническим днищем и вертикальными ситами характеризуются более высокими показателями потерь. При работе горизонтальных фильтров фильтрационные остатки практически отсутствуют, так как вода и CO2 вытесняют предварительно намытый слой, и фильтр к концу фильтрования опорожняется путем продувки CO2. В кизельгуровом осадке остается еще 0,4 % «нормального пива» (содержание этилового спирта - около 3,5 %), которое можно извлечь путем опорожнения под давлением воды. Все виды фильтров подверглись в последнее время технической модернизации в целях свести к минимуму количество фильтрационных остатков - например, стали возможными намывка фильтра отфильтрованным пивом или пуск дискового фильтра под противодавлением CO2.
При наличии головного и хвостового фильтрационных остатков проявляются незначительные потери экстракта, однако потерь в объеме не возникает. При введении воды в зависимости от типа фильтра и способа фильтрования процент потерь возрастает на 0,8-1 %.
6.1.2.4. Потери при розливе на современных установках розлива невелики и составляют обычно 0,5-1 %. Более высокие потери возникают из-за небрежного отношения к оборудованию, из-за слишком низкого противодавления, приводящего к фонтанированию пива, а в установке розлива в бутылки - из-за неправильной регулировки выпускной звездочки. Кроме того, потери могут возрастать в результате неправильной ориентации кронен-пробок, из-за повреждений упаковывающих устройств или из-за боя бутылок на транспортере или на вилочном автопогрузчике. Причиной потерь могут являться также допуски калибрования (тарирования) бочек, кегов и бутылок. В ходе розлива в кеги происходит некоторое увеличение объема пива (перерасход менее 0,5 %). При розливе по объему такие потери полностью исключены. Алюминиевые бочки со временем немного увеличиваются в объеме в ходе эксплуатации, и из-за увеличения объема пива, приходящегося на 1 бочку (в среднем 0,2-0,7 л), возникают дополнительные потери. Кроме того, при розливе в бутылки может иметь место избыточный налив - например, если в бутылке объемом 0,5 л такой «перелив» составляет всего лишь 5 мл, это дает 1 % потерь от объема бутылки.
Для минимизации содержания кислорода в пространстве горлышка бутылки создается сильное пенообразование. При этом количество наливаемого пива не снижается, что приводит к избыточному наливу - 0,5-0,7 % для бутылок объемом 0,5 или 0,33 л. Бой полных бутылок дает около 0.2 % потерь. Данные о потерях в процессе розлива следует ежедневно анализировать путем сравнения количества пива в танке и количества товарного пива.
6.1.2.5. Потери в процессе пастеризации и при горячем розливе образуются вследствие низкого качества бутылок, слишком быстрого их нагревания и охлаждения, а также из-за ограниченного пустого пространства в бутылке по отношению к содержанию CO2 в пиве. Потери, вызванные боем полных бутылок в пастеризаторе, составляют 0,2-1,0 %.
Потери при горячем розливе несколько меньше (0,2-0,8 %), так как большая часть дефектных бутылок бьется в установке розлива еще при создании противодавления. Потери пива происходят лишь в том случае, если при горячем розливе бутылки были недостаточно нагреты или если загрязнения или шероховатость внутренней поверхности бутылок стали причиной фонтанирования пива.
Оценка потерь
Процент потерь в ходе производства пива может быть определен в любое время, но, как правило, итоги подводят на конец календарного месяца (из-за возможности анализа стабильности производства, а также количества произведенного и реализованного пива). Данные о количестве горячего охмеленного сусла берут из журнала варок, позволяющего отслеживать все характерные особенности каждой партии пива (количество, содержание этилового спирта и т. п.) и обязательного для всех пивоваренных предприятиях Германии и Австрии, а сведения о количестве реализованного (готового) пива - из журнала экспедиции. Для снижения потерь, возникающих до реализации пива, необходимо учитывать количество пива в цехе брожения и в отделении дображивания. В производственные показатели включается пиво, в производстве которого использовался жмых, «бесплатное» пиво (обычно так называют в прямом смысле бесплатное пиво, например, отпускаемое по принципу «заведение угощает» или когда в зависимости от размера закупки клиент получает некоторое количество пива бесплатно), пиво, забракованное торговой сетью, а также качественное пиво, возвращаемое на дображивание.

