




Номенклатура деталей, обработка которых технологически возможна и целесообразна в РТК, определяется следующими факторами:
- конструктивными параметрами деталей (геометрической формой, взаиморасположением элементов деталей);
- видом и состоянием заготовки, поступающей в РТК;
- технологическими требованиями, предъявляемыми к детали;
- габаритами и массой детали.
При выборе состава деталей необходимо учитывать, что процесс обработки в РТК проходит без участия человека.
Конструктивно-технологические параметры деталей, предназначенных для обработки в РТК, должны иметь:
- однородные по форме и расположению поверхности для захвата, позволяющие без дополнительной выверки устанавливать их на TO с использованием, например, центров, патронов, пневмотисков и т. п.;
- ясно выраженные технологические базы и признаки ориентирования, позволяющие организовывать их транспортирование и складирование в ориентированном виде с использованием стандартизированной вспомогательной оснастки типа кассет, поддонов, ячеек и т. п.;
- возможность унификации процессов обработки и типов TO с целью применения группового метода обработки на серийно выпускаемом ТО.
Выбор номенклатуры и типоразмеров деталей для РТК должен производиться с учетом следующих факторов:
- номенклатуры деталей общемашиностроительного применения, приведенной в классификаторе промышленной и сельскохозяйственной продукции;
- анализа номенклатуры деталей, обрабатываемых и выпускаемых на производственных участках;
- возможных вариантов захвата деталей различных геометрических форм захватными устройствами ПР;
- ограничительных требований к размерам и весовым характеристикам детaлей;
- номенклатуры и технологических характеристик TO, используемого в машиностроении и подлежащего освоению.
Наиболее объективным и стабильным классификационным признаком является геометрическая форма деталей. Вторичными признаками являются конструктивные характеристики отдельных элементов деталей, их взаимное расположение, наименование детали, ее параметрический признак, выполняемые ею функции.
По геометрической форме все детали, применяемые в машиностроении, разделены на два класса:
- класс 40 – детали типа тел вращения;
- класс 50 – детали «кроме тел вращения».
Параметрический признак используется для деления деталей на подклассы. Например, отношение L/D позволяет разделить класс 40 на подклассы: «длинные детали» (оси, валы, пальцы) и «короткие детали» (кольца, диски, фланцы).
Наименование деталей определяет их характерные признаки (шестерни, рейки, рычаги и т. п.), что позволяет разделить детали на группы.
Расположение отдельных элементов деталей определяет их виды (главный вал, ступица и т. п.).
Классификационная сетка деталей позволяет в соответствии с технологическим классификатором деталей установить типовой технологический процесс для заданной детали и выбрать TO.
Исходя из указанных требований и технических параметров современных ПР и ТО, для обработки в РТК рекомендуется следующая номенклатура деталей:
- по классу 40 – гладкие и ступенчатые прямоосные и эксцентриковые валы с диаметром до 160 мм и длиной до 2000 мм, диски, фланцы, кольца, гильзы, втулки с диаметром до 500 мм и длиной до 300 мм;
- по классу 50 – плоские и объемные детали простейшей формы (планки, крышки, шпонки, угольники, коробчатые детали и т. п.) размерами до 1000х1000x1000 мм.
Массовые характеристики деталей ограничены в пределах до 500 кг.
Для обработки в РТК не рекомендуется включать:
- по классу 40 – детали с элементами не тел вращения (мальтийские кресты, крыльчатки) и детали, изогнутые из листов, полос, лент, крепежные детали, шкалы, лимбы;
- по классу 50 – детали, изогнутые из листов, труб, балки, решетки, профильные детали, пружины, рессоры, ручки, то есть детали, не имеющие определенной геометрической формы и не обладающие единством базовых поверхностей.
Ограничения по форме деталей диктуются не столько ПР, сколько трудностями транспортирования деталей при использовании стандартной тары и приемо-передающих механизмов. Однако эти типы деталей могут быть включены в РТК при их массовом производстве, где можно использовать специальные захваты и оснастку.
13.3. Требования к технологическому оборудованию,
используемому в РТК
Основным критерием, определяющим возможность включения станков в состав РТК, является степень их автоматизации, позволяющая без серьезных конструктивных изменений перевести их на работу в автоматическом режиме совместно с ПР и возможность быстрой переналадки станка. Этим требованиям отвечают станки с полностью автоматизированным циклом работы: переключение скоростей и подач, зажим изделий, смена инструмента, выполнение контрольных операций, отвод и подвод заграждений, вывод стружки и т. п.
Обычно для существующего оборудования перед включением его в РТК необходима его модернизация с целью автоматизации указанных операций, если на станке это не предусмотрено. Кроме того, необходимо автоматизировать:
- для станков с горизонтальными столами и для вертикальных токарных станков – очистку базовых поверхностей, установочных поверхностей приспособлений и стола станков;
- для токарных станков с горизонтальной осью шпинделя – поджим заготовки к торцу патрона;
- для станков фрезерно-сверлильной группы – поджим заготовки к опорной поверхности установочного приспособления;
- для станков токарной группы – оснащение станков устройством для дробления стружки;
- для круглошлифовальных станков – самодействующими поводковыми патронами.
Кроме того, необходима модернизация электросхемы станков для обеспечения их связи с другим оборудованием РТК.
В РТК рекомендуется включать, прежде всего, серийно выпускаемое TO. Выбор TO производится из следующих предпосылок:
- возможности реализации заданного техпроцесса обработки типоразмерных рядов изделий;
- распространенности и перспективности данного типа ТО;
- приспособленности TO к совместной работе с освоенной номенклатурой ПР;
- технико-экономической целесообразности автоматизации данного TO посредством ПР.
При выборе TO необходимо учитывать, что большинство TO выпускалось для условий обслуживания человеком, что предопределяет их модернизацию при обслуживании ПР в составе РТК. Работа TO совместно с ПP создает дополнительную опасность возникновения аварийных ситуаций, что приводит к необходимости разработки мероприятий пo обеспечению техники безопасности, учитывающих специфику РТК.
Обычно РТК создаются на базе станков средней размерной группы, предназначенных для обработки изделий массой до 500кг, такие, как:
- центровые (токарные, круглошлифовальные, центровально-фрезерные и др.) с диаметром обрабатываемого изделия до 320 мм и расстоянием между центрами до 2000 мм;
- токарные патронные, лобовые, внутришлифовальные, зубообрабатывающие с диаметром до 630 мм;
- фрезерно-сверлильно-расточные и плоскошлифовальные с пpямоугольными сторонами размером до 630x600 мм2;
- станки с круглыми столами диаметром до 2000 мм.
В состав РТК в первую очередь включаются станки с ЧПУ и станки-полуавтоматы.
При выборе ТО, включаемого в РТК, необходимо учитывать особенности зон загрузки станков.
Под зоной загрузки станков понимается пространство рабочей зоны станков, в которое поступает извне заготовка перед загрузкой ее в зажимное приспособление станка и где происходит ее закрепление.
При включении станка в состав РТК его зона загрузки имеет большое значение, предопределяющее выбор типа ПР. Именно в зону загрузки станка должна войти рука ПР и переместиться вместе с заготовкой (деталью) к зажимному устройству (либо совершить движение в обратной последовательности).
Имеющиеся зоны загрузки станков можно классифицировать на 12 групп (табл. 13.1):
Таблица 13.1
Группы зон загрузки станков
| Номер группы | Вид зоны загрузки | Номер группы | Вид зоны загрузки |
| 10 | 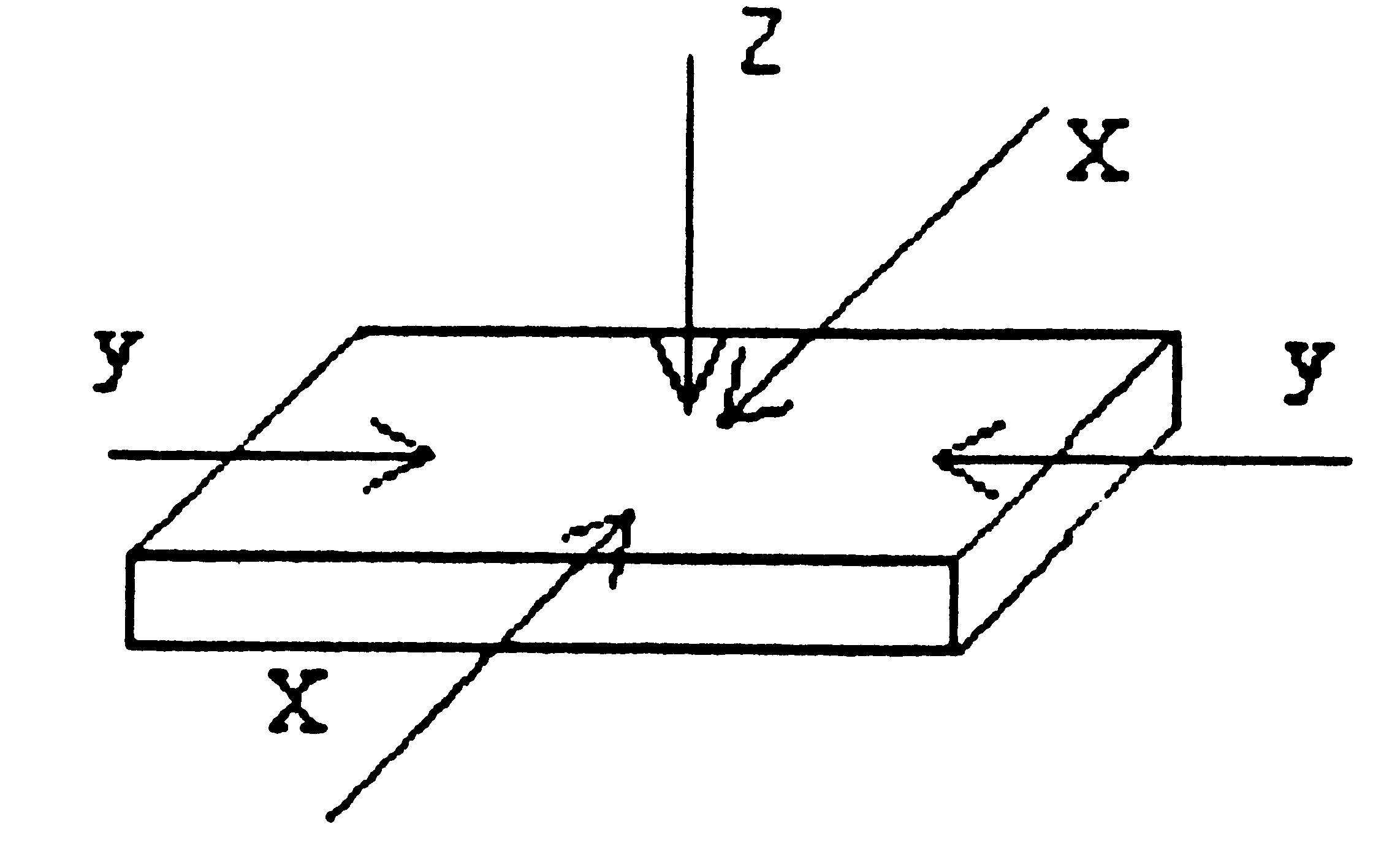
| 70 | 
|
| 20 | 
| 80 | 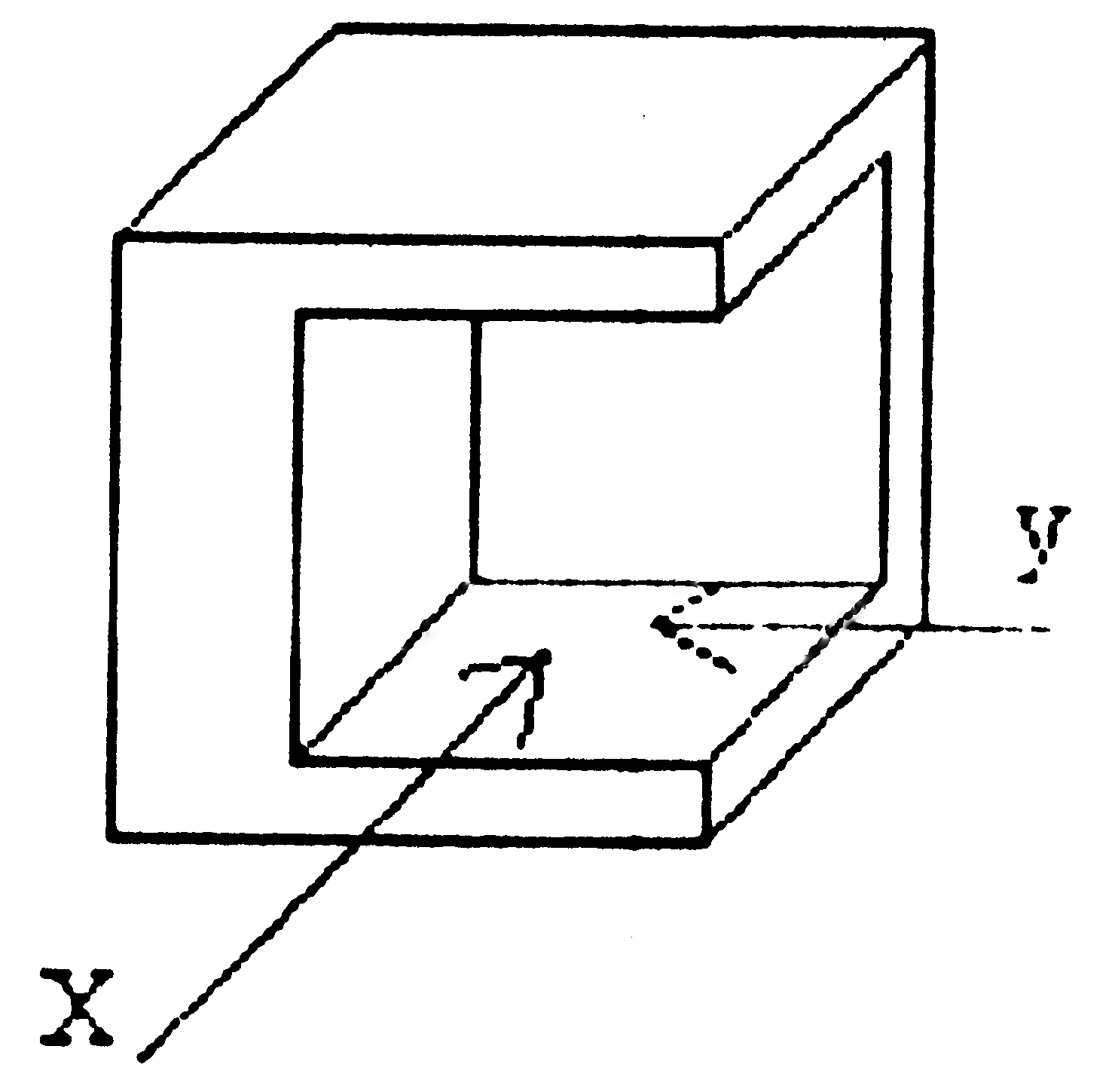
|
| 30 | 90 | 
| |
| 40 | 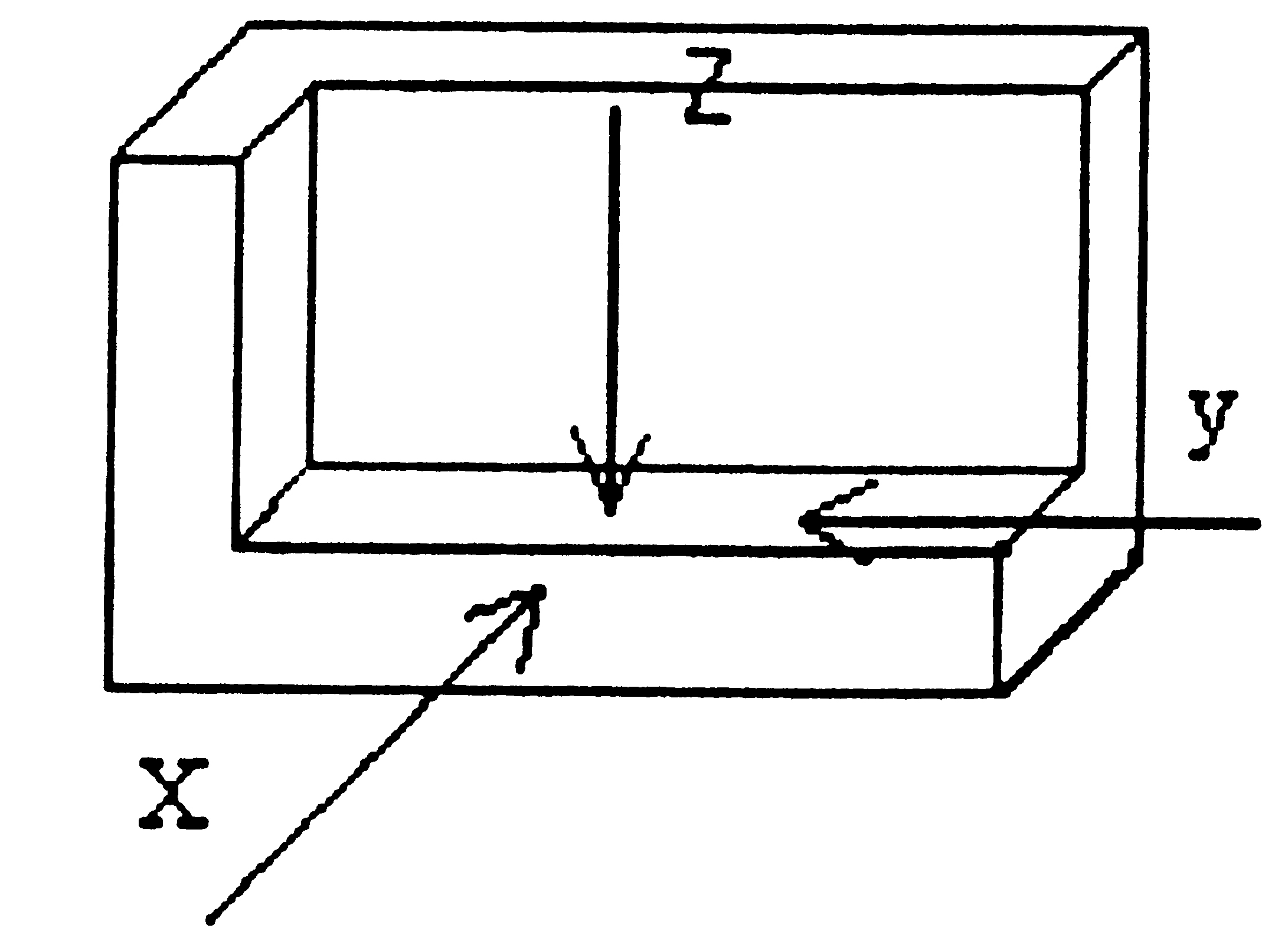
| 100 | 
|
| 50 | 
| 110 | 
|
| 60 | 
| 120 | 
|
Принадлежность к той или иной группе определяет направления подачи заготовок в зону загрузки станка (сверху, сбоку, спереди, сзади) и схему манипуляционных перемещений схвата ПР.
Для осуществления схемы загрузки имеют значения только форма и взаимное расположение ограничительных поверхностей, образующих зону загрузки.
С увеличением номера схемы зоны загрузки возможность входа в зону все более ограничивается.
Зона загрузки в самом общем случае рассматривается как куб, имеющий возможность входа в него с пяти сторон no трем осям координат (х, у, z), точка пересечения которых должна быть привязана к оси симметрии установочного приспособления станка, а ось х условно направлена перпендикулярно к передней стороне станка (по ходу руки робота).
Первая зона (индекс 10) имеет неограниченный подход пo осям со всех сторон, что характерно для отдельных столов, на которые устанавливаются спутники.
По мере появления в зоне загрузки ограничительных плоскостей, пересекающих одну из осей, количество возможностей входа в зону сокращается сначала по одной, а потом и пo двум осям, в результате на последних схемах (тип 100 и 120) вход в зону возможен только пo одной из осей с одной стороны.
Наибольшее количество станков (до 30 %) имеют зоку загрузки типа «60» с возможностью загрузки спереди и сверху, 25 % – зону загрузки типа «30» с возможностью загрузки сверху, спереди и с боков.
Процесс загрузки станков ПР можно разделить на три типа перемещений:
- транспортирование заготовки от места хранения к станку (зависит от компоновки комплекса и конструкции ПР;
- перемещение заготовки в рабочую зону (зону загрузки) станка (зависит от формы и взаимного расположения ограничительных плоскостей зоны);
- перемещение (ввод) заготовки в базирующее (установочное) приспособление станка (зависит от расположения приспособления на одной из ограничительных плоскостей зоны и принципа действия самого приспособления).
Первые два типа перемещения реализуются переносными степенями подвижности ПР, а третий – ориентирующими.
13.4. Требования к промышленным роботам,
включаемым в состав РТК
ПР должны обеспечить выполнение вспомогательных функций: установку заранее ориентированных заготовок в приспособление станка, снятие детали со станка и раскладку их в тару или укладку в магазин (транспортер), кантование деталей на 90о, 180о, выдачу технологических команд, межстаночное транспортирование.
ПР как средства автоматизации должны иметь:
- конструктивно-технологические параметры, соответствующие техническим параметрам ТО: грузоподъемность, скорость перемещения, точность позиционирования, размеры рабочей зоны, тип СПУ;
- возможность улучшать технико-экономические показатели ТО: производительность не менее, чем на 20 %, повышать коэффициент загрузки TO в 2–2,5 раза и т. д.;
- минимальное число степеней подвижности при условии обеспечения требуемых перемещений;
- достаточную степень универсальности для возможности перехода оборудования с выпуска одного изделия на другое с минимальными затратами времени;
- высокую надежность, жесткость, виброустойчивость всех рабочих органов. Наработка на отказ должна быть не менее 100 ч;
- зону, обеспечивающую возможность наблюдения за процессом обработки и вмешательства в процесс в случае аварийной ситуации с обеспечением при этом условий безопасности обслуживающего персонала.
Роботы, входящие в состав РТК, должны дополнительно обеспечивать:
1. Совместную работу всех устройств, входящих в РТК, на основе механических и электрических связей (ЧПУ, ОТО, средств оснащения, устройств управления ПР и микропроцессоров исполнительных механизмов), согласование взаимных команд, а также автоматизированное или автоматическое перепрограммирование).
2. Свободный доступ в зону установки и снятия деталей со станка, в зону перемещения захватного устройства, технологического оснащения и других систем, а также возможность манипулирования предметами труда между машинами и механизмами РТК.
3. Автоматизированную или автоматическую смену инструмента, оснастки и рабочих органов ПР.
Применение ПР как средств автоматизации металлорежущих станков может осуществляться в двух направлениях:
1. Создание однопозиционных РТК, где робот обслуживает один станок. При этом ПР может быть автономным либо встроенным в станок. Автономные ПР более универсальны и могут обслуживать гамму станков со схожими зонами загрузки. Встроенные ПР создаются, как правило, для определенной модели TO и крепятся к какой-либо части корпуса TO (на передней бабке токарных станков – «ЭлектроникаНЦ-ТМ-01», сзади рабочей зоны станка ТПК-125В – робот РП-901 и накопитель на 20 позиций).
2. Создание многопозиционных и групповых технологических комплексов на основе ПР, обслуживающих группу станков (от 2 до 6). В таких РТК ПP, кроме операций загрузки, TO выполняет межстаночное транспортирование деталей, их переориентацию, а также функции управления (согласование последовательности работы) станками. Групповые комплексы создаются на основе ПР с ЧПУ, обладающим большим объемом памяти и способным обслуживать разнотипные станки, имеющие подобные схемы загрузки и характеристики обрабатываемых деталей.

