




Методические указания к
Лабораторной работе № 4
Литье в оболочковые формы
по дисциплине
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Направление подготовки:
Специальность:
Форма обучения очная
Тула 2017 г.
Методические указания к лабораторным работам составлены ассистентом Е.А. Страховой и обсуждены на заседании кафедры СЛиТКМполитехнического института
Протокол № 1 от «29» августа 2016 г.
Зав. кафедрой ______________________А.А. Протопопов
Методические указания к лабораторным работам пересмотрены и утвержденына заседании кафедры СЛиТКМполитехнического института,
протокол №___ от « » ________________ 20___ г.
Зав. кафедрой ______________________А.А. Протопопов
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
Ознакомление с технологическим процессом изготовления оболочковых форм.
ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Литье в оболочковые формы является одним из наиболее прогрессивных методов производства отливок из чугуна, стали и некоторых цветных сплавов, отличающихся повышенной точностью размеров и чистотой поверхности.
Сущность технологического процесса литья в оболочковые формы состоит в следующем: предварительно нагретую одностороннюю плиту с металлическими моделями покрывают формовочной смесью из песка и термореактивной искусственной смолы (пульвербакелита). Под действием тепла смола в слое смеси, прилегающем к модели и плите, плавится и на модельной плите образуется однородная полутвердая песчано-смоляная оболочка. После удаления избытка смеси модельная плита с образовавшейся на ней полутвердой оболочкой подвергается дополнительному нагреву в печи для отвердевания оболочки.
Твердую оболочку ‑полуформу снимают с помощью штифтового механизма с модельной плиты и соединяют с соответствующей ей другой оболочковой полуформой. При этом проставляют стержни, как при обычной формовке.Оболочковыеполуформы скрепляют между собой зажимами или склеивают по разъему.
Полученную оболочковую форму заливают в вертикальном или горизонтальном положении, затем выбивают затвердевшую отливку (рис. 1).
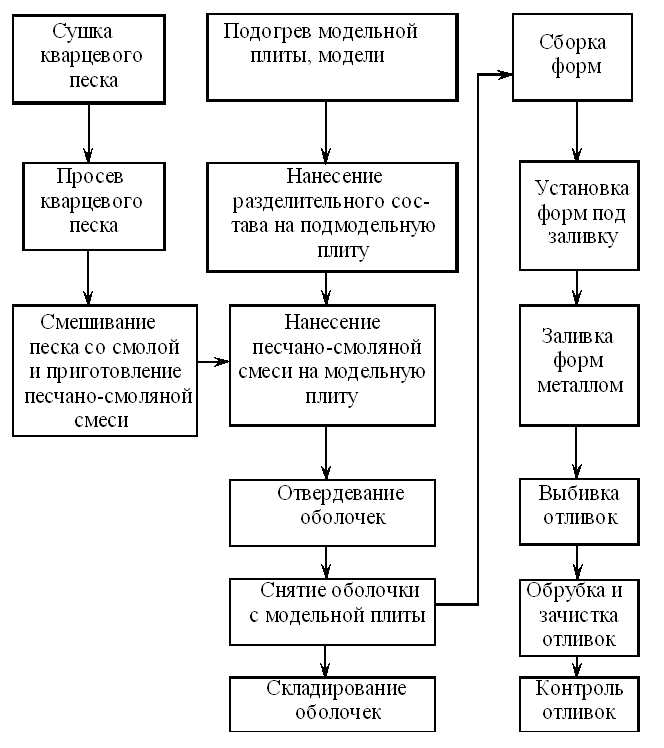
Рис. 1. Последовательностьопераций при изготовлении
отливок в оболочковых формах
Точность отливок достигает 0,3 - 0,5 мм на 100 мм, в особых случаях можно получить точность 0,2 мм на 100 мм. Припуски на механическую обработку могут быть уменьшены до 0,25 - 0,55 мм, чистота поверхности соответствует 4 - 6 классам. Чаще всего этим методом отливают изделия массой от 1 до 30 кг.
Благодаря высокой точности и чистоте поверхности отливок, объем механической обработки деталей сокращается до 40 - 50 % (в отдельных случаях механическая обработка может быть полностью исключена), снижается до 30 - 50 % масса заготовок, уменьшается до 50 % трудоемкость очистных и обрубных работ и в 8 - 10 раз оборот формовочных материалов.
Прочная, сухая и газопроницаемая оболочковая форма обеспечивает получение отливок без газовых раковин, перекосов, трещин, засоров и позволяет изготавливать отливки с более тонкими стенками (3-15 мм), чем при обычном литье.
Оболочковые формы негигроскопичны, хорошо выдерживают транспортировку, и их можно хранить длительное время.
Хорошие технологические свойства оболочковых форм позволяют заливать металл при более низкой температуре по сравнению с той, которая обычно рекомендуется для каждого сплава.
Способ литья в оболочковые формы является высокоэффективным для изготовления сложных тонкостенных отливок массой до 100 кг, отличается простотой оснастки и небольшими капитальными затратами на оборудование для механизации и автоматизации производства.
Недостатками данного способа литья являются:
1) высокая стоимость смоляных связующих;
2) повышенное выделение вредных химических веществ в ходе термического разложения смоляного связующего;
3) ограничения по массе отливок, т.к. для получения тяжелых отливокпрочность оболочек недостаточна.
Литье в оболочковые формы нашло применение во многих отраслях машиностроения (детали для автомобилей, тракторов, сельскохозяйственных машин) и приборостроения.
Приготовление формовочной песчано-смоляной смеси
Для изготовления оболочковых форм применяются следующие материалы:
1. Кварцевый песок (содержание окиси кремния должно быть не менее 96 %, глины ‑ до 2 % и окиси железа ‑ не более 1,05 %).
2. Пульвербакелит (смесь новолачной смолы с уротропином).
3. Технический фурфурол ‑ бесцветная, быстротемнеющая жидкость с приятным запахом. Температура кипения 162ºС. Получается обработкой разбавленными кислотами (серной, соляной) растительных материалов‑отрубей, опилок, лузги подсолнечника. Технический фурфурол ‑ растворитель пульвербакелита.
4. Силиконовая жидкость (кремнийорганические соединения) ‑ разделительная смазка.
5. Озокерит (горный воск) ‑ разделительная смазка.
6. Формальдегидная смола МФ - 17 ‑ состав для склеивания.
7. Ортофосфорная кислота или хлористый аммонит ‑ускорители для затвердевания клея.
8. Древесная мука или декстрин ‑ наполнители для клея.
Рекомендуемые рецептуры формовочных смесей приведены в таблице.
Для приготовления смеси применяют шнековый смеситель ШС - 400 или центробежные бегуны маятникового типа.
Загрузка компонентов смеси производится в следующейпоследовательности:
1. Перемешивание просушенного и просеянного крупного и мелкого песка‑ 5 мин.
2. Перемешивание песка с фурфуролом ‑ 1 - 1,5 мин.
3. Перемешивание смеси с пульвербакелитом‑ 5 мин.
Формовочная песчано-смоляная смесь может быть не плакированной и плакированной.
Таблица
Рецептура формовочных смесей
| Компоненты смеси, весовых частей | ||||||
| № смеси | Наименование смеси | Песок, г, 50/100 | Песок, г, 100/200 | Пульвер- бакелит | Фурфурол | |
| 1 | Для отливок из чугуна | 80 | 70 | 6 | 1,0-1,1 | |
| 2 | Для отливок из стали | _ | 100 | 7 | 1,1-1,2 | |
| 3 | Для отливок из алюминия | _ | 100 | 7 | 1,1 | |
В неплакированной смеси смола находится в порошкообразном состоянии. В смесители или бегуны, загружают сухой кварцевый песок 93 - 94 %, вводят увлажнитель, керосин, жидкий бакелит (0,2 - 0,5 %), перемешивают 5 - 7 мин. и вводят порошкообразную смолу ‑пульвербакелит(6 - 7 %). Смесь перемешивают в течение 10 - 16 мин. и просеивают.
В плакированной смеси зерна песка плакированы, т.е.покрыты пленкой твердой смолы. Такая смесь не расслаивается, формы имеют более высокую прочность, газопроницаемость. Плакированные смеси приготавливают горячим или холодным способом.
При горячем плакировании в смесители загружают нагретый до 100 - 120 ºС кварцевый песок и порошкообразный пульвербакелит. Смола плавится, обволакивает зерна песка, на их поверхности после охлаждения образуются пленки отвердевшей смолы.
При холодном плакировании вводимая в формовочную смесь смола растворяется в ацетоне, техническом спирте или других растворителях.
При перемешивании в бегунах зерна песка покрываются тонкой пленкой раствора, а после испарения растворителя‑ твердой пленкой смолы.
После перемешивания смесь сушат, просеивают и выдерживают 6 - 25 ч для выветривания остатков ацетона.

