




1. Задати первісну умовну величину програмного завдання випуску виробу на рік Nп (наприклад,  шт).
шт).
2. Визначити річну програму випуску виробів з урахуванням Nп за формулою:
 , (73)
, (73)
де Np – річна програма випуску виробів, шт.;
m – кількість деталей у виробі, шт.;
a – відсоток деталей, що йдуть на запасні частини,  ;
;
b – відсоток технічно неминучих виробничих втрат, що включає деталі, які йдуть на випробування механічних властивостей матеріалу, а також браковані деталі, 
3. Задати дійсний річний фонд часу роботи обладнання (наприклад,  год – при двозмінному режимі роботи підприємства).
год – при двозмінному режимі роботи підприємства).
4. Створити електронну таблицю в середовищі програмного забезпечення MicrosoftExcel по формі таблиці 5.2.
Таблиця 5.2 – Розрахунок коефіцієнта закріплення операцій
| Найменування операцій за ТП | Тшт | mр | Р | hзф | О |
| 1 | 2 | 3 | 4 | 5 | 6 |
| åР = | åО = |
5. Записати до графи 1 таблиці 5.2 перелік технологічних операцій, необхідних для виготовлення заданої деталі (маршрутний техпроцес).
6. До графи 2 записати штучний час або штучно-калькуляційний.
7. Виконати запис формули для визначення кількості верстатів mр у кожній комірці графи 3. Формула для визначення має наступний вигляд:
 , (74)
, (74)
де Тшт(шт-к) – штучний час або штучно-калькуляційний час, хв;
h зн – нормативний коефіцієнт завантаження обладнання.
Середнє значення нормативного коефіцієнту завантаження обладнання h зн слід приймати:
- для дрібносерійного виробництва –  ;
;
- для серійного виробництва –  ;
;
- для масового і багатосерійного виробництва –  .
.
8. Після запису в графи електронної таблиці по всіх операціях значень Тшт або Тшт-к і розрахунків кількості верстатів mр, встановлюємо прийняте число робочих місць Р, округляючи до найближчого більшого цілого числа отримане значення mр. Слід при цьому використовувати вбудовані функції прикладної програми Microsoft Excel.
9. Обчислити по кожній операції значення фактичного коефіцієнта завантаження робочого місця по формулі:
 . (75)
. (75)
10. Якщо значення фактичного коефіцієнта завантаження робочого місця h зф буде вищим за нормативне h зн, слід збільшити для даної операції кількість верстатів. Якщо на якихось операціях значення фактичного коефіцієнту завантаження робочого місця h зф виявляється значно нижчим за нормативне h зн, слід проаналізувати можливість дозавантаження робочого місця іншими, приблизно рівноцінними за трудомісткістю операціями. Тоді кількість операцій на даному робочому місці може бути збільшено, а в графу 6 таблиці 5.2 буде записано скориговане значення.
11. Кількість операцій, що виконуються на одному робочому місці, визначається за формулою:
 . (76)
. (76)
12. Після заповнення всіх граф електронної таблиці виконують розрахунок сумарного значення для операцій (åО =) і сумарного значення для робочих місць (åР =), використовуючи при цьому вбудовані функції підсумовування комірок прикладної програми Microsoft Excel.
13. Визначити коефіцієнт закріплення операцій за формулою (72).
14. Побудувати діаграму завантаження обладнання.
15. Програмний файл, який містить електронну таблицю, результати розрахунків і діаграму завантаження обладнання вивести на друк. Зробити висновки.
Контрольні питання
1. Який порядок виконання завдання розрахунку оптимальної програми випуску деталі, що розглядається, для заданих виробничих умов?
2. У чому сенс коефіцієнту закріплення операцій?
3. За якими критеріями оцінюється ефективність оброблення?
ЛАБОРАТОРНА РОБОТА № 6
Автоматизоване формування карт ескізів операцій механічного оброблення за допомогою CAD-систем
Мета роботи: отримання практичних навичок розробки карт ескізів операцій механічного оброблення з використанням засобів автоматизованих систем графіки.
Стислі теоретичні відомості
В умовах одиничного виробництва для формування карт ескізів операцій механічного оброблення раціональним може виявитися використання наявної на підприємстві CAD-системи. Зазвичай такі системи не мають в своєму складі шаблони карт технологічної документації, зокрема карти ескізів за ГОСТ 3.1105-84 форма 7. Такий шаблон може бути додатково доданий в бібліотеку шаблонів CAD-системи, що використовується.
Розглянемо використання CAD-системи КОМПАС для вирішення такого завдання. Файли шаблонів фрагмента креслення тут мають розширення .frt. Шаблон карти ескізів karta_esk.frt може знаходиться в будь-якому каталозі. Для створення карти досить завантажити шаблон в КОМПАС і зберегти його під новим ім’ям і розширенням фрагмента креслення .frw.
При оформленні карт ескізів операцій механічного оброблення необхідно звернути увагу на наступне:
1) лінії, що вказують поверхні, які оброблюються, повинні бути виділені більшою товщиною. У КОМПАС, якщо ескіз виконаний основною лінією, то поверхні, що оброблюються, повинні бути виконані потовщеною, а якщо ескіз виконаний тонкою лінією, то для оброблюваних поверхонь краще взяти основну. Конкретний варіант краще вибрати з урахуванням можливостей друкувального пристрою, що використовується;
2) необхідно вказати шорсткості поверхонь, які підлягають обробленню. Оскільки пропонований шаблон є фрагментом, а не кресленням, то значення незазначеної шорсткості потрібно ввести вручну. Для цього можна провести допоміжну лінію, і на ній розмістити знак шорсткості. Розмір знака та шрифту можна відрегулювати у полі властивостей;
3) вказуються габаритні і встановлювальні розміри деталі, що оброблюється. Для поверхонь, що оброблюютьсяна поточній операції, за допомогою функції «Задание размерной надписи» необхідно вказати поля допусків і значення відхилень;
4) всі необхідні при побудові карти ескізів технологічні позначення можуть бути взяті з однойменної бібліотеки КОМПАС (див. рис.6.1,6.2). Приклад виконаної карти ескізів наведено на рис. 6.3.

Рисунок 6.1 – Виклик бібліотеки технологічних позначень в КОМПАС

Рисунок 6.2 – Приклад використання бібліотеки технологічних позначень

Рисунок6.3 – Приклад карти ескізів, виконаної в КОМПАС
Хід роботи
1. Завантажити систему КОМПАС.
2. Завантажити файл шаблону.
3. Зберегти шаблон у вигляді фрагмента креслення, присвоївши ім’я, що вказує на номер і найменування операції.
4. Виконати ескізи 2-х операцій механічного оброблення для заданої деталі.
Зміст звіту
1. Назва та мета роботи.
2. Роздруківки 2-х карт ескізів операцій механічного оброблення заданої деталі.
3. Висновки.
Контрольні питання
1. Правила оформлення карт ескізів операцій механічного оброблення.
2. Засоби КОМПАС, задіяні при кресленні деталі.
3. Методика проставляння необхідних значень розмірів на ескізі, засобами КОМПАС.
4. Які бібліотеки можуть бути використані при побудові карти ескізів?
ЛАБОРАТОРНА РОБОТА № 7
Розроблення маршрутно-операційної технології в середовищі
САПРТП ВЕРТИКАЛЬ
Мета роботи: отримання практичних навичок розроблення маршрутно-операційних ТП засобами системи ВЕРТИКАЛЬ в діалоговому режимі.
Стислі теоретичні відомості
Система ВЕРТИКАЛЬ компанії «АСКОН» (м.Санкт-Петербург) в даний час являє собою одну з найбільш потужних систем автоматизованого проектування технологічних процесів, орієнтовану на технологічну підготовку вітчизняного виробництва. Система вирішує більшість завдань автоматизації технологічної підготовки виробництва [4, 5]. ВЕРТИКАЛЬ може використовуватися як автономно, так і в складі єдиного інформаційного простору підприємства спільно з системою конструкторської підготовки КОМПАС і системою управління інженерними даними ЛОЦМАН:PLM.
В системі ВЕРТИКАЛЬ можливі наступні методи створення технологічного процесу (ТП):
- діалоговий режим наповнення дерева ТП операціями і переходами з використанням баз даних системи;
- проектування наповненням дерева конструкторсько-технологічних елементів (КТЕ) з отриманням планів оброблення;
- проектування на основі техпроцесу-аналога;
- проектування з використанням бібліотеки часто повторюваних технологічних рішень;
- проектування на основі типового/групового техпроцесу.
Технолог може використовувати оптимальне для конкретної ситуації поєднання методів проектування.
Система дозволяє виконувати розроблення індивідуальних і типових/групових технологічних процесів виготовлення деталі або складальної одиниці для всіх типів виробництва відповідно до ЕСТД. При необхідності засоби адміністрування дають можливість розробляти власні вихідні форми за вимогами стандарту підприємства. Комплект технологічної документації може бути виведений в форматах MS Excel, *. pdf, *. emf і *. tiff.
Крім індивідуальної роботи ВЕРТИКАЛЬ дозволяє виконувати колективне проектування техпроцесу групою технологів. Бази даних можуть знаходитися як на локальній станції, так і на сервері.
Інтерфейс системи легко сприймається користувачем. Система надає добре опрацьовані засоби навчання у вигляді довідкової системи і спеціально підготовлених уроків в форматі *. chm.
Файли технологічних процесів, розроблених в системі ВЕРТИКАЛЬ, мають розширення *.vtp (одиничний ТП) і *.ttp (типовий/груповий ТП).
В системі ВЕРТИКАЛЬ для організації даних про технологічні процесизастосовується підхід, який базується на об’єктній моделі представлення та опрацювання інформації. Ця модель має в своєму складі, крім традиційної технологічної, ще й конструкторську частину(рис.7.1).
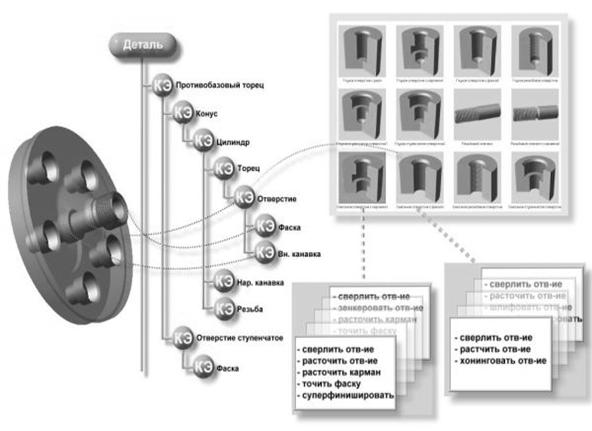
Рисунок 7.1 – Об’єктна модель, яка містить інформацію про переходи
«Технологічну» частину моделі складають відомості про операції, переходи, використане оснащення. У «конструкторській» частині моделі відображаються склад і структура поверхонь деталі, що оброблюються. Об’єкти, що використовуються, «переходи» і «конструктивні елементи», мають двосторонні зв’язки, що дозволяє визначати список переходів по кожній поверхні і склад поверхонь, що обробляються на окремих технологічних операціях. Особливістю даної моделі є успадкування об’єктом «переходи» властивостей двох інших об’єктів, «операції» і «конструктивні елементи», що дозволяє отримати об’єктну модель на технологічний процес, пов’язану з конструкцією деталі.
Основні терміни САПРТП ВЕРТИКАЛЬ
Дерево – ієрархічне уявлення інформації, коли до складу одного об’єкту входять інші, підлеглі йому. Наприклад, Операція → Перехід → Інструмент.
Конструкторсько-технологічний елемент (КТЕ) – елементарна поверхня (площина, циліндр тощо) або сукупність елементарних поверхонь, що мають загальне конструктивне призначення (фаска, канавка тощо) і характеризуються загальним маршрутом виготовлення.
Поняття «конструкторсько-технологічні елементи» дає користувачеві можливість охопити всю необхідну для проектування ТП інформацію.
Атрибут – іменована властивість елементуаТП. Наприклад, атрибутами деталі можуть бути розміри, форма, матеріал, а також вид обробленнята ін. Набір атрибутів залежить як від самого елемента, що розглядається, так і умов його використання.
Основні елементи інтерфейсу
Інтерфейс ВЕРТИКАЛЬ складається зі звичайних для Windows елементів управління (рис. 7.2). При наведенні курсором на кожну кнопку панелі інструментів з’являється текстова підказка (hint).
 |

Рисунок 7.2 – Основні елементи інтерфейсу ВЕРТИКАЛЬ
До складу компонентів дерева КТЕ (ТП) входить саме дерево КТЕ (ТП) і вкладки дерева КТЕ (ТП).
До складу компонентів дерева комплектування входять перелік об’єктів комплектування і вкладки дерева комплектування (з’являється після створення або відкриття файлу ТП складання).
До складу компонентів дерева типового/групового технологічного процесу (ТТП/ГТП) входять перелік деталей/складальних одиниць (ДСО) і кореневий елемент загальних даних, причому під кожною ДСО розташовується ТП її виготовлення і вкладки дерева ТТП/ГТП (з’являється після створення або відкриття файлу типового/групового ТП).
До складу компонентів дерева повідомлень про зміну (ПЗ) входять список повідомлень про зміни і вкладки дерева ПЗ.
Всі вікна мають рухливі рамки («сплітери»), які дозволяють налаштувати розмір вікна будь-якого з компонентів за допомогою переміщення затиснутого курсору лівою кнопкою миші на сплітеріу нове положення
Проектування технологічного процесу в САПРТП ВЕРТИКАЛЬ
Вхід до навчальної версії системи ВЕРТИКАЛЬ виконується під ім’ям Адміністратор з паролем 111. Такий високий пріоритет дає можливість вивчити всі особливості системи.
Для вибору вже існуючого ТП потрібно вибрати в основному меню Файл / Открыть, для новостворюваного Файл/Создать/ТПнадеталь. В останньому випадку необхідно внести загальну інформацію про ТП (рис. 7.3). Для виконання робіт з ТП його необхідно зберегти в доступний студенту каталог.

Рисунок7.3– Введення загальної інформації про ТП, що проектується
Інформацію про деталі можна ввести безпосередньо за допомогою вкладки «Атрибуты» у вікні вкладок дерева ТП (рис.7.4).
Найпростішим методом створення ТП в системі ВЕРТИКАЛЬ є діалоговий режим наповнення дерева ТП операціями і переходами з використанням баз даних системи.
Для додавання операції підведіть курсор до найменування деталі у вікні дерева ТП і натисніть праву кнопку миші. З меню, що з’являється, виберіть «Добавить операцию» (рис. 7.5). У вікні Універсального технологічного довідника (УТД) вибрати категорію «Обработкарезанием», а потім уточнити необхідну операцію (рис. 7.6). Для вибору натиснути на кнопку  «Применить» на панелі інструментів довідника або скористатися комбінацією клавіш Ctrl+Enter.
«Применить» на панелі інструментів довідника або скористатися комбінацією клавіш Ctrl+Enter.

Рисунок 7.4 – Вкладка «Атрибуты» вікна вкладок дерева ТП

Рисунок 7.5 – Додавання операції в ТП

Рисунок 7.6 – Вибір конкретної операції
Для додавання обладнання на операції підведіть курсор до назви операції у вікні дерева ТП і натисніть праву кнопку миші. З меню, що з’явиться, виберіть «Добавить/Станок» (рис. 7.7). У вікні УТД вибрати необхідний тип обладнання і конкретну модель (рис. 7.8). За замовчуванням система пропонує тільки обладнання, яке використовується на обраній операції (галочка під відміткою «Использовать» на вкладці «Объекты фильтрации»). Якщо є необхідність отримати доступ до всієї бази обладнання, потрібно зняти цю галочку. Те саме стосуватиметься і вибору технологічного оснащення (рис. 7.9).
Додавання з УТД може виконуватися звичайним «перетягуванням» за допомогою миші.

Рисунок 7.7 – Додавання обладнання до ТП

Рисунок 7.8 – Вибір моделі верстату

Рисунок 7.9 – В и б і р верстатногопристосування
Додавання тексту допоміжних і основних переходів з УТД здійснюється аналогічно. Потрібно лише послідовно уточнити умови (рис. 7.10). Пристосування, ріжучий і вимірювальний інструмент можуть бути додані до конкретних переходів, а також до операції в цілому.

Рисунок 7.10 – Складання тексту переходу
Значення розмірів до тексту переходу можуть бути додані в режимі прямого редагування. У цьому випадку вони є просто частиною тексту. Редактор тексту переходу дозволяє після натискання клавіші «Пробіл» після кожного введеного слова видавати перелік слів і їх поєднань, які можуть бути використані на даному переході. Для цього потрібно включити кнопку  «Вкл./выкл. а втоматическое открытие словаря». Щоб додати до словника відсутнє слово або словосполучення служить кнопка
«Вкл./выкл. а втоматическое открытие словаря». Щоб додати до словника відсутнє слово або словосполучення служить кнопка  «Добавить выделенное слово в словарь». Вставити в текст переходу позначення діаметра, відсотки тощоможна за допомогою кнопки
«Добавить выделенное слово в словарь». Вставити в текст переходу позначення діаметра, відсотки тощоможна за допомогою кнопки  «Вставитьспец.символ» (рис. 7.11).
«Вставитьспец.символ» (рис. 7.11).

Рисунок 7.11 – Додавання розміру до тексту переходу
Значення параметрів переходу можна подивитися на вкладці «Текст перехода». Галочка у полі «Окончательный параметр» вказує, що даний розмір підлягає контролю (рис. 7.12).

Рисунок 7.12 – Відображення властивостей параметрів в тексті переходу
Для видалення операції, переходу чи будь-якого іншого елементуТП служить кнопка  панелі інструментів дерева ТП. Є також команда «Удалить» контекстного меню. Для переміщення елементуТП по дереву служать кнопки
панелі інструментів дерева ТП. Є також команда «Удалить» контекстного меню. Для переміщення елементуТП по дереву служать кнопки  «Переместить выше» і
«Переместить выше» і  «Переместить ниже».
«Переместить ниже».
Щоб скопіювати/вставити елемент ТП можна скористатися відповідними командами меню Правка. Для копіювання елементуТП в потрібне місце дерева ТП можна також перетягнути його мишею, одночасно тримаючи клавішу Ctrl. Для скасування помилкової дії, крім однойменної команди меню Правка, використовується стандартна для Windows комбінація клавіш Ctrl+Z.
Хід роботи
1. Ознайомитися з Азбукою ВЕРТИКАЛЬ (уроки 1-4) [5].
2. Запустити ВЕРТИКАЛЬ через меню «Пуск». Увійти в систему за вказаним викладачем ім’ям і паролем.
3. Створити проект для розроблення технологічного процесу механічного оброблення заданої деталі. Ввести необхідну інформацію.
4. Розробити три різних операції механічного оброблення заданої деталі. Проектування виконати в діалоговому режимі з використанням бази даних Універсального технологічного довідника.
Зміст звіту
1. Назва та мета роботи.
2. Ескіз деталі.
3. Образи екрану з ілюстрацією процесу розробки і видом розроблених операцій.
4. Висновки.
Контрольні питання
1. Методи проектування нових технологічних процесів, що підтримуються системою ВЕРТИКАЛЬ.
2. Об’єктна модель подання та опрацювання інформації в системі ВЕРТИКАЛЬ.
3. Основні елементи інтерфейсу системи ВЕРТИКАЛЬ.
4. Порядок дій при створенні проекту технологічного процесу механічного оброблення.
5. Порядок дій при проектуванні техпроцесу з використанням діалогового режиму.
6. Порядок додавання розмірів до тексту переходу.
7. Засоби редагування операцій і маршруту в системі.
ЛАБОРАТОРНА РОБОТА № 8
Визначення режимів різання і норм часу в середовищі ВЕРТИКАЛЬ
Мета роботи: отримання практичних навичок автоматизованого визначення режимів різання і норм часу на основні операції механічного оброблення засобами системи ВЕРТИКАЛЬ.
Стислі теоретичні відомості
Як і більшість сучасних САПРТП, ВЕРТИКАЛЬ дає можливість проводити розрахунки режимів різання в автоматизованому режимі. Для цього призначений спеціальний розрахунковий модуль «Система розрахунку режимів різання». Необхідно, щоб в операції були обов’язково вказані обладнання, що застосовується, оснащення та інструмент, а також був обраний код блоку розрахунків [5].
Код блоку розрахунків дозволяє уточнити вид виконуваних робіт в тих випадках, коли це не є очевидним. Наприклад, токарнеоброблення може містити: зовнішнє точіння, підрізання, розточування, прорізання таін. У всіх інших випадках код блоку розрахунків присвоюється переходуавтоматично за значенням атрибутів переходу.
Виконати визначення режимів різання можна з контекстного меню, що відноситься до ріжучого інструменту (рис. 8.1). Код блоку розрахунків вибирається натисканням однойменної кнопки на панелі виклику довідників. У вікні, що відкриється, необхідно послідовно вибрати необхідний вид оброблення (рис. 8.2). Для вибору слід натиснути кнопку «Применить».

Рисунок 8.1 – Додавання режимів різання на перехід

Рисунок 8.2 – Вибір коду блоку розрахунків
У діалоговому вікні розрахунку режимів різання (рис. 8.3) необхідно ввести параметри поверхні, яка піддається обробленню, величину припуску, глибину різання. Система автоматично визначить кількість проходів, необхідних для оброблення поверхні з заданими параметрами. Число проходів можна вибирати самостійно. У правій частині вікна з’являться результати розрахунків, у разі необхідності можна внести деякі корективи і перерахувати режими заново.
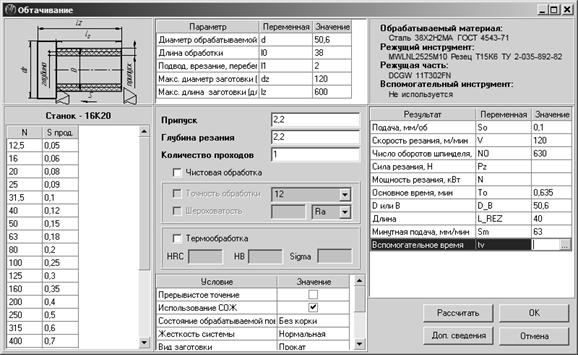
Рисунок 8.3 – Діалогове вікно розрахунку режимів різання
Допоміжний час на перехід може бути введено або розраховано. Для розрахунку потрібно активізувати відповідне поле діалогового вікна розрахунків режимів різання і натиснути на кнопку  . Лишається лише вибрати потрібні значення в формі, що з’явилася (рис. 8.4).
. Лишається лише вибрати потрібні значення в формі, що з’явилася (рис. 8.4).

Рисунок 8.4 – Діалогове вікно розрахунку допоміжного часу
Для кожного виду операцій передбачений свій набір даних, необхідних для розрахунку. Система розрахунку режимів різання може настроюватися. У модулі налаштовані алгоритми розрахунку режимів механічного оброблення згідно з загальномашинобудівними нормативами [2].
З операціями можуть бути співвіднесені ескізи оброблення. Вони можуть бути виконані у вигляді файлів практично всіх основних видів графічних форматів. Найбільш зручним є формат фрагментів креслень КОМПАС (*.frw). Такі ескізи легко можуть бути отримані з креслень КОМПАС (*.cdw) або з інших ескізів. Для цього можуть бути використані кнопки панелі інструментів вкладки «Эскиз» з дерева ТП.
Хід роботи
1. Ознайомитися з Азбукою ВЕРТИКАЛЬ (урок 6) [5].
2. Запустити ВЕРТИКАЛЬ через меню «Пуск». Увійти в систему за вказаним викладачем ім’ям і паролем.
3. Визначити режими різання і виконати нормування розроблених операцій.
Зміст звіту
1. Назва та мета роботи.
2. Ескіз деталі.
3. Образи екрану з видом дій, що виконуються.
4. Висновки.
Контрольні питання
1. Призначення коду блоку розрахунків.
2. Способи визначення кількості проходів.
3. Як виконати повторний розрахунок режимів різання?
4. Порядок розрахунку допоміжного часу.
ЛАБОРАТОРНА РОБОТА № 9
Формування вихідної документації у середовищі ВЕРТИКАЛЬ
Мета роботи: отримання практичних навичок формування комплекту технологічної документації засобами системи ВЕРТИКАЛЬ.
Стислі теоретичні відомості
Після закінчення процесу проектування технологічного процесу необхідно сформувати комплект технологічної документації, куди будуть входити операційні та маршрутні карти, відомості обладнання та оснащення. Вибір набору документів, що входять до комплекту, здійснюєтьсяу вкладці «Комплект карт» дерева ТП (рис. 9.1) [5].

Рисунок 9.1 – Вибір набору документів для комплекту технологічної документації
За допомогою кнопок панелі інструментів можна змінювати послідовність документів у комплекті, додавати і видаляти шаблони, змінювати їх параметри тощо. При натисканні кнопки  «Добавить шаблон» можна додати до комплекту відсутню в ньому форму (рис. 9.2).
«Добавить шаблон» можна додати до комплекту відсутню в ньому форму (рис. 9.2).

Рисунок 9.2 – Додавання шаблону до комплекту
За замовчуванням всі операції ТП будуть входити до комплекту документації. Якщо необхідно видалити конкретну операцію з комплекту карт, то необхідно виділити курсором задану операцію, а потім на вкладці «Карты» зняти галочки з рядків відповідних документів (рис. 9.3).
На вкладці «Предпросмотр карт» можна попередньо подивитися, як буде виглядати текст операції в технологічних картах до остаточного формування (рис. 9.4).

Рисунок 9.3 – Вибір набору карт для конкретної операції

Рисунок 9.4 – Попередній перегляд документації
Після налаштування всіх параметрів створення комплекту технологічної документації можна приступати до її формування. Для цього на головній панелі інструментів необхідно натиснути на кнопку  «Формирователь карт ВЕРТИКАЛЬ». У вікні майстра формування технологічної документації (рис. 9.5) необхідно встановити галочки у відповідних комірках і натиснути на кнопку «Старт». Результати будуть знаходитися у вікні редактора вихідних документів (рис. 9.6). Потім слід зберегти сформований комплект документації. За замовчуванням ВЕРТИКАЛЬ зберігає документи в своєму форматі (*.vrp), але виконується також і експорт у (*.pdf, *.emf, *.tiff) і формат Microsoft Excel.
«Формирователь карт ВЕРТИКАЛЬ». У вікні майстра формування технологічної документації (рис. 9.5) необхідно встановити галочки у відповідних комірках і натиснути на кнопку «Старт». Результати будуть знаходитися у вікні редактора вихідних документів (рис. 9.6). Потім слід зберегти сформований комплект документації. За замовчуванням ВЕРТИКАЛЬ зберігає документи в своєму форматі (*.vrp), але виконується також і експорт у (*.pdf, *.emf, *.tiff) і формат Microsoft Excel.

Рисунок 9.5 – Майстер формування технологічної документації

Рисунок 9.6 – Вікно редактора вихідних документів
Хід роботи
1. Ознайомитися з Азбукою ВЕРТИКАЛЬ (уроки9, 10) [5].
2. Запустити ВЕРТИКАЛЬ через меню «Пуск». Увійти в систему за вказаним викладачем ім’ям і паролем.
3. Отримати і роздрукувати комплект технологічної документації.
Зміст звіту
1. Назва та мета роботи.
2. Ескіз деталі.
3. Розроблений комплект технологічної документації: титульний лист, МК і ОК на ТП оброблення деталі.
4. Висновки.
Контрольні питання
1. Форми технологічної документації, що використовуються в системі, їх подання.
2. Порядок вибору форм технологічних документів (додавання шаблонів в комплект документації).
3. Налаштування шаблонів технологічних документів.
4. Як виключити операцію з технологічних документів?
5. Порядок роботи з Майстром формування технологічної документації ВЕРТИКАЛЬ.
ЛАБОРАТОРНА РОБОТА № 10
Розроблення маршрутно-операційної документації в середовищі СПРУТ ТП
Мета роботи: отримання практичних навичок розроблення маршрутно-операційних ТП засобами системи СПРУТ-ТП в діалоговому режимі.
Стислі теоретичні відомості
Система СПРУТ-ТП російської компанії «СПРУТ-Технологія» (м. Набережні Челни) призначена для інформаційної підтримки процесу технічного проектування і автоматизації розроблення технологічних процесів [6].
Як і інші системи технологічної підготовки СПРУТ-ТП дозволяє:
- управляти процесом технологічного проектування;
- автоматизувати розроблення і нормування технологічних процесів;
- формувати технічну документацію: від конструкторської специфікації до виробничих документів;
- готувати дані для систем управління і планування.
У той же час програмний продукт СПРУТ ТП має низку особливостей, які роблять роботу технолога швидшою і ефективнішою за рахунок рішень по цілому ряду параметрів.
У СПРУТ-ТП робота ведеться безпосередньо з документами, що дозволяє їх швидко створювати і редагувати. СПРУТ-ТП володіє продуманим інтерфейсом, основні особливості якого полягають у наступному:
- робота ведеться з комплектом активних документів;
- проектування ТП ведеться одночасно з його оформленням – на екрані відразу видно те, що буде надруковано;
- дерево ТП формується автоматично на основі активних документів – створювати модель для отримання звітів документів не вимагається;
- вбудований широкий набір сервісних функцій, що полегшує про-процес формування документації – від підбору інформації з електронних довідників до застосування автоматичних рішень.
Швидкість освоєння системи досить висока, так як:
- активний документ – це інтерфейс системи, знайомий технологу;
- в системі продумана ергономіка – «все під рукою»;
- є вбудований підручник з відеороликами.
Система СПРУТ-ТП має високий рівень автоматизації завдяки функціям:
- автоматичного пошуку і застосування системою рішень, що отримані в раніше виконаних проектах;
- автоматизованого проектування ТП на основі шаблонів з умовами та параметрами;
- автоматизованого проектування широкого спектру операцій з вибором устаткування, тексту переходів, підбором інструменту, розрахунком режимів оброблення і норм часу на основі наявних технологічних баз знань;
- автоматичного формування зведених відомостей і специфікацій на технологічний процес, виріб або замовлення.
Система СПРУТ-ТП містить комплекти документації на більшість видів ТП, в першу чергу на механічне оброблення і складання. Всього в системі більше 200 форм документів. Нові форми документів швидко створюються за допомогою Редактору бланків без програмування. Для оформлення ескізів СПРУТ-ТП інтегрована з SolidWorks (*.slddrw), AutoCAD (*.dwg, *.dxf), КОМПАС (*.cdw, *.frw) і іншими системами за стандартними форматами обміну (*.dxf, *.emf, *.wmf, *.jpg, *.bmp). ГнучкеналаштуванняСПРУТ-ТП і велика кількість видів технологічних процесів і документів дозволяє охоплювати всі технологічні переділи.
Модулі автоматизованого проектування і нормування операцій в СПРУТ-ТП створені за допомогою інструменту Генератор баз знань SprutExPro, в якому знання і розрахунки вводяться без програмування. Такий підхід дозволяє швидко створювати електронні нормативи, тому вдалося охопити широкий спектр проектованих операцій. Тут проектуються операції, підбирається устаткування, формуються тексти переходів, розраховуються припуски на оброблення, підбираються інструменти, розраховуються режими оброблення і часи Тп-з, Тшт, То, Тд.
В системі СПРУТ-ТП можливі наступні методи створення технологічного процесу, які технолог зазвичай комбінує, в залежності від конкретної ситуації:
- діалоговий режим наповнення ТП операціями і переходами з використанням баз даних системи;
- проектування на основі існуючого техпроцесу або фрагментів декількох технологічних процесів;
- проектування індивідуального техпроцесу за допомогою ревізії типового/групового;
- автоматичне проектування індивідуального техпроцесу на основі аналізу типового/групового техпроцесу з умовами та параметрами.
Запуск системи СПРУТ-ТП здійснюється за допомогою подвійного натискання на ярлик  . Вхід до навчальної версії системи СПРУТ-ТП виконується під користувачем Технолог (СПРУТ ТП/ОГТ/Технолог) з паролем 1 (за замовчуванням для всіх користувачів) (рис. 10.1).
. Вхід до навчальної версії системи СПРУТ-ТП виконується під користувачем Технолог (СПРУТ ТП/ОГТ/Технолог) з паролем 1 (за замовчуванням для всіх користувачів) (рис. 10.1).

Рисунок 1 0. 1 – Вікно входу в систему СПРУТ-ТП
Після входження в систему відкриється Менеджер проектів. Для створення деталі необхідно в дереві Менеджеру проектів вибрати вкладку Деталь і натиснути кнопку «Создать объект». Потім необхідно вибрати пункт Деталь, після чого з’явиться вікно «Новый объект: Деталь». У цьому вікні в полях «Обозначение» і«Наименование» необхідно ввести дані креслення (рис. 10.2), а також «Создать связь». Ця функція дозволяє здійснити прямий зв’язок деталі і всіх створених для неї документів. Після натискання кнопки «ОК» в Менеджері проектів з’явиться нова деталь.

Рисунок 1 0. 2 – Вікно створення нового об’єкту
Для створення ТП механічного оброблення деталі необхідно вибрати створену раніше Деталь і натиснути кнопку «Создать объект». Потім необхідно вибрати пункт «ТПобобщенный и механообработки», після чого з’явиться вікно «Новый объект: ТП обобщенный и механообработки». У цьому вікні в полях «Обозначение» і«Наименование» необхідно ввести дані ТП, а також «Создать связь». Після натискання кнопки «ОК» в Менеджері проектів з’явиться новий техпроцес.
Розглянемо інтерфейс системи СПРУТ-ТП (рис. 10.3).
У вікні розташовані такі кнопки:
- «Менеджер проектов»  , за допомогою якого можливо перейти до поточних проектів або створити новий;
, за допомогою якого можливо перейти до поточних проектів або створити новий;
- «Сохранить проект»  ;
;
- «З акрыть проект»  ;
;
- «Печать»  ;
;
- «Увеличение, уменьшение»  ;
;
- «Документ по ширине»  , вирівнює поточне вікно по ширині робочого вікна;
, вирівнює поточне вікно по ширині робочого вікна;
- «Режим ленты»  ;
;
- «Поиск и замена по документу»  ;
;
- «Увеличить, уменьшить размер шрифта»  ;
;
- «Вставить строку выше текущей»  ;
;
- «Удалить строку»  ;
;
- «Вставить строку ниже текущей»  ;
;
- «Добавить строку в конце документа»  .
.

Рисунок 1 0. 3 – Головне вікно системи СПРУТ-ТП
Для відкриття Менеджеру проектів, слід натиснути на відповідну кнопку. У вікні (рис. 10.4) знаходяться дві панелі: основна і бічна. На основній панелі розташовані наступні кнопки:
- «Создать объект»  ;
;
- «Создать объект и связать с текущим»  ;
;
- «Переименовать объект»  ;
;
- «Открыть»  ;
;
- «Удалить в корзину»  ;
;
- «На уровень вверх»  ;
;
- «Обновить»  ;
;
- «Фильтр видимости объектов по типам»  ;
;
- «Фильтр видимости свойств объектов»  ;
;
- «Применить фильтр объектов»  ;
;
- «Показать фильтр объектов»  .
.

Рисунок 1 0. 4 – Вікно менеджера проектів системи СПРУТ-ТП
На бічній панелі розташовані такі кнопки:
- «Папка»  ;
;
- «Заказ (изделие»)  ;
;
- «Сводные ведомости»  ;
;
- «Управление процессом разработки документации»  ;
;
- «Учет производства»  ;
;
- «Комплекс»  ;
;
- «Сборочная единица»  ;
;
- «Деталь»  ;
;
- «Стандартное изделие»  ;
;
- «Прочее изделие»  ;
;
- «Материал»  ;
;
- «Комплект»  ;
;
- «ТП обобщенный и механообработки»  ;
;
- «ТП сборки»  ;
;
- «ТП холодной штамповки»  ;
;
- «ТП ковки и горячей штамповки»  ;
;
- «ТП литья»  ;
;
- «ТП термической обработки»  ;
;
- «ТП покрытий»  ;
;
- «ТП сварки»  ;
;
- «ТП пайки»  ;
;
- «ТП изготовления изделий из пластмасс и резины»  ;
;
- «ТП изготовления печатных плат»  ;
;
- «Группа шаблонов ТП»  ;
;
- «ТП с условиями и параметрами (шаблоны ТП)»  ;
;
- «ТТП обобщенный и механообработки»  ;
;
- «Операция тех. процесса»  ;
;
- «Оборудование операции»  ;
;
- «Переход операции»  ;
;
- «Операция по классификатору»  ;
;
- «Оборудование по классификатору»  ;
;
- «Профессия по классификатору»  ;
;
- «Инструмент по классификатору»  .
.
У всіх документах системи СПРУТ-ТП поля, виділені сірим кольором, доступні для редагування. Поля можуть бути однорядковими і багаторядковими. Якщо підвести покажчик миші до потрібного поля, внизу екрану в рядку стану можна побачити назву даного поля.
Клікнувши по полю мишкою, можна увійти в будь-яке з них і з клавіатури вписати необхідну інформацію. В деякі поля, наприклад «Масса детали», «Масса заготовки», «Количество деталей» та ін. Можна ввести тільки цифри. Також система «знає» призначення стандартних полів документів, і може заповнювати їх самостійно. Для виконання автозаповнення шапки документа необхідно увійти в підменю «Настройки» головного меню і вибрати рядок «Автозаполнение поля документов», де ввести додаткову інформацію про підприємство і виконавця. Після цього слід натиснути кнопку «Заполнить шапку документа».
Після створення нового проекту або внесення змін в існуючий проект необхідно виконати його збереження. Збереження здійснюється натисканням кнопки «Сохранить проект» наосновній панелі інструментів (або командою «Сохранить проект» в підміню «Файл»). При цьому всі зміни, зроблені в проекті, будуть збережені в базу даних системи СПРУТ-ТП.
Для складання і редагування маршруту можливе використання 4 кнопок на панелі інструментів («Вставить строку выше текущей»; «Удалить строку»; «Вставить строку ниже текущей»; «Добавить строку в конец документа»). Також можливе редагування маршруту використовуючи функції меню «Правка».
При натисканні кнопки «Вставить строку ниже текущей» можливий вибір типу інформації, що додається. Після додавання операції здійснюється вибір типу операції із запропонованих груп на лівій бічній панелі (рис. 10.5). Додавання рядка обладнання, переходу, оснащення, матеріалу, складальної одиниці і вибір їх змісту здійснюється таким же чином.

Рисунок 1 0. 5 – Вікно створення нового об’єкту
Для нумерації рядків необхідно у створеному технологічному процесі натиснути на кнопку «Оформление документов»  , у спливаючому вікні вибрати пункт Пронумеровать строки.
, у спливаючому вікні вибрати пункт Пронумеровать строки.
Для створення операційних карт (ОК) і карт ескізів (КЕ) слід відкрити технологічний процес, перейти на вкладку «Маршрутная карта» і натиснути на кнопку «Создать операционную карту»  або «Создать карту эскизов»
або «Создать карту эскизов»  .
.
Після цього СПРУТ-ТП запропонує вибрати операції, перераховані в маршрутній карті, на які потрібно створити карти ескізів. Наприклад, в даній маршрутній карті всього одна операція (рис. 10.6).

Рисунок 1 0. 6 – Вікно створення КЕ
Після проставлення галочки навпроти операції і натискання кнопки «ОК», з’явиться меню вибору бланка «Карта эскизов» (рис. 10.7).

Рисунок 1 0. 7 – Вікно вибору бланку документа
Після вибору відповідного бланку карта ескізів буде створена.
Для створення операційної карти слід натиснути на кнопку , вибрати операцію, після чого натиснути «ОК» (рис. 10.8).
Рисунок 1 0. 8 – Вікно створення операційної карти
Після проставлення галочки навпроти операції і натискання кнопки «ОК», з’явиться меню вибору бланка «Операционная карта» (рис. 10.9).
Рисунок 1 0. 9 – Вікно вибору бланку документа
Перехід між документами здійснюється за допомогою вкладок на основній панелі інструментів (рис. 10.10).
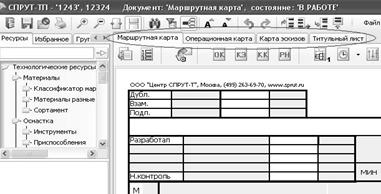
Рисунок 1 0. 10 – Перехід між вкладками документу
Хід роботи
1. Ознайомитися з підручником СПРУТ ТП(уроки 1-7) [6].
2. Запустити СПРУТ ТП через меню «Пуск», або за допомогою ярлика на робочому столі. Увійти в систему під ім’ям «Технолог» та з паролем «1».
3. Створити техпроцес механічного оброблення заданої деталі. Ввести необхідну інформацію.
4. Розробити маршрутний техпроцес механічного оброблення заданої деталі. Проектування виконати в діалоговому режимі.
Зміст звіту
1. Назва та мета роботи.
2. Ескіз деталі.
3. Образи екрану з ілюстрацією процесу розроблення маршруту.
4. Висновки.
Контрольні питання
1. Основні можливості і особливості системи СПРУТ ТП.
2. Методи проектування нових технологічних процесів, що підтримуються системою СПРУТ ТП.
3. Основні елементи інтерфейсу системи СПРУТ ТП.
4. Порядок дій при проектуванні індивідуального техпроцесу з використанням діалогового режиму.
5. Порядок додавання нових елементів дотехпроцесу.
6. Засоби редагування операцій і маршруту в системі.
7. Порядок формування операційних карт і карт ескізів.
8. Як виконати нумерацію рядків маршрутної і операційної технологій?
9. Порядок дій при виборі обладнання і оснащенняутехпроцесі, що проектується.
10. Як виконати пошук потрібного рядкутехпроцесу?
11. Як переключитися між активними документами?
ЛАБОРАТОРНА РОБОТА № 11
Визначення режимів різання і норм часу в середовищі СПРУТ ТП
Мета роботи: отримання практичних навичок автоматизованого визначення режимів різання і норм часу на основні операції механічного оброблення засобами системи СПРУТ ТП.
Стислі теоретичні відомості
Система СПРУТ-ТП дозволяє виконувати нормування і визначення режимів оброблення в автоматизованому режимі [6]. Основне джерело методів розрахунку – це Міжгалузеві і галузеві нормативи.
Розрахунок норм часу проводиться на основі укрупнених нормативів (відразу штучний час), або підсумовування попереходно з урахуванням режимів різання і норм допоміжного часу. Розрахунки проводяться в процесі проектування операцій разом з формулюванням тексту переходів і підбором інструменту. Визначаються часи Тп-з, Тшт, То, Тд.
Для розроблення модулів автоматизованого проектування і нормування операцій в СПРУТ-ТП використаний Генератор баз знань SprutExPro, перевагою якого є візуальне подання знань і розрахунків, що не вимагає знань програмування.
Проектування операції
У всіх документах системи СПРУТ-ТП поля, виділені сірим кольором, доступні для редагування. Існує два варіанти заповнення цих полів: вручну або в режимі діалогу. Для входу в діалоговий режим слід натиснути кнопку «Задать параметры детали – материал, заготовка, сортамент»  . Далі послідовно вибираються: група матеріалу (рис. 11.1), марка матеріалу (рис. 11.2), тип заготовки (рис. 11.3), сортамент сортового прокату (рис. 11.4), типорозмір заготовки (рис. 11.5), дійсний розмір заготовки (рис. 11.6), параметри сортового прокату (рис. 11.7).Після чого система виводить усі дані у вигляді зведеної таблиці (рис. 11.8) і автоматично заносить їх до операційної карти (рис. 11.9).
. Далі послідовно вибираються: група матеріалу (рис. 11.1), марка матеріалу (рис. 11.2), тип заготовки (рис. 11.3), сортамент сортового прокату (рис. 11.4), типорозмір заготовки (рис. 11.5), дійсний розмір заготовки (рис. 11.6), параметри сортового прокату (рис. 11.7).Після чого система виводить усі дані у вигляді зведеної таблиці (рис. 11.8) і автоматично заносить їх до операційної карти (рис. 11.9).
Облік встановлення заготовки і визначення підготовчо-завершального часу на операцію здійснюється в наступному порядку. Спершу в заздалегідь створену операційну карту додається нова операція (наприклад, токарна), для заповнення операцій необхідно натиснути «Установить деталь»  .З’явиться діалогове вікно в якому знадобитися вибрати: встановлення – вибрати методвстановлення (рис. 11.10); група верстатів (рис. 11.11); охолодження – використовується чи ні (рис. 11.12); гартування (рис. 11.13); встановлення – вид встановлення і закріплення (рис. 11.14-11.16); твердість (рис. 11.17); додаткові прийоми токарного оброблення (рис. 11.18); налагодження верстату – спосіб встановленнядеталі, складність підготовки до роботи (рис. 11.19); кількість інструментів в налагодженні (рис. 11.20).
.З’явиться діалогове вікно в якому знадобитися вибрати: встановлення – вибрати методвстановлення (рис. 11.10); група верстатів (рис. 11.11); охолодження – використовується чи ні (рис. 11.12); гартування (рис. 11.13); встановлення – вид встановлення і закріплення (рис. 11.14-11.16); твердість (рис. 11.17); додаткові прийоми токарного оброблення (рис. 11.18); налагодження верстату – спосіб встановленнядеталі, складність підготовки до роботи (рис. 11.19); кількість інструментів в налагодженні (рис. 11.20).

Рисунок 1 1. 1 – Діалогове вікно вибору групи матеріалів
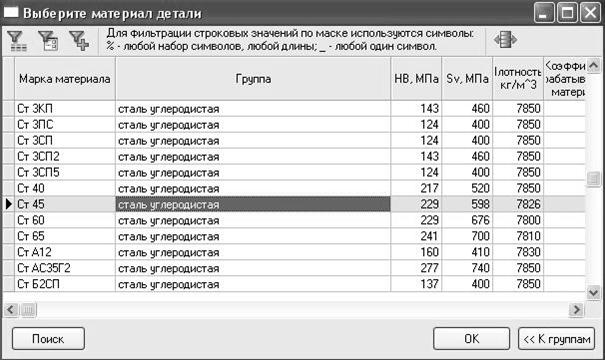
Рисунок 1 1. 2 – Діалогове вікно вибору марки матеріалів
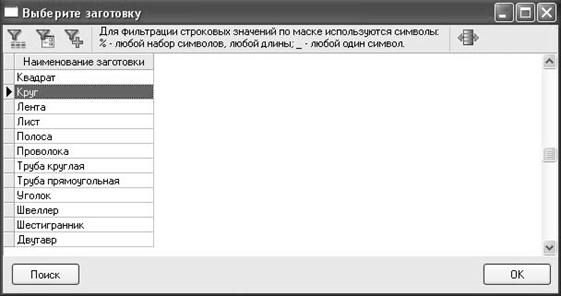
Рисунок 1 1. 3 – Діалогове вікно вибору типу заготовки

Рисунок 1 1. 4 – Діалогове вікно вибору сортаменту заготовки

Рисунок 1 1. 5 – Діалогове вікно вибору типорозміру заготовки

Рисунок 1 1. 6 – Діалогове вікно вибору розмірів заготовки
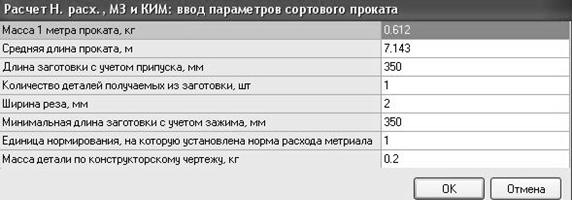
Рисунок 1 1. 7 – Діалогове вікно введення параметрів сортового прокату

Рисунок 1 1. 8 – Діалогове вікно виведення параметрів

Рисунок 1 1. 9 – Виведення результатів до операційної карти

Рисунок 1 1. 10 – Вибір методу встановлення

Рисунок 1 1. 11 – Вибір групи верстатів

Рисунок 1 1. 12 – Вибір способу охолодження

Рисунок 1 1. 13 – Вибір термічного оброблення

Рисунок 1 1. 14 – Вибір вивірення встановлення

Рисунок 1 1. 15 – Продовження в ибору вивірення встановлення

Рисунок 1 1. 16 – Продовження в ибору вивірення встановлення

Рисунок 1 1. 17 – Вибір твердості після термооброблення

Рисунок 1 1. 18 – Вибір додаткових прийомів оброблення

Рисунок 1 1. 19 – Параметри налагодження верстату

Рисунок 1 1. 20 – Вибір кількості інструментів в налагодженні
Результати виводяться у вигляді зведеної таблиці (рис. 11.21), після чого отриманий допоміжний і підготовчо-завершальний час автоматично заноситься до маршрутної і операційної карти.

Рисунок 1 1. 21 – Результати нормування установу
Проектування основних переходів
Для проектування переходів використовується кнопка  «Проектирование перехода» (з розрахунком режимів оброблення і часів То і Тд) або
«Проектирование перехода» (з розрахунком режимів оброблення і часів То і Тд) або  «Проектирование перехода с укрупненным расчетом» (тільки неповний Тшт). Спочатку необхідно вибрати (рис. 11.22) і уточнити (рис. 11.23) елемент форми, що оброблюється. Потім виконується введення параметрів оброблюваного елементу форми (рис. 11.24), вводиться інформація про вид оброблення (рис. 11.25) і ріжучий інструмент, що використовується (рис. 11.26). Результати проектування переходу надаються у вигляді форми (рис. 11.27).
«Проектирование перехода с укрупненным расчетом» (тільки неповний Тшт). Спочатку необхідно вибрати (рис. 11.22) і уточнити (рис. 11.23) елемент форми, що оброблюється. Потім виконується введення параметрів оброблюваного елементу форми (рис. 11.24), вводиться інформація про вид оброблення (рис. 11.25) і ріжучий інструмент, що використовується (рис. 11.26). Результати проектування переходу надаються у вигляді форми (рис. 11.27).

Рисунок 1 1. 22 – Вибір елементу форми

Рисунок 1 1. 23 – Уточнення елементу форми

Рисунок 1 1. 24 – Введення параметрів елементу форми, що оброблюється
Рисунок 1 1. 25 – Вибір виду оброблення

Рисунок 1 1. 26 – Введення даних інструменту

Рисунок 1 1. 27 – Р езультати розрахунку
Після затвердження результатів розрахунку натисканням клавіші «ОК» перехід відображається в операційній карті (рис. 11.28).

Рисунок 1 1. 28 – Виведення результатів до операційної карти
Тут також можуть бути корисні кнопки Дата добавления: 2018-10-15; Мы поможем в написании ваших работ!; просмотров: 273 | Нарушение авторских прав Лучшие изречения: «Переустановить деталь» і
«Переустановить деталь» і  «Рассчитать Т
«Рассчитать Т
<== предыдущая лекция
|
следующая лекция ==>
Алгоритм розроблення програмного файлу до завдання | Тема: Деятельность человека
 | 4220 -
| 4220 - 