




Лекция 10 Виды сварки на основе термических недуговых источников
Энергии. Электрошлаковая сварка.
План лекции. Электронно-лучевые источники, физические характеристики. Взаимодей-ствие электронного луча с веществом, применение электроннолучевых источников. Фотон-нолучевые источники, характеристики лазерного излучения. Режимы лазерной сварки, плавление металлов лазерным лучом. Электрошлаковый источник энергии, электрошлаковая сварка. Высокочастотный нагрев (сварка ТВЧ).
Электронно-лучевые источники, физические характеристики. Электронно-лучевая сварка – сварка, при которой нагрев и плавление изделий осуществляется потоком высокоскоростных электронов, движущихся под действием электрического поля в вакууме.
EBW – Electron Beam Welding – сварка электронным лучом.
Технология сварки. Сварка выполняется внутри камеры в вакууме, полученным за счет откачивания воздуха до давления порядка 10-6–10-4 мм рт. ст. Пучок электронов создается в специальном устройстве – электронно-лучевой пушке.
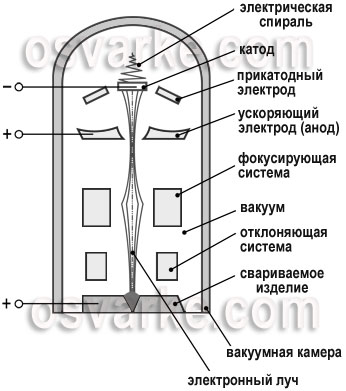
Рисунок 10. 1 Схема электронно-лучевой сварки
Электроны излучаются катодом, нагреваемым электрической спиралью. Катод окружен прикатодным электродом, к которому также прикладывается отрицательный потенциал. Таким образом, осуществляется предварительная фокусировка электронов, вылетающих из катода в различных направлениях.
На некотором расстоянии от катода (обычно 3–10 мм) расположен ускоряющий электрод (анод), к которому приложен положительный потенциал. Из-за взаимного отталкивания электронов луч постепенно расширяется. Для его сжатия используется фокусирующая система, осуществляющая фокусировку магнитным полем. Точное наведение электронного пучка в зону сварки выполняет магнитная отклоняющая система.
Скорость электронов может составлять до 150 000 км/с и выше. Поэтому даже несмотря на очень малую массу электронов их кинетическая энергия (mν2/2) оказывается достаточной для нагрева бомбардируемого изделия до температуры плавления и, следовательно, сварки.
Достоинства электронно-лучевой сварки
1) Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002-5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20: 1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
2) Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4-5 раз меньше, чем при дуговой. В результате резко снижается коробление изделий.
3) Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается Дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, Цирконий, титан, молибден и др. Хорошее качество электроннолучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных никелевых, алюминиевых сплавах.
Фотоннолучевые источники, характеристики лазерного излучения. Режимы лазерной сварки, плавление металлов лазерным лучом. При лазерной сварке нагрев и плавление металла осуществляется лазерным лучом оптического квантового генератора (ОКГ).
LBW – Laser Beam Welding – сварка лазерным лучом.
Сущность лазерной сварки. Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью. Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Например, направленность лазерного луча может в несколько тысяч раз превышать направленность луча прожектора.
Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами, поскольку угол преломления луча в линзе постоянен.
Когерентность – это согласованное протекание во времени нескольких волновых процессов. Некогерентные колебания светового луча обладают различными фазами, в результате чего могут погасить друг друга. Когерентные же колебания вызывают резонанс, который усиливает мощность излучения.
Благодаря вышеперечисленным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла и создать на на ней плотность энергии порядка 108Вт/см2 – достаточную для плавления металла и, следовательно, сварки.
Для лазерной сварки обычно используются следующие типы лазеров:
- твердотельные и
- газовые – с продольной или поперечной прокачкой газа, газодинамические.
Лазерная сварка твердотельным лазером. Схема твердотельного лазера приведена на рисунке ниже. В качестве активного тела используется стержень из рубина, стекла с примесью неодима (Nd-Glass) или алюмо-иттриевого граната, легированного неодимом (Nd-YAG) либо иттербием (Yb-YAG). Он размещается в осветительной камере. Для возбуждения атомов активного тела используется лампа накачки, создающая мощные вспышки света.

Рисунок 10.2 Схема твердотельного лазера
По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично прозрачное зеркало, предварительно многократно отражаясь внутри рубинового стержня и таким образом усиливаясь. Мощность твердотельных лазеров относительно невелика и обычно не превышает 1–6 кВт.
Твердотельными лазерами в связи с их небольшой мощностью свариваются только мелкие детали небольшой толщины, обычно объекты микроэлектроники. Например, привариваются тончайшие выводы из проволок диаметром 0,01–0,1 мм, изготовленные из тантала, золота, нихрома. Возможна точечная сварка изделий из фольги с диаметром точки 0,5–0,9 мм.
Сварка газовым лазером. Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
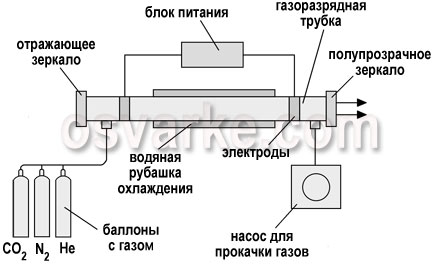
Рисунок 10.3 Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры. Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Газодинамические лазеры являются наиболее мощными. Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO2 происходит переход их на более низкий энергетический уровень с испусканием когерентного излучения. Для накачки может использоваться другой лазер или другие мощные источники энергии. Такой лазер мощностью N = 100 кВт позволяет, например, сваривать сталь толщиной 35 мм с очень высокой скоростью, около 200 м/ч.
Схема процесса лазерной сварки приведена на рис.10.4. Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно использу-ют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции. В этом случае сварочная горелка должна обеспечивать подачу газа таким образом, чтобы он сдувал ионизированный пар, рис. 10.5.
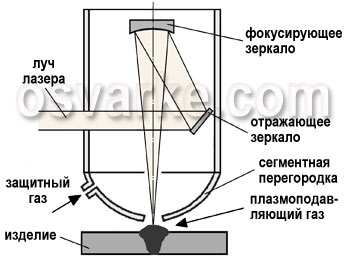
Рисунок 10.4 Схема процесса лазерной сварки
Рисунок 10.5 Конструкции сопел горелок для лазерной сварки
Преимущества лазерной сварки. Важнейшим преимуществом лазерной сварки твердотельными лазерами является возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей.
Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Например, известна установка для лазерной сварки при ремонте трубопроводов, проложенных по дну водоема. Внутри трубы перемещается тележка с вращающимся зеркалом. Лазер же находится у конца секции трубопровода и посылает луч внутри трубы. Это позволяет осуществлять лазерную сварку, не снимая с трубопровода балласт и не поднимая его на поверхность.
Лёгкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах. Возможна также лазерная сварка нескольких деталей от одного лазера расщепленным с помощью призм лучом.
Электрошлаковый источник энергии, электрошлаковая сварка. ЭШС – электрошлаковая сварка (преимущественно в советской литературе), ESW – Electroslag Welding, рис. 10.6.
Технология электрошлаковой сварки. При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.
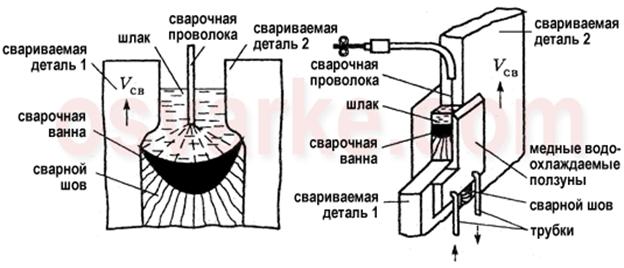
Рисунок 10.6 Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки. Основными разновидностями электрошлаковой сварки являются
· многоэлектродная электрошлаковая сварка, рис.10.7;
· электрошлаковая сварка пластинчатыми электродами, рис.10.8;
· электрошлаковая сварка плавящимся мундштуком, рис.10.9.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм. При больших толщинах целесообразно использовать несколько проволок – обычно кратно трем – числу фаз источника питания. При необходимости проволокам придают колебания поперек зазора для его лучшего заполнения. Сила сварочного тока на одну проволоку составляет Iсв = 200–600А, напряжения сварки – 26–44В; скорость подачи проволоки – Vп = 100–400 м/ч.
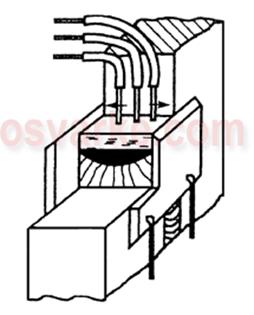
Рисунок 10.7 Многоэлектродная электрошлаковая сварка
Электрошлаковый процесс устойчиво протекает при плотностях тока на порядок ниже, чем дуговой, – около 0,1 А/мм2. Поэтому сечение электрода может быть увеличено и проволока заменена пластинчатым электродом, что позволяет повысить производительность процесса сварки.
При сложной конфигурации изделия возможна сварка плавящимся мундштуком, который представляет собой пластинчатый электрод, повторяющий форму свариваемых кромок.
Так как между плавящимся мундштуком и изделием имеется зазор, для его заполнения в сварочную ванну дополнительно через мундштук подается проволока.
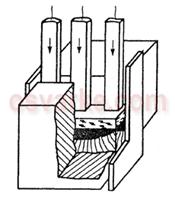
Рисунок 10.8 Электрошлаковая сварка пластинчатым электродом
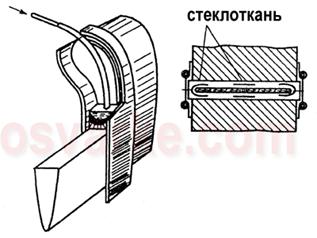
Рисунок 10.9 Электрошлаковая сварка плавящимся мундштуком
Области применения электрошлаковой сварки. Основным преимуществом электрошлаковой сварки является возможность сварки за один проход деталей практически любой толщины. Сварка производится без разделки кромок, поэтому ее экономичность повышается с ростом толщины свариваемого металла. Экономически целесообразно применять ее уже начиная с 40 мм, но чаще всего она используется для сварки толщин 100–500 мм.
Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных турбин, толстостенных котлов и барабанов. Ее применение вносит коренные изменения в технологию производства крупногабаритных изделий. Появляется возможность замены крупных литых или кованых деталей сварно-литыми или сварно-коваными из более мелких поковок или отливок.
Недостатками электрошлаковой сварки является повышенная зона термического влияния, вызванная медленным нагревом и охлаждением металла. Это часто приводит к образованию неблагоприятных, крупнозернистых структур и требует термообработки для получения необходимых свойств сварного соединения.

