




Різання листових матеріалів – заготівельна операція. Проводиться ножицями, які незалежно від приводу поділяють на 3 типи:
- гільйотинні;
- роликові;
- дискові.
Гільйотинні ножиці.

де
j - головний кут у плані;
g - передній кут;
a - задній кут;
D - регульований зазор. Величина зазору залежить від товщини та властивостей матеріалу.
Ці ножиці використовуються тільки для прямолінійного різання (недолік). Для фасонного (криволінійного) різання використовують роликові ножиці.
Лекція №20
Роликові ножиці.
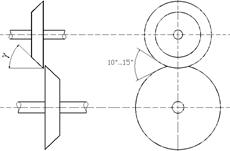
Має місце велике тертя. Заточення здійснюється шліфуванням бічних поверхонь. Так як має місце мале перекриття, можна вирізати криволінійні (фасонні) контури.
Дискові ножиці.

Кількість дисків довільна. Використовують для одержання стрічкових магнітопроводів. Для зняття задирок на отриманих смужках використовують побіжне (попутное – рос.) шліфування. Дискові блоки змінні. Передній та задній кути (a та g) дорівнюють нулю. Різання проводиться в холодному стані при нормальних умовах, виняток – сплави на основі магнію та титану, їх не можна різати в холодному стані.
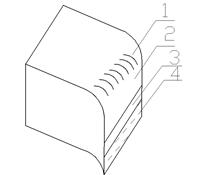
Розглянемо в збільшеному вигляді крайку зрізу:
де
1 та 4 - зони зминання;
У результаті зминання зона 4 являє собою задирку, існує при неправильно обраному зазорі.
2 - зона пластичного зрізу;
3 - зона крихкого руйнування.
Сплави магнію та титану крихкі, в них зона 2 відсутня, зона 3 поширена на всю товщину. При цьому тріщини, що виникають, поширюються, зокрема, всередину матеріалу деталі, тому ріжуть ці сплави нагрітими вище температури рекристалізації (для магнію – 200...300°C, для титану – 300...400°C).
Шаруваті (слоистые – рос.) пластики (гетинакс, текстоліт) також тріскаються при холодному різанні. Звичайно ріжуть їх при t° = 80…110°C...
Шафа для нагрівання шаруватих пластиків:

Між щілинами циркулює гаряча олія. У щілини укладають пачку аркушів з текстоліту або гетинаксу, і поступово перекладають з менш нагрітої щілини в більш нагріту.

