




В рыночных условиях объективным показателем конкурентоспособности продукции является уровень качества. Данный показатель актуален для всех видов изделий, поскольку они обладают комплексом свойств, который требуется варьировать в зависимости от назначения продукции. При оценке качества изделий в настоящее время в основном руководствуются действующими стандартами. Однако они не всегда позволяют сделать правильный вывод, какой же вид продукции является наиболее высококачественным, так как это требует определения многих показателей. Для того чтобы формализовать процедуру оценки качества и выразить единым обобщенным показателем качества, необходимо применить методологию квалиметрии.
При практических расчетах качества, как правило, используют любую ветку дерева свойств (поддерево), простирающуюся не менее, чем на два уровня, оставляя для удобства название.
Сущность апробированного подхода заключается в следующем. Предполагается, что упорядоченное множество показателей качества изделия представляет трехуровневое иерархическое дepeвo схематично показанное на рис. 3, где на нулевом (0) уровне расположен обобщенный показатель качества К(0) на первом (1) — подмножество сложных и простых показателей, k(11),..., k(1n), на втором (2) — подмножество простых показателей качества k(2)n,..., k(2)n
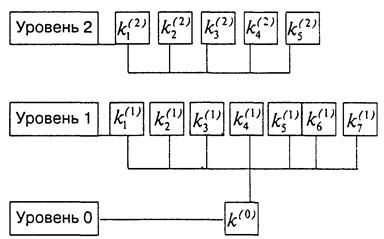
Рисунок 3- Дерево показателей качества для изделий
Если при такой иерархии между показателями качества первого и второго уровней обеспечивается взаимосвязь
то обобщенный показатель качества вычисляется по формуле:
 , (1)
, (1)
где w — функция вето, разная нулю, если хотя бы один из показателей находится на неприемлемом уровне, и единице — в остальных случаях; aj и bj. - коэффициенты весомости показателей качества, соответственно, первого и второго иерархических уровней, связанные условием:
 ;
;  .
.
Нормированные оценки для показателей качества kj, входящих в уравнение (3), рассчитываются по формуле (4):
 , (2)
, (2)
где для перевода натуральных значений показателей качества r, в нормированный вид R, используются следующие зависимости:
-для откликов, ограниченных с одной стороны
 (3)
(3)
-для откликов, ограниченных с двух сторон
 (4)
(4)
В соотношениях (5), (6) Jr=0,5(rmax-rmin)-интервал варьирования натуральных значений показателей качества.
На основе функции двойной экспоненты (4) наряду с количественной оценкой можно сформировать качественную шкалу желательности как для искомых свойств, так и для обобщенного показателя качества К(0):
от 0,90 до 1,0 - отлично;
от 0,8 до 0,90 - очень хорошо;
от 0,63 до 0,8 - хорошо;
от 0,37 до 0,63 - удовлетворительно;
от 0,2 до 0,37 - плохо;
от 0,0 до 0,2 - очень плохо.
Пример. Определить обобщенный показатель качества пластиковых окон.
Решение
С этой целью, из партии были выбраны три окна и для них определены показатели качества (таблица 3).
Таблица 3
Значения показателей качества
| № | Сопротивление теплопередаче, м2*0С/Вт | Звукоизо-ляция, дБ | Общий коэффициент светопропускания | Воздухопро-ницаемость, м3/(ч*м2) |
| 0,61 | 0,47 | 3,5 | ||
| 0,62 | 0,48 | 3,3 | ||
| 0,61 | 0,41 | 3,3 | ||
| ГОСТ | 0,61 | 26,0 | 0,35 | 3,5 |
Значения обобщенных показателей качества представлены в таблице 4.
Таблица 4
Значения нормированных и обобщенных показателей качества
| № | Сопротивление теплопередаче, м2*0С/Вт | Звукоизо-ляция, дБ | Общий коэффициент светопропускания | Воздухо-проницаемость, м3/(ч*м2) | K(0) | ||||
| R(I)1 | K(I)1 | R(I)2 | K(I)2 | R(1)3 | K(I)3 | R(I)4 | K(I)4 | ||
| 0,95 | 0,19 | 1,85 | 0,997 | 0,19 | 0,53 | ||||
| 0,95 | 0,95 | 0,998 | 0,95 | 0,96 | |||||
| 0,95 | 0,19 | 0,92 | 0,44 | 0,95 | 0,71 |
Анализ результатов, приведенных в таблице 5, показывает, что обобщенный показатель качества пластиковых окон находится в интервале [0,53; 0,96].
Между тем контроль с применением статистических методов позволяет значительно снизить процент брака изделий. Для разработки статистического приемочного контроля должны быть определены: объем партии; контролируемые параметры с указанием их границ; приемочный уровень дефектности для каждого контролируемого параметра; среднее квадратическое отклонение или метод его оценки; уровень контроля; вид контроля, указания о начальном виде контроля и возможности перехода от одного вида контроля к другому.
Нами предлагается статистический приемочный контроль по количественному признаку. Выбор плана контроля, когда дисперсия контролируемого параметра неизвестна и оценивается по выборочной дисперсии (s-план) заключается в следующем. По заданному объему партий N и выбранному уровню контроля, как правило II, находят код объема выборки. По коду объема выборки и установленному значению уровня дефектности AQL находят объем выборки п и контрольный норматив k. Из п значений контролируемого параметра выборки вычисляют среднее арифметическое значение и статистику качества по формуле:
 , (5) , (5)
|  , (6) , (6)
|
| где s – | выборочное среднее квадратическое отклонение контролируемого параметра; |
| Q– | статистика качества. |
Если величина Q в > k в Q н > k н, то партию продукции принимают. Если величина Q в < k в или Q н < k н, или хотя бы одна из величин (Q в или Q н) отрицательна, то партию продукции бракуют.
Уровень дефектности AQL принимаем равным 1%. Значение контрольного норматива составляет К=1,45.
К0 (среднее) по 3 окнам равно 0,73, т.е.  =0,73
=0,73
Т=0,19- нормативное значение обобщенного показателя качества.
S=0,33 – среднеквадратическое отклонение
По формуле  определяем значение Q, оно получилось равным 1,64, это больше Кн =1,45(Q н > k н) – партию продукции принимают.
определяем значение Q, оно получилось равным 1,64, это больше Кн =1,45(Q н > k н) – партию продукции принимают.
Основными достоинствами данного плана контроля объективность оценки, основанная на статистических правилах, регулирование технологических процессов, а следовательно, предупреждение брака путем своевременного внесения корректировок технологии по данным контроля. Так как партия продукции принимается можно проводить сертификацию продукции.

