




| Содержание операций | Вид операции | Оборудование |
| Подготовка пряжи к вязанию | Ручная | Хранение сырья на складе на стеллажах партионно |
| Контроль качества сырья | Машинная | Мотальные машины |
| Вязание полуфабриката, сбор изделий с одного автомата в контейнер, подсчет | Машинная | Круглочулочный автомат |
| Выворачивание изделий на изнаночную сторону, выборочный контроль качества изделий (14-25%) | Ручная | - |
| Швейно-кетельная обработка | Машинно-ручная | Швейный агрегат типа «Россо Горизонт» |
| Выворачивание изделий на лицевую сторону | В автоматическом режиме или ручная | Дополнительное приспособление к швейному агрегату или специальное |
| Крашение, отжим | Машинная | Красильные аппараты |
| Формование | Машинная | Формовочная машина |
| Отлежка | - | Стеллажи, поддоны |
| Сортировка, подбор в пары | Ручная | - |
| Маркировка | Машинно-ручная | Специальная машина |
| Складывание и упаковка | Машинно-ручная | Упаковочная машина |
Перед началом процесса вязания вязальщице выдается сырье, которое поступает на предприятие в подготовленном для вязания виде. В целях выявления дефектов намотки и крашения пряжа в бобинах подвергается контрольной перемотки на мотальных машинах и только после этого поступает к чулочным автоматам. Наиболее распространенный вид пряжи, из которой производят высококачественные носки - это хлопчатобумажная пряжа.
Хлопчатобумажная пряжа – это натуральная пряжа, приятная на ощупь и хорошо пропускает воздух. Неэластичена без добавления других видов нитей, обладает высокой влаговпитывающей способностью, что позволяет сохранять ноги сухими; прочная, но уступает синтетическим нитям по прочности и износостойкости. При изготовлении носков может использоваться пряжа как в суровом, так и в окрашенном виде. Недостатками этого вида пряжи считают ее высокая сминаемость и усадка при стирке, при этом изделия, изготовленные из этого вида пряжи долго сохнут.
Сырье, которое поступает на предприятие, должно быть в виде подготовленным для вязания, так чтобы обеспечить, помимо требуемого качества изделий, нормальное протекание технологического процесса производства при максимальном использовании современной техники.
Вязание полуфабриката осуществляется на современных одноцилиндровых и двухцилиндровых чулочных автоматах ведущих фирм Matec, Lonati, Santoni, Sangiacomo (Италия), «Uniplet» (Чехия) и других азиатских (Китай, Корея). Вязальщица, обслуживающая чулочные автоматы, выполняет выборочный контроль качества полуфабриката, последовательно обходит автоматы в зоне обслуживания. Вязания мужского носка начинается с участка «борт» [11].
Образование участка «борт» носка начинается на иглах цилиндра, не имеющих старых петель, поэтому язычки игл могут быть закрытыми и их необходимо открыть. В первой системе иглы через одну под действием подъемного (заключающего) клина вязального замка поднимаются на высоту полного заключения и опускаются в положение неполного заключения, при этом с помощью специального приспособления осуществляется открытие язычков.
Такое положение обеспечивает надежное прокладывание нити на иглы в следующей петлеобразующей системе.
Для образования первого ряда используется, как правило, высокорастяжимая нить для обеспечения хорошей растяжимости участка «борт» и надежности образования заработка изделия, прокладывается на отобранные иглы (например, нечетные рисунок 1.10, а), изгибается платинами и отводится за спинки четных игл. Затем отбираются четные иглы и на них осуществляется прокладывание нити аналогично тому, как это происходило на нечетных иглах, что позволяет заработать петли на всех иглах (рисунок 1.10, б).
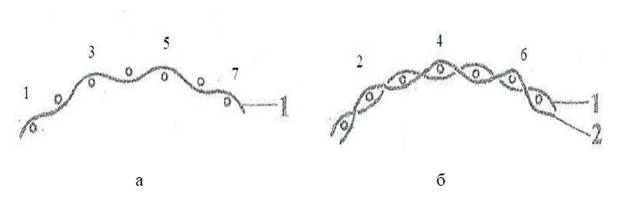
Рисунок 1.10 – Схема заработка начальных рядов:
а) прокладывание эластомерной нити на нечетные иглы;
б) прокладывание нити на четные иглы
В цикле отобранные иглы получают, а четные иглы не. Бортовые под действием клиньев из канала и устанавливаются над четными иглами. нити нечетными иглами на носиках бортовых. Затем бортовые отводятся и остаются без движения, нить третьего до окончания вязания борта. Таким образом, подготовка к процессу бортика.
Далее вязание «борт» с прокладыванием на вторую иглу эластомерной нити в футерного с раппортом кладки 1+1 или 1+2, так называемый «ложный».
Эластомерная нить в вязания подаваться под определенным. Натяжение этой контролируется с помощью нитенатяжительных, как сложных электронных, так и. Известно, что эластомерная подается в вязальную под натяжением 60 – 70 сН, которое можно с помощью тензометра ИН-2.
По окончанию участка «» протяжки нити ряда, расположенные на крючках, переносятся на иглы, при заканчивается образование борта. После происходит вязание паголенка длины различными.
Затем вяжется пятки на реверсивном или вращение. Режим работы при вязании участка пятки следующий: из работы игл цилиндра; движение с кругового переходит на; включаются в работу с усилительной и два сбавочника для выключения по игле при каждом цилиндра; для постепенного ранее игл с петлями при вязании половины участка включается прибавочник. участка в виде схемы представлено на рисунке 1.11,а.
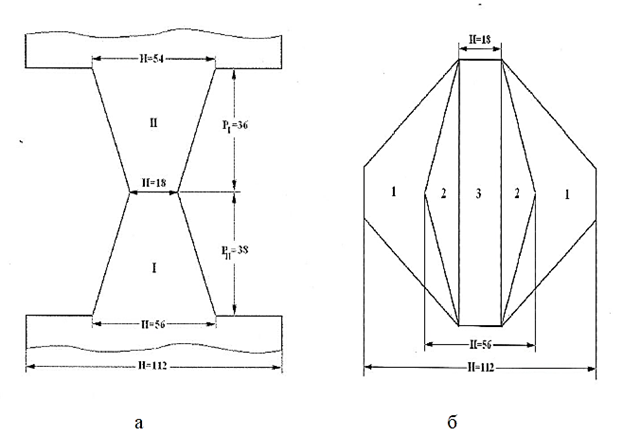
1.11 - Схема развертки пятки (): классическая пятка () (а) и круглая пятка () (б)
В процессе вязания участка работает, как правило, одна петлеобразующая. Вязание участка мыска аналогично вязанию классической пятки.
Для участка круглой режим автомата с кругового движения цилиндра на круговое замедленное; вяжется петлеобразующими системами с разного количества игл в системе, образуя и неполные ряды [12].
петельные ряды на группе игл цилиндра в из четырех, причем одна вяжет петельные постоянной длины, на и тех иглах (3), две другие системы неполные петельные переменной длины, увеличивающейся, уменьшающейся, формируя два участка в виде треугольников (участки 2). петельные на всех иглах (участки 1) вяжутся в системе. Таким, получается круглой пятки, размера, равной по 80 мм, и является вполне, чтобы при носка обеспечить качество изделия. этого носка аналогично пятке.
Заканчивается носка участком.
Сброс полуфабриката в контейнер с автомата. Полуфабрикат в транспортируется по всем переходам до выпуска.
швейными вязальщица выворачивает на изнаночную сторону и тем осуществляет 100 % контроль. Большинство чулочных автоматов дополнительным устройством для полуфабриката на изнаночную, тогда проводит выборочный 20 % качества связанного, обходя автоматы один за просматривает последние, поступившие в товароприемник. При дефекта на проверяемом вязальщица к следующему автомату. на проверяемом изделие,вязальщица контролирует всех, выработанных за время, после предыдущей.
Зашивка мыска осуществляется по стороне на специализированном агрегате типа «Горизонт» (рисунок 8) кеттельным.
Если нет дополнительных для автоматической выворотки, то после сшивки с стороны на лицевую сторону в швеѐй, тем самым 100 % контроль качества шва.
изделие, из суровой пряжи, на крашение, отжим и. Крашение осуществляется на машинах типа «Колормат». Так как для носков в основном пряжу не суровую, а в виде, то крашения в технологической отсутствует, следовательно, вязания выполняется операция.
Формование осуществляется на формовочных машинах, одним оператором.
отлежки выпускные операции, сортировку готовых, подбор в пары,, складывание, в индивидуальный пакет и.
Упакованные в коробки к реализации носки на стеллажах на готовой продукции, транспортируются в торговую для реализации [12].

