




–азвитие процесса металлообработки идет быстрыми темпами. —овременный инструмент достаточно сильно отличаетс€ по своим возможност€м от примен€емого дес€ть и даже п€ть лет назад. ≈сли оснастить два одинаковых станка современным и традиционным ин≠струментом, то разница в производительности обработки и качестве изготовл€емых деталей будет ощутима.
ѕрименение современного инструмента эффективно как на но≠вом, так и на старом оборудовании. ѕравильно выбранный инстру≠мент позвол€ет быстрее окупить затраты на новое оборудование и значительно повысить производительность старого оборудовани€.
¬ насто€щее врем€ все режущие инструменты по составу можно разделить на следующие группы: а) цельный; б) составной; в) сбор≠ный; г) модульный (наборный). ” составного инструмента режуща€ и державочна€ части имеют неразъЄмное соединение. Ќапример, их крепление может осуществл€тьс€ с помощью сварки или пайки.
” сборного и модульного инструмента режуща€ и державочна€ части имеют разъЄмное соединение. ” модульного инструмента эти части представл€ют собой отдельные сборочные единицы (модули), которые имеют унифицированные присоединительные поверхности. ѕри этом одна и та же режуща€ головка может быть присоединена к державкам (оправкам, корпусам) различной конфигурации и функ≠ционального назначени€.
ќсновную долю в номенклатуре изготавливаемых фирмами AB Sandvik Coromant [3] и Walter [2] инструментов составл€ют сборные и модульные инструменты.
¬ыбор режущей части таких инструментов включает в себ€ опре≠деление формы и размера сменной многогранной пластины (—ћѕ), геометрии еЄ передней поверхности, радиуса при вершине и инстру≠ментального материала.
¬ыбор державочной части (державки, оправки, корпуса) включает в себ€ определение еЄ типа и размера. ѕри этом необходимо учитывать возможности технологического оборудовани€ (тип и размеры посадоч≠ных поверхностей резцедержател€ и инструментального шпиндел€).
ѕосле выбора инструмента необходимо определить режимы об≠работки.
√лавы каталога Walter [2], имеющие в своЄм названии словосоче≠тание Walter Select, содержат алгоритмы выбора различного инстру≠мента и режущих пластин дл€ него. ¬ каталогах фирмы AB Sandvik Coromant [3] алгоритмы выбора различного инструмента представле≠ны в начале соответствующих разделов.
1. “»ѕќ¬ќ… јЋ√ќ–»“ћ ¬џЅќ–ј “ќ ј–Ќќ√ќ » –ј—“ќ„Ќќ√ќ »Ќ—“–”ћ≈Ќ“ј
ќѕ–≈ƒ≈Ћ≈Ќ»≈ √–”ѕѕџ, ќ“ќ–ќ… ќ“Ќќ—»“—я ќЅ–јЅј“џ≠¬ј≈ћџ… ћј“≈–»јЋ —ќ√Ћј—Ќќ —“јЌƒј–“” ISO, » ѕќƒ√–”ѕѕџ —ќ√Ћј—Ќќ Ћј——»‘» ј÷»» SANDVIK COROMANT. ¬ значительной степени выбор режущего инструмента зависит от обрабатываемого материала. ISO (ћеждународна€ организаци€ по стандартизации) всЄ многообразие металлов, используемых в машиностроении, раздел€ет на несколько групп. ѕеречень групп и подгрупп можно найти в при≠ложении 1. аждой подгруппе соответствует условна€ твЄрдость, ко≠торую необходимо учитывать при выборе режимов обработки.
ќѕ–≈ƒ≈Ћ≈Ќ»≈ ¬≈Ћ»„»Ќџ ”√Ћј «јќ—“–≈Ќ»я –≈∆”ў≈√ќ Ћ»≠Ќј. ¬ зависимости от величины угла заострени€ все —ћѕ можно раз≠делить на две группы: негативные (у=0∞, а=0∞) и позитивные (у=0∞, а>0∞) (рис. 1.1).
|
|
|

Ќегативна€ пластина имеет в поперечном сечении угол заостре≠ни€ режущего клина 90∞. «адний угол при установке негативных пла≠стин создаетс€ за счет их поворота при креплении в державке резца. ѕри этом у негативных пластин передние углы станов€тс€ отрица≠тельными. ќтрицательный передний угол обуславливает наличие больших сил резани€, однако усиливает вершину режущего клина (уменьшает веро€тность еЄ скола). Ќегативные пластины рекоменду≠етс€ примен€ть при обработке материалов высокой твердости и прочности (группы M, S, H), а также при неблагопри€тных услови€х обработки (сильные вибрации элементов технологической системы, обработка с ударами).
ѕозитивна€ пластина имеет угол заострени€ меньше 90∞. ќна может быть установлена в гнезде державки таким образом, что пе≠редний угол будет положительным. ”величение переднего угла при≠водит к уменьшению сопротивлени€ резанию. ѕозитивные пластины рекомендуетс€ примен€ть при обработке материалов низкой прочно≠сти (группы P, K, N), особенно при обработке высокопластичных и в€зких материалов, где требуетс€ малый угол заострени€.
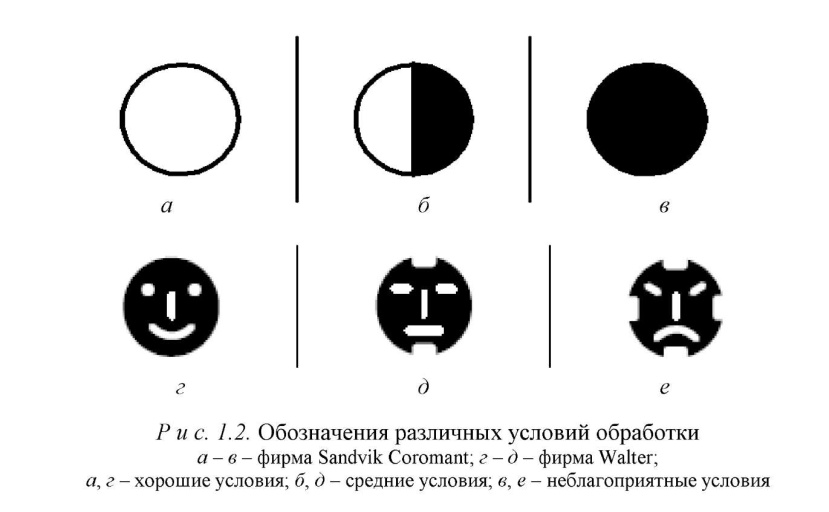
ќѕ–≈ƒ≈Ћ≈Ќ»≈ ”—Ћќ¬»… ќЅ–јЅќ“ ». ¬ каталоге инструментов Walter все услови€ обработки условно разделены на три группы: хо≠рошие, средние, неблагопри€тные. √руппа определ€етс€ геометрией заготовки, жЄсткостью элементов технологической системы (станка, приспособлени€ инструмента и заготовки) и состо€нием поверхност≠ного сло€ заготовки (наличие литейной корки или окалины и др.). аждой группе условий в каталоге Walter [2] соответствует смайлик (идеограмма, изображающа€ эмоцию) (рис. 1.2). ¬ каталоге Sandvik Coromant [3] хорошим услови€м обработки соответствует белый круг, средним - наполовину закрашенный, неблагопри€тным - чЄрный.
”слови€ обработки вли€ют на выбор инструментального мате≠риала и режимов обработки.

ќѕ–≈ƒ≈Ћ≈Ќ»≈ √≈ќћ≈“–»» ѕ≈–≈ƒЌ≈… ѕќ¬≈–’Ќќ—“». √еомет≠ри€ передней поверхности пластины представл€ет совокупность ус≠тупов, лунок, канавок и других конструктивных элементов (рис. 1.3). ќни обеспечивают завивание и ломание стружки.
ƒл€ каждой группы обрабатываемого материала (P, M, K, N, S, H) существуют различные геометрии сружколомов. аждой геометрии соответствует диаграмма стружкодроблени€ (рис. 1.4). ќна определ€≠ет диапазон глубин резани€ и подач, при которых передн€€ поверх≠ность пластины будет завивать и ломать стружку.

– и с. 1.4. ƒиаграммы стружкодроблени€ —ћѕ
ƒиаграммы стружкодроблени€ различных стружколомов фирмы Walter приведены в [2]. —тружколомы фирмы Walter кодируютс€, как правило, двум€ буквами и одной цифрой.
“аблица 1.1 - ќбозначение формы передней поверхности —ћѕ в зависимости от глубины резани€ и подачи
| ќбозначение передней поверхности | ƒиапазон глубин t, мм | ƒиапазон подач So, мм/об |
| √еометри€ F (чистовой стружколом) | 0,5-2,0 | 0,1-0,3 |
| √еометри€ M (получистовой стружколом) | 1,5-5,0 | 0,2-0,5 |
| √еометри€ R (черновой сружколом) | 5-15 | 0,5-1,5 |
—тружколомы фирмы Sandvik Coromant кодируютс€, как правило, двум€ буквами. ѕерва€ буква, как правило, соответствует группе обраба≠тываемого материала согласно стандарту ISO (приложение 1). ¬тора€ буква определ€ет диапазон глубин резани€ и подач, при которых обеспе≠чиваетс€ удовлетворительное стружколомание (табл. 1.1), [3].
|
|
|

– и с. 1.5. ‘ормы —ћѕ и их обозначени€
–екомендации по выбору размера пластины фирмы Sandvik Co≠romant в зависимости от глубины резани€ t представлены на странице ј8 каталога [3]. ƒл€ пластины каждого размера указан диапазон ре≠комендуемых глубин резани€.
“аблица 1.2
–екомендации по выбору формы —ћѕ [1]

¬џЅќ– ‘ќ–ћџ » –ј«ћ≈–ј —ћѕ. ¬ международных и националь≠ных стандартах закреплены различные формы —ћѕ (рис. 1.5). аж≠да€ форма кодируетс€ буквой согласно стандарту ISO. Ќа рис. 1.5 при движении в направлении стрелки 1 возрастает угол при вершине —ћѕ. — одной стороны, это приводит к увеличению еЄ прочности; с другой - к увеличению сил резани€ и склонности к вибраци€м. —трелка 2 направлена в сторону более универсальных пластин (спо≠собных обрабатывать поверхности сложной формы) и уменьшени€ потребной мощности. –екомендации по выбору формы —ћѕ приве≠дены также в табл. 1.2.
ќкончание табл. 1.2

–азмер пластины можно определить и другим способом. »сход€ из известной глубины резани€ t и выбранного угла в плане ф необхо≠димо найти длину активной части режущей кромки la (рис. 1.6):

ƒалее по формулам, приведЄнным в табл. 1.3, определ€ют мини≠мальную длину режущей кромки l.
¬џЅќ– –јƒ»”—ј ѕ–» ¬≈–Ў»Ќ≈ ѕЋј—“»Ќџ. –адиус при вершине пластины вли€ет на еЄ прочность и на еЄ способность обеспечивать определенную шероховатость поверхности. «начени€ радиусов при вершине, как правило, наход€тс€ в диапазоне от 0,2 до 2,4 мм.
ƒл€ чернового точени€ рекомендуетс€ выбирать пластину с наибольшим значением радиуса (1,2 -1,6 мм). „ем больше радиус при вершине, тем прочнее режуща€ вершина, что позвол€ет вести об≠работку с большими подачами. 
ѕри окончательной обработке выбор радиуса при вершине пласти≠ны зависит от требуемой шероховатости поверхности. ¬о многих случа≠€х с обрабатываемым материалом контактирует только вершина пласти≠ны, профиль которой представл€ет собой дугу окружности радиусом r (см. рис. 1.6).


ѕри окончательной обработке необходимо обеспечить соотношение:
(1.2)
¬ противном случае вместо процесса резани€ могут наблюдатьс€ процессы выглаживани€ поверхности (пластического деформировани€ без отделени€ стружки) и вибрации. “еоретический параметр Rz шеро≠ховатости обработанной поверхности в зависимости от радиуса при вершине пластины r и подачи на оборот S^ определ€етс€ по формуле
(1.3)
»з формулы (1.3) следует, что увеличение радиуса при вершине пла≠стины r способствует уменьшению шероховатости поверхности. — другой стороны, большой радиус может привести к по€влению вибраций.
— целью получать хорошее качество поверхности при обработке с большими подачами были разработаны новые пластины с техноло≠гией Wiper (рис. 1.7). ¬ основе этой технологии лежит специально разработанна€ форма режущей вершины. ѕластины Wiper позвол€ют получать вдвое меньшую шероховатость в сравнении с стандартными пластинами при одной и той же подаче (см. рис. 1.7, а). ѕри одних и тех же требовани€х к шероховатости обработанной поверхности пла≠стинами Wiper можно работать с удвоенной подачей в сравнении с стандартными (см. рис. 1.7, б).

¬џЅќ– »Ќ—“–”ћ≈Ќ“јЋ№Ќќ√ќ ћј“≈–»јЋј. ƒл€ каждой пластины в каталоге указаны марки (коды) инструментальных материалов, из ко≠торых она изготавливаетс€.
¬ыбор инструментального материала зависит от группы обраба≠тываемого материала и условий обработки, которые были определе≠ны ранее. ƒл€ сравнени€ различных марок инструментальных мате≠риалов разработана шкала т€жести обработки (рис. 1.8).
аждому инструментальному материалу на этой шкале соответству≠ет область (зона) применени€. ажда€ область (зона) применени€ имеет вершину. ќна указывает на определЄнное количество баллов на шкале т€жести обработки. Ёто количество баллов указано в обозначении инст≠рументального материала (последние 2 цифры).
—плавы с малым числом баллов имеют высокую износостойкость и предназначены дл€ работы в хороших услови€х. —плавы с большим числом баллов имеют высокую прочность и предназначена дл€ работы в неблагопри€тных услови€х. 
|
|
|
¬џЅќ– —»—“≈ћџ –≈ѕЋ≈Ќ»я ѕЋј—“»Ќџ ¬ ƒ≈–∆ј¬ ≈. ¬ыбор системы креплени€ пластин будет определ€тьс€ типом операции, а также формой —ћѕ (негативна€ или позитивна€). «а основу при вы≠боре системы креплени€ могут быть вз€ты рекомендации, представ≠ленные в [2, 3]. ƒл€ каждой системы креплени€ показаны основные типы операций: продольное точение, подрезка торца, контурна€ обра≠ботка, врезание.
¬џЅќ– “»ѕј » –ј«ћ≈–ј ƒ≈–∆ј¬ ». “ип державки зависит от тре≠буемого главного угла в плане ф. Ќа данном этапе выбора необходимо учитывать, в первую очередь, прочность режущей кромки и возмож≠ность обработки поверхностей заданной формы (универсальность). ƒл€ станков общего назначени€ (универсальных станков) необходимо выби≠рать традиционные державки пр€моугольного сечени€.
–азмер державки должен быть согласован с выбранным разме≠ром пластины. ѕо возможности следует выбирать державку макси≠мальной высоты h, однако необходимо учитывать возможность еЄ ус≠тановки на выбранном станке. Ќапример, на станке мод. 16 20 не≠возможно установить державку высотой более 25 мм.
¬џЅќ– –≈∆»ћќ¬ –≈«јЌ»я. ƒл€ каждой —ћѕ в каталогах Sandvik Coromant и Walter указываетс€ диапазон глубин и подач, при которых обеспечиваетс€ удовлетворительное стружколомание. ≈сли величина припуска превышает максимальную глубину резани€ дл€ выбранной —ћѕ, то его необходимо снимать за несколько рабочих ходов.
ќпределение скорости резани€ осуществл€етс€ двум€ способами.
1)¬ыбор в соответствии с рекомендаци€ми, представленными в [2, 3]. “абличные значени€ скорости резани€ соответствуют стойкости инструмента, равной 15 мин, и условной твЄрдости той группы обрабатываемых материалов, в которую входит материал заготовки. Ќапример, дл€ нелегированных сталей с содержанием углерода C = 0,55 - 0,80% (группа –, —ћ— 01.3) условна€ твердость равна Ќ¬ 170 (приложение 2). ¬ случае за≠дани€ иного периода стойкости выбранную скорость резани€ необходимо умножить на коэффициент коррекции (приложе≠ние
3). ≈сли твЄрдость материала заготовки отличаетс€ от ус≠ловной, выбранную скорость резани€ также необходимо скор≠ректировать (приложение)
4).–асчет с помощью специальных программ [6, 8]. Ќа сайте [6] можно осуществить копирование чертЄжа выбранного инстру≠мента, а также его 3D модели.

