




Сварка — это процесс неразъемного соединения деталей и конструкций сплавлением или совместным сдавливанием соединяемых деталей.
При сварке давлением может применяться предварительный нагрев кромок соединения до пластичного состояния. Частицы материалов в процессе сварки сближаются настолько, что в действие вступают силы междуатомных и межмолекулярных связей. Эти силы обеспечивают высокую прочность сварных соединений.
В ремонтной практике наиболее широко распространена ручная и полуавтоматическая дуговая электрическая сварка. Сварные соединения могут быть нескольких типов: стыковые, нахлесточные, угловые и т.д. Стыковые соединения отличаются наибольшей прочностью и наименьшими внутренними напряжениями и деформациями, а также экономным расходом металла. Нахлесточные, угловые и тавровые соединения менее прочны, чем стыковые, но проще по исполнению.
При сварке необходимо соблюдать последовательность наложения швов, обеспечивающую минимум деформаций и внутренних напряжений. После сварки проводят зачистку шва и прилегающих к нему зон (шириной 15—20 мм) с каждой стороны с помощью стальных щеток, наждачных кругов и слесарных инструментов. Качество сварки проверяют с помощью 10-кратной лупы: сварные швы должны быть без наплывов, непроваров, наружных трещин и пор. Для определения плотности (непроницаемости) шва можно воспользоваться керосином. Для этого с одной стороны шва наносят кистью меловую побелку. После ее высыхания с противоположной стороны шов смазывают керосином. Не позднее, чем через 12 ч, в нормальных производственных условиях при неплотном шве на побелке появятся бурые пятна. При отрицательных температурах время испытания необходимо увеличить до суток.
Сварные контактные соединения шин повреждаются сравнительно редко, в основном из-за динамических усилий, вызванных взаимодействием шин при прохождении токов короткого замыкания. Поврежденное сварное соединения ремонтируют, удаляя старый сварочный шов и повторяя сварку или приваривая новый кусок шины, накладываемый на поврежденный участок. Способ сварки шин зависит от их материала и размера, наличия сварочного оборудования и других условий. Прямоугольные шины сваривают постоянным или переменным током. Перед сваркой постоянным током шины подогревают, торцы и свариваемые поверхности зачищают и покрывают слоем флюса, затем выполняют сварку угольными или графитовыми электродами с помощью присадочных прутков, в качестве которых используют узкие (6— 8 мм) полоски обрезков материалов свариваемых шин.
Присадочный пруток держат при сварке медных шин перед-, а при сварке алюминиевых — за электродом исходя из его направления движения. Отрицательный полюс источника питания присоединяют к электроду, положительный — к свариваемой шине.
При сварке постоянным током шины толщиной до 7 мм сваривают встык с прямым срезом и зазором между ними 1—2 мм, а при толщине 8 мм и более — со срезом торца под углом 45° и с зазором 3—4 мм. Свариваемые шины подогревают: алюминиевые — до 300—350°С, медные - до 600— 700°С. При этом контролируют температуру подогрева шины термометром или термопарой. При их отсутствии температуру подогрева шин можно считать достаточной для сварки, если металл медной шины имеет цвет светло-красного каления, а на алюминиевой шине при прочерчивании ее стальным прутком остается блестящий след. Сварку рекомендуется производить с помощью приспособления, фиксирующего на это время взаимное расположение свариваемых шин. Размеры сварочных швов должны быть следующие: ширина 15—25 мм, высота над шиной (усиление шва) — 3—5 мм. После сварки шов очищают стальной щеткой от флюса и шлака, промывают горячей водой и просушивают. Приливы, приставшие к поверхности шин капли металла и излишки усиления шва, снимают зубилом или опиловкой драчевым напильником.
Технология и режим сварки шин переменным током практически мало, чем отличается от сварки постоянным током. Отличительная особенность сварки переменным током алюминиевых шин состоит в том, что их сваривают встык без зазора, а медные шины — с зазором 8—10 мм или со срезом торца шины под углом 45°. Сварку выполняют угольно-графитовыми электродами диаметром 16—20 мм.
Для соединения алюминия и его сплавов применяют также аргонодуговую сварку неплавящимся вольфрамовым электродом. Ручную аргонодуговую сварку без применения флюсов выполняют на установках, например, "Удар-300" или "Удар-500", а также УДГ-301 или УДК-501, а полуавтоматическую — на полуавтоматах, из которых наиболее удобным в монтаже является ПРМ (полуавтомат ранцевый монтажный). Ручной аргонодуговой сваркой соединяют шины из алюминия и его сплавов толщиной до 6 мм2, а также алюминиевого сплава АД31 в среде защитных газов с введением в шов присадки. Для сварки применяют аргон марок А, Б и В, который разрушает оксидную пленку.
Основным методом контроля сварных соединений является внешний осмотр, который проводят после удаления со шва шлака, брызг металла и остатков флюса. Поверхность сварочных швов должна быть равномерно чешуйчатой без наплывов и раковин с плавным переходом к основному металлу. Швы должны быть без трещин, прожогов, непроваров, неза-плавленных кратеров и подрезов. Допускаются непровары длиной не более 10% длины шва и подрезы глубиной до 10% толщины шины, но не более 3 мм. Сварные контактные соединения компенсаторов шин не должны иметь подрезов и непроваров на лентах основного пакета. Если к швам предъявляют повышенные требования в отношении механических свойств или их качество вызывает сомнения, дополнительно сваривают образцы на тех же режимах и в тех же условиях, при которых проводилась сварка шин, и испытывают их.
Начальное сопротивление контактных соединений должно быть не больше сопротивления участка соединяемой шины, длина которого равна длине контактного соединения, т.е. ширина шва плюс по 5 мм с обеих сторон от него. Соединения шин во избежание коррозии должны иметь защиту.
8. Соединения, ответвления и оконцевания жил проводов и кабелей
Токопроводящие жилы проводов и кабелей во время монтажа соединяют следующими способами: сваркой, пайкой и опрессованием. Для резьбового и контактного соединения используют металлические (медные, алюминиевые) наконечники, которыми оконцовывают токоведущие жилы.
Электрическая сварка жил. Для сварки жил применяют:
бездуговую сварку способом контактного разогрева,
дуговую полуавтоматическую сварку в среде аргона плавящимся электродом,
ручную дуговую сварку в среде аргона неплавящимся электродом.
Дуговую сварку используют при большой теплоемкости жил - для многопроволочных жил крупных сечений (алюминиевых до 1500 мм2 и медных до 300 мм2), а также для монолитных алюминиевых жил сечением до 240 мм2. Для сварки соединений и ответвлений одно-проволочных жил сечением до 10 мм2 применяют сварку электродами или аппаратом, например, ВКЗ-1. Сварку по торцам многопроволочных жил сечением до 240 мм2 проводят в стальных или угольных формах, используя ранее выпускавшиеся комплектные установки серии УСАП или трансформаторы мощностью около 2 кВт, угольные электроды и охладители для предохранения изоляции от перегрева. Вторичное напряжение трансформаторов должно быть в пределах 8—12 В.
Для повышения качества сварки необходимо надежно удалить окислы с поверхности свариваемых металлов. Особенно это относится к алюминиевым жилам. Окислы удаляют флюсами, например АФ-4а и ВАМИ (при сварке алюминиевых жил). Сварное соединение защищают водостойкими лаками. Сварные соединения считаются непригодными, если возникают: пережоги наружного повива, нарушения целости металла шва при перегибах соединения или усадочные раковины глубиной более трети диаметра жилы.
Газовая сварка жил. Наибольшее применение в монтажной практике нашли пропан-воздушная и пропан-кислородная газовые сварки. Все способы газовой сварки имеют общие технологические особенности. Газовое сварочное пламя сильно рассеивает теплоту. В связи с этим возникает опасность повреждения изоляции. Поэтому при сварке широко применяют защитные экраны из листового асбеста. Воздействие концентрированного газового сварочного пламени на отдельные проволоки жилы часто приводит к их пережогу. Поэтому при сварке используют сварочные цепные или разборные стальные, а также угольные формы, надеваемые на жилы проводов и являющиеся косвенными нагревателями жил: факелы пламени направляют не на жилы, а на поверхность форм. Материал жил нагревается теплоизлучением внутренних поверхностей форм.
Сильный нагрев при сварке может служить причиной перегрева изоляции. Поэтому применяют массивные стальные охладители, которые плотно устанавливают на оголенные жилы поблизости от зоны сварки. Применение флюсов является нежелательным, так как остатки флюса после сварки удалить из многопроволочных жил трудно. Оставаясь на проволоках, флюсы способствуют коррозии и разрушению соединения. Для получения хорошего качества наплавленного металла шлаки удаляют стальным стержнем - мешалкой.
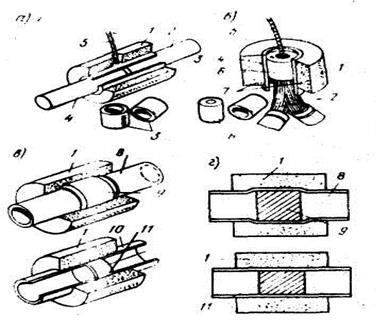
а – ПА; б – ПАТ; в – ПАС; г – М;
1 –муфель, 2 – жила, 3 – втулка для монолитных секторных жил, 4 – кокиль, 5- присадок, 6 – колпачок, 7 – уплотнение, 8 – стальной кокиль, 9 – алюминиевый вкладыш, 10 – медный кокиль, 11 – вкладыш из медно-фосфористого припоя.
Рисунок 5. Термитные патроны
Термитная сварка жил. Термитная сварка основана на высокой теплотворной способности специального горючего состава - термита (по массе Fe2 О3 - 72,5%, А1 - 18%, Mg - 4,5% и 40%-ного ферромарганца - 5%). Из термита прессуют толстостенные полые цилиндры — муфели, составляющие основу термопатронов. Для поджигания муфеля термопатронов служат специальные термитные спички, создающие температуру около 1000°С. Горит термитный патрон при температуре около 2800°С. Термитная сварка обеспечивает высокую производительность работ и хорошее качество получаемых соединений. Для термитной сварки применяют термопатроны различных конструкций: ПА (рис.5, а)- для стыкового соединения алюминиевых жил сечением 16—800 мм2 и приварки наконечников к жилам сечением 300—800 мм2; ПАТ (см. рис.,5, б)- для торцовой сварки многопроволочных алюминиевых жил суммарным сечением до 240 мм2 и для приварки наконечников к жилам сечением 70—240 мм2; АТО - для сварки по торцам многопроволочных жил суммарным сечением 5—32 мм2, скрученных между собой.
Для сварки неизолированных алюминиевых и сталеалюминиевых проводов воздушных линий при сечениях 16—240 мм2 служат термопатроны ПАС (см. рис.5, в). Медные провода ВЛ при сечениях 25—150 мм сваривают термопатронами М (см. рис.5, г). Для секторных жил изготовляют переходные втулки с цилиндрической наружной поверхностью и отверстием секторного сечения (см. рис.5, а, б). Термитную сварку производят с применением флюсов АФ-4а, ВАМИ.

Рисунок 6. Соединение жил непосредственным оплавлением припоя
Пайка жил. Пайку применяют при соединении медных жил сечением 16—185 мм2. Она отличается простотой технологии, но большой трудоемкостью. Для пайки алюминиевых жил в стальных съемных формах широко используют припой А, ЦО-12, ЦА-15. В медных остающихся гильзах алюминиевые жилы, предварительно облуженные припоем А, соединяют припоями ПОС-30 и ПОС-61. Эти же припои используют при пайке медных жил. При пайке медных жил в качестве флюсов применяют канифоль или ее спиртовой раствор КСп. Соединение и ответвление жил непосредственным оплавлением припоя (рис.6) проводят в съемных формах или в соединительных гильзах. Разъемные формы поставляются промышленностью и используются многократно. Неразъемные формы сгибают из кровельной стали для одноразового использования.
Алюминиевые многопроволочные жилы сечением 16 - 240 мм2 разделывают, обезжиривают и зачищают. Концы жил 7 облуживают (рис. 6, а, б), периодически разрушая окислы торцом стальной кисточки 3. На стыке жил отмечают границу формы, от которой на длину 10—12 мм внутрь стыка подматывают асбестовую пряжу 4. Затем на жилы устанавливают форму 6 и закрепляют ее бандажами. Форму с обеих сторон ограждают тепловыми экранами 5 (см. рис.6, в), разогревают пламенем горелки 1 до температуры плавления припоя и заполняют припоем 2 до верха. Подогревая форму, тщательно промешивают жидкий припой мешалкой, удаляя с поверхности шлаки. Затем соединение охлаждают. При застывании припоя предохраняют его от ударов и сотрясений: все припои для алюминия особенно хрупки при температуре от 250°С до точки плавления. Далее снимают форму, экраны и охладители, удаляют остатки асбестовой пряжи, зачищают и опиливают соединение. Готовое соединение изолируют.
Способ местного вдавливания характеризуется сравнительно небольшими усилиями опрессовки, однако контакты соединения получаются менее стабильными, и искажается геометрическая форма токопроводящих жил. При напряжениях 6-10 кВ искажение формы жил приводит к созданию неоднородности электрического поля, которое опасно для изоляции. С помощью местного вдавливания соединяют алюминиевые жилы сечением 16-95 мм2 при напряжении кабельных линий до 10 кВ включительно, сечением более 95 мм2 при напряжении до 1 кВ. Способы сплошным и комбинированным обжатием связаны с применением более мощных и дорогих прессов с приводами. Этими способами получают контактные соединения более высокого качества, чем при местном вдавливании.
Инструменты для опрессования, которыми непосредственно воздействуют на металл соединения, представляют собой комплекты из пуансонов и матриц и являются сменными в механизмах (прессах). В последние годы инструменты для опрессовки модернизированы и выпускаются в виде наборов НИСО для опрессовки алюминиевых жил сечением 16-240 мм2 и НИОМ для опрессовки медных жил тех же сечений.

а,б –пресс-клещи ПК-1 и ПК-2 для опрессовки наконечников на жилах сечением соответственно 16-25 мм2 и 10 мм2; в – ножницы НУКС для разрезания проводов и кабелей жилами сечением до 300 мм2; г – универсальные клещи КУ-1 для перекусывания проводов сечением 1,5-4 мм2, вырезания пленки, снятия с них изоляции, закручивания колец и зачистки жил.
Рисунок 7. Приспособления и инструменты для обработки проводов и кабелей
Для создания усилий, необходимых для опрессовки, применяют разнообразные механизмы. Наиболее удобными в практике ремонтных работ являются механизмы ПГР-20М1 и ПГЭ-20, в которых посадочные места для инструмента унифицированы.
В технологии опрессовки алюминиевых и медных жил имеются некоторые различия. На поверхности алюминиевых жил образуется оксидная пленка, которая имеет высокое электрическое сопротивление. Поэтому для избежания образования этой пленки при подготовке алюминиевых жил к опрессовке применяют кварцевазелиновую пасту. Ее наносят на предварительно очищенную стальными щетками и ершами поверхность, затем удаляют грязную пасту ветошью и наносят новый слой пасты. Последовательность оконцевания и соединения опрессовкой алюминиевых жил сечением 16—240 мм2 показана на рис.8.

а- концы жил после снятия изоляции; б – зачистка жил; в- зачистка внутренней поверхности гильзы; г – смазка внутренней поверхности гильзы кварцевазелиновой пастой; д – смазка жил кварцевазелиновой пастой; е – соединение, подготовленное к опрессовке; ж – опрессовка жил; з – опрессованное соединение.
Рисунок 8. Последовательность опрессовки алюминиевых жил сечением 16-240 мм2.
Выбирают инструмент, механизм и наконечник или гильзу для данного типа и сечения жилы. С участка, равного длине втулки наконечника или половине длины гильзы, удаляют изоляцию (рис.8, а), зачищают жилу (рис.8, б), внутреннюю поверхность гильзы (рис.8, в) или наконечника и смазывают кварцевазелиновой пастой (рис.8, г, д). Надевают наконечник до упора, жилы вводят в гильзу до стыка (рис.8, е). Стык должен всегда находиться в середине длины гильзы. Собранное соединение устанавливают в механизм для опрессовки. Предварительно пуансоны отводят от матрицы в крайнее положение (рис.8, ж). Опрессовывают жилы. Окончание процесса опрессовки определяется по моменту упора шайбы пуансона в торец матрицы. Опрессовку наконечников осуществляют двумя вдавливаниями однозубым инструментом или вдавливанием двухзубым инструментом. На гильзе с каждой стороны выполняют по два вдавливания (рис.8, з). С опрессованного соединения или наконечника удаляют излишки пасты, притупляют острые грани на соединении и обезжиривают его. Накладывают один слой кабельной бумаги на соединение жил кабелей напряжением 6—10 кВ с перекрытием всех лунок, предварительно заполненных кабельной массой МП. Готовое соединение изолируют.

а- последовательность обжатия в двух соединителях с шунтом и с применением сварки; б,в – порядок обжатия (показан цифрами) монометаллических и сталеалюминиевых проводов; г,д – соединение скручиванием без и с применением сварки
Рисунок. 9. Соединение проводов неизолированных воздушных линий
Обжатие и опрессовку неизолированных проводов ВЛ проводят в том случае, когда к соединению (рис.9) как электрическому контакту не предъявляют высоких требований. Соединения выполняют в соединителях, представляющих собой отрезки труб овального, круглого или фасонного сечений. Обжатие проводов с применением сварки проводят в двух соединителях с шунтом, в удлиненных соединителях с шунтом и в соединителях с петлей, где располагают сварное соединение. Первый и третий варианты позволяют полностью разгрузить сварное соединение от механических нагрузок.
Соединения в двуховальных соединителях выполняют в следующем порядке: очищают, промывают в растворителе и вытирают насухо овальные соединители 1 (рис.9, а), после чего надевают их на провода 3. Подготавливают концы проводов к сварке и проводят термитную сварку жил 2. Отрезают от провода шунт 4 длиной, равной трем длинам соединителя. Размечают, очищают от грязи, промывают в растворителе, вытирают насухо места установки соединителей на проводах и на шунте, покрывают их нейтральным техническим вазелином. Собранное соединение обжимают клещами, предназначенными для обжатия проводов. Качество обжатия контролируют осмотром и замерами глубины вдавливаний. При обнаружении дефекта соединение вырезают и выполняют заново.
В соединениях с петлей (петлю выполняют как и при соединении скручиванием - рис.9, д) провода пропускают через соединитель так, чтобы их свободные концы были длиной не менее трех четвертей длины соединителя. Проводят обжимку или опрессовку по общей схеме. Концы проводов изгибают петлей, стыкуют и сваривают термитной сваркой. Обжатие алюминиевых проводов производят клещами, например МИ-19А, по рискам на соединителе (рис.9, б, в). Сначала опрессовывают сердечники жил, вводя их внутрь стального соединения (при этом основной соединитель должен быть надвинут на один из проводов). После опрессовки стального сердечника основной соединитель располагают поверх него симметрично и опрессовывают на алюминиевых повивах проводов.
Соединения скручиванием в овальных соединителях (рис.19, г, д) для проводов сечением 10—185 мм2 выполняют в приспособлении с неподвижным зажимом и вращающейся планшайбой. Провода с соединителем жестко закрепляют в зажиме и планшайбе. Затем планшайбу поворачивают на 3—4,5 оборота (пропорционально сечению жил). При необходимости выполняют сварку в петле (см. рис. 10.19, д). При наличии на поверхности соединителя трещин, механических повреждений или следов значительной коррозии, при кривизне опрессованного соединителя более 3% его длины опрессованные контактные соединения бракуются. Луженые контактные поверхности зажимов при ремонте не зачищают, а промывают растворителем и покрывают тонким слоем вазелина. Качество болтовых контактных соединений контролируют внешним осмотром и выборочной проверкой затяжки болтов. В особых случаях разбирают 2—3 соединения для проверки качества подготовки поверхностей к сборке.
На контактных соединениях шин со штыревыми выводами аппаратов падение напряжения не должно превышать 7 мВ, а их начальное сопротивление зависит от диаметра выводов. Так, например, для вывода с резьбой М10 сопротивление должно быть 14 мкОм; М16 — 12 мкОм, М20 — 8 мкОм, МЗО — 6 мкОм. Для создания герметичности контактного соединения круглых шин рекомендуется покрыть зазоры и места выхода шин из зажима слоем густой пасты толщиной 2 мм, состоящей из свинцового сурика, разведенного на натуральной олифе.
Для присоединения алюминиевых шин к медным выводам (рис. 5.4) аппаратов применяют алюмомедные переходные пластины или пластины из алюминиевого сплава АД31Т1, приваренные к шине. Контактную часть плоских выводов аппаратов обрабатывают так же, как шины. У некоторых типов высоковольтных аппаратов плоские контактные выводы выполнены из алюминиевого сплава и имеют антикоррозионные покрытия. Такие выводы запрещается зачищать напильником или наждачной бумагой. Их достаточно промыть ацетоном.
В открытых распределительных устройствах применяют гибкие шины из многопроволочных проводов, которые соединяют обжатием, опрессованием и с помощью петлевых и ответвительных болтовых зажимов (рис. 5.5). Эти зажимы изготовляют из алюминиевых сплавов (для алюминиевых и сталеалюминиевых проводов), латуни (для медных) и стали (для стальных). Петлевые зажимы служат и для соединения алюминиевых проводов с медными (на заводе-изготовителе в них впаивают луженые медные желобки). Для ремонта зажима его сначала разбирают, очищают контактные поверхности от оксидной пленки и затем собирают. Внутренние поверхности алюминиевых зажимов очищают непосредственно перед их установкой. Контактные поверхности дважды зачищают стальной щеткой под слоем нейтрального вазелина. После второй зачистки вазелин с контактных поверхностей не удаляют. Если видны следы сильного нагрева или оплавления металла, контактное соединение разбирают, провод и зажимы промывают растворителем или ацетоном, напильником снимают оплавления, после чего провод зачищают стальной щеткой. Затем собирают зажим и затягивают все болтовые соединения. Во избежание чрезмерного нагрева зажимы выбирают так, чтобы условная плотность тока для алюминиевых контактов не превышала 0,1—0,2 А/мм2, а для медных — 0,25—0,3 А/мм2.

|

