




Для предотвращения прилипания оболочек к модельной плите и для облегчения их съема модельную плиту покрывают разделительным составом ‑ силиконовой жидкостью. Затем плиту нагревают до температуры 200 - 250ºС.
Нагретую металлическую модельную плиту 1с моделями закрепляют на опрокидывающем бункере 2 (рис. 2, а) с формовочной смесью 3 и поворачивают его на 180º (рис. 2, б).
Формовочная смесь насыпается на модельную плиту и выдерживается 10-30 с. От теплоты модельной плиты термореактивная смола в пограничном слое плавится, склеивает песчинки с образованием однородной полутвердой песчано-смоляной оболочки 4 толщиной 5-20 мм в зависимости от времени выдержки. Бункер возвращается в исходное положение (рис. 2, в), излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с образовавшейся оболочкой 4 снимается с бункера и нагревается в печи (рис. 2, г) при температуре 350-400ºС в течение 1,5-2 мин, при этом термореактивная смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели специальными толкателями (штифтовые механизмы) (рис. 2, д). Аналогично получают вторую полуформу.
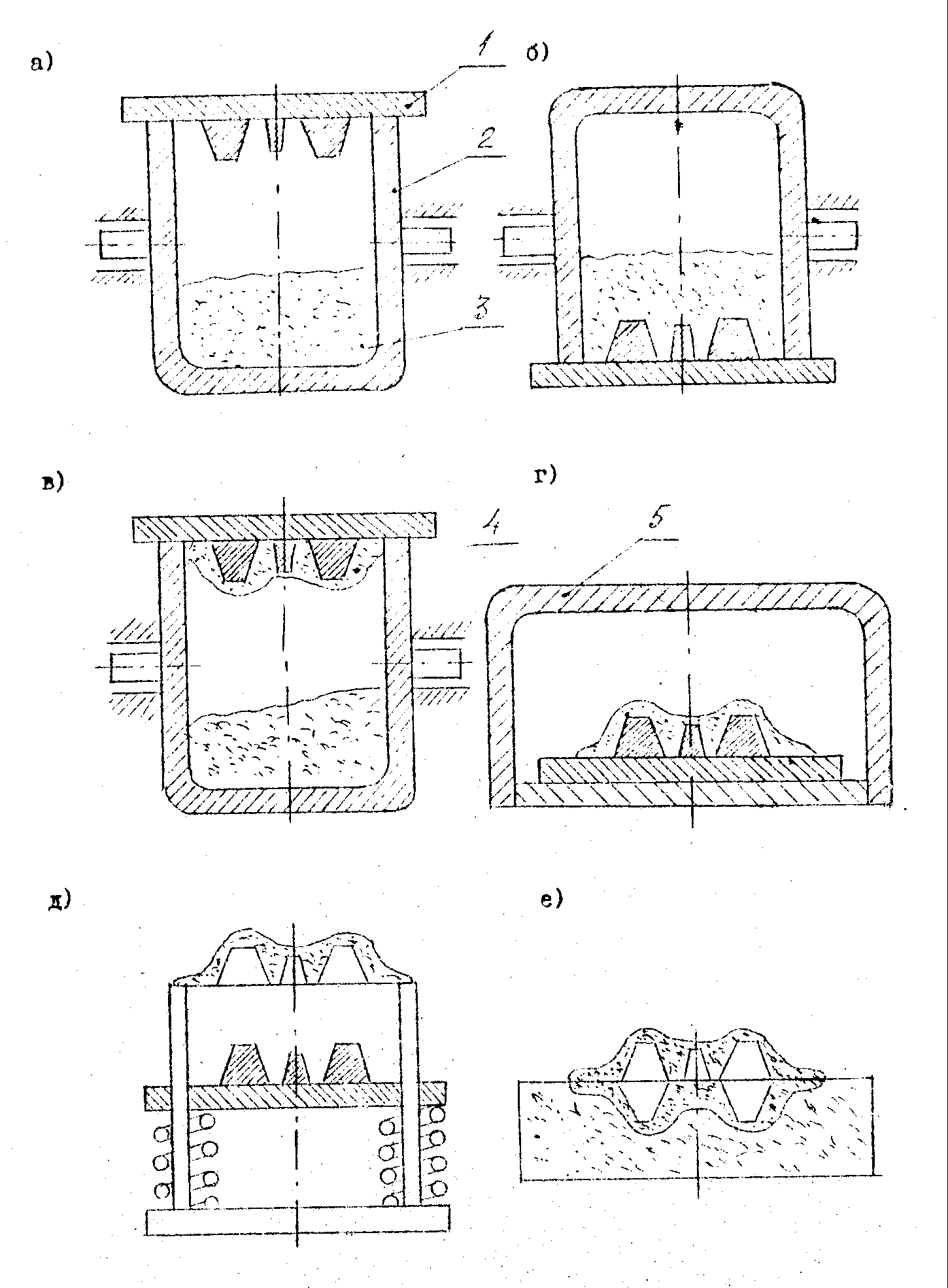
Рис.2. Схема технологического процесса
изготовления отливки в оболочковой форме
Сборка форм и подготовка к заливке
Готовые оболочковые формы получают путем соединения обеих полуформ механическим методом (используя скобы и струбцины) или химическим (склеивая быстротвердеющим клеем на специальных прессах). Литейные стержни устанавливают предварительно (рис. 2, е).
Заливка форм
Заливка форм производится в горизонтальном или вертикальном положении. Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают для заливки на слой песка.
Формы с вертикальной плоскостью разъема и крупные формы для предохранения от коробления и преждевременного разрушения оболочки при заливке расплава устанавливают в опоки-контейнеры и засыпают кварцевым песком или металлической дробью.
Подготовленную литейную форму заливают сплавом через литниковую систему.
Выбивка отливок
Процесс выбивки и освобождения отливок от песчано-смоляной смеси значительно облегчается благодаря тому, что после заполнения формы металлом и выгорания связующей смолы прочность формы теряется.
ОБЪЕКТЫ ИССЛЕДОВАНИЯ, ОБОРУДОВАНИЕ, МАТЕРИАЛЫ И НАГЛЯДНЫЕ ПОСОБИЯ
3.1. Модельная плита универсальная, модели.
3.2. Песчано-смоляная смесь.
3.3. Шнековый смеситель ШС-400.
3.4. Центробежные бегуны маятникового типа.
3.5. Сито для просеивания смеси.
3.6. Банка с разделительной жидкостью.
3.7. Металлическая щетка.
3.8. Наполнительная рамка, скобы.
3.9. Электропечь сопротивления.
3.10. Весы.
3.11. Алюминиевый сплав.
ЗАДАНИЕ НА РАБОТУ
Изготовить отливку из алюминиевого сплава методом литья в оболочковые формы.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
5.1. Ознакомиться с описанием работы.
5.2. Подготовить песчано-смоляную смесь.
5.3. Произвести подогрев модельной плиты до температуры 220-260 ºС.
5.4. Нанести слой разделительной жидкости на рабочую поверхность модельной плиты.
5.5. Нанести ровным слоем песчано-смоляную смесь на модельную плиту, выдержать 15-25 с, ссыпать излишки смеси в ящик.
5.6. Модельную плиту с образовавшейся оболочкой поместить в печь и выдержать в течение 1,2-2 мин при температуре 350-400 ºС.
5.7. Снять оболочковуюполуформу с модельной плиты.
5.8. Произвести сборку литейной формы: проставить в нижнюю полуформу стержни, накрыть верхней половиной и скрепить половинки стальными скобами.
5.9. Произвести заливку формы жидким металлом.
5.10. Выбить затвердевшую отливку.
СОДЕРЖАНИЕ ОТЧЕТА
6.1. Описание цели работы.
6.2. Описание технологии производства отливок в оболочковых формах.
6.3. Эскизы последовательности операций формовки при литье в оболочковые формы.
6.4. Оценка качества изготовленных литейной формы и отливки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
7.1. Каковы преимущества способа литья в оболочковые формы по сравнению с литьем в песчаные формы?
7.2. Из каких материаловизготавливают оболочковую форму?
7.3. В чем разница между не плакированной и плакированной формовочнойсмесью?
7.4. Каким образом осуществляется горячее и холодное плакированиеформовочной смеси?
7.5. Каковы основные этапы технологического процесса получения оболочковыхполуформ?
7.6. Какими способами осуществляется сборка форм?
7.7. Каковы особенности заливки сплава в формы с вертикальной плоскостью разъема?
7.8. Какова область применения литья в оболочковые формы?
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технология конструкционных материалов: учебник для студентов машиностроительных ВУЗов/ Под общей редакцией А.М. Дальского – М.: Машиностроение, 2003. – 512 с.
2. Колесов С.Н. Материаловедение и технология конструкционных материалов: Учебник для вузов/ C.Н. Колесов. – М.: Высшая школа, 2004. – 512 с.
3. Технология конструкционных материалов (Технологические процессы в машиностроении): учебник для студентов машиностроительных специальностей ВУЗов в 4 ч. / Под общей ред. Э.М. Соколова, С.А. Васина, Г.Г. Дубенского. – Тула, Издательство ТулГУ. – 2007.

