




I. ПРАВИЛА ГРАФИЧЕСКОГО ВЫПОЛНЕНИЯ ЭЛЕМЕНТОВ ЛИТЕЙНЫХ ФОРМ
Допускается графическое изображение элементов литейных форм выполнять на учтенной копии чертежа детали.
1.3. Обозначение разъемов модели, формы и положение отливки при заливке
1.3.1. Разъем модели и формы показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком Х▬ ▬X. над которой указывается буквенное обозначение разъема — МФ.
Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной к линии разъема (рис. 1 и 2).
1.3.2. При применении неразъемных моделей указывают только разъем формы Ф (Рис. 3 и 4).
1-3-3. Разъем формы и модели сложных отливок показывают на минимально необходимом числе изображений, достаточном для определения разъема.
1.3.4. При нескольких разъемах модели и формы каждый разъем показывают отдельно (черт. 5).

|
| |
| Рис. 1. Обозначение плоского разъема формы | Рис. 2. Обозначение фигурного разъема формы | |
|
| 
| |
| Рис. 3. Обозначение разъема формы неразъемной модели | Рис. 4. Обозначение разъема формы неразъемной модели с подрезкой | |
|
| ||
| Рис. 5. Обозначение нескольких разъемоф модели и формы | ||
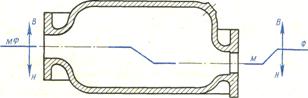


1.3.5. Положение отливки в форме при заливке обозначают буквами в (верх) и н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы (черт. 1—5).
1.3.6. Если отливка формуется в горизонтальном положении, а заливается в вертикальном, то буквенное обозначение верха и низа отливки у стрелок не ставится, а параллельно заливке проводится сплошная основная линия, ограниченная стрелками. У стрелок ставится буквенное обозначение верха и низа (Рис. 5).
1.4. Изображение припусков
1.4.1. Припуски на механическую обработку изображают сплошной тонкой линией. Допускается выполнять линию припуска красным цветом.
1.4.2. Величину припуска на механическую обработку указывают цифрой перед знаком шероховатости поверхности детали или величиной уклона и линейными размерами (Рис. 6).

| 
|
| Рис. 6. Обозначение припусков на механическую обработку | |
Допускается при несложных отливках припуски на механическую обработку не изображать, а указывать только величину припуска цифрой (Рис. 8).
1.4.3. Технологический припуск указывают цифрой со знаком плюс (+) или минус (—) и буквой Т (технологический припуск) н проставляют на продолжении размерной линии или на полке линии-выноски, если нельзя разместить надпись и цифру на продолжении размерной линии (Рис. 7).


Рис 7. Гарантированные припуски на механическую обработку
1.4.4. Отверстия, впадины н т. п., не выполняемые при отливке летали, зачеркивают сплошной тонкой линией (Рис. 6—8), которую допускается выполнять красным цветом.

Рис. 8. Обозначение не выполняемых отверстий
1.5. Изображение н обозначение стержней
1.5.1. Стержни, их знаки и фиксаторы, стержни-перемычки, разделительные диафрагмы легкоотделяемых прибылей и знаки модели изображают в масштабе Чертежа сплошной тонкой линией (Рис. 9—13), которую допускается выполнять синим цветом.
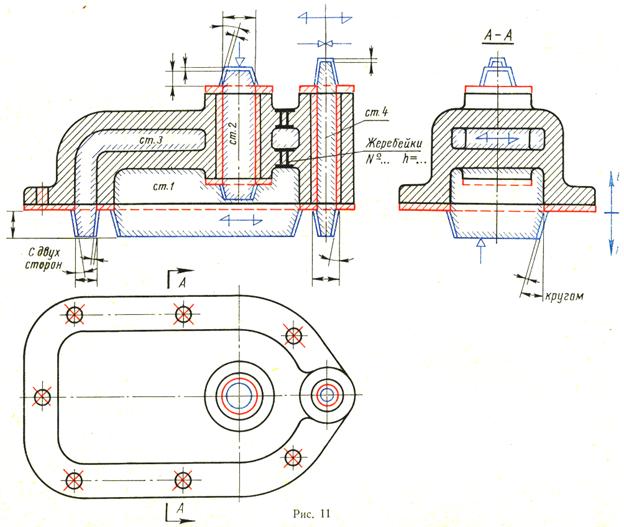
Рис. 9 Обозначение стержней.
1.5.2. Если близкое расположение изображений на чертеже детали не позволяет показывать знаки стержней в масштабе, то разрешается делать разрыв знака или изображать его не в масштабе (Рис. 10).

Рис. 10. Обозначение знаков стержней
1.5.3. Контуры стержней и знаков следует наносить на минимальном числе изображений, обеспечивая при этом необходимое для изготовления модельного комплекта представление о контурах, расположении стержней и размерах знаков.
1.5.4. Стержни в разрезе следует штриховать только у контурных линий (Рис. 9—11). Длина линий 3—30 мм. Правила нанесения штриховки — по ГОСТ 2.306.
При небольшом количестве стержней и простой конфигурации допускается стержни не штриховать.

Рис. 11. Штриховка стержней
1.5.5. Невидимые контуры стержневых знаков и стержней допускается наносить в случае, когда затрудняется представление об их форме и расположении.
1.5.6. На изображениях, на которых формовочные уклоны отчетливо не выявлены, проводят только одну линию, соответствующую наибольшему размеру (Рис. 12).
1.5.7. Размеры знаков стержней и зазоры между знаками стержней и модели - но ГОСТ 3212.
1.5.8. При изображении стандартизированных стержней-перемычек и диафрагм их условное изображение показывают на полке линии - выноски (Рис. 14). Размеры в этом случае на изображении не наносят

Рис.12. Изображение формовочных уклонов при близости линий

| 
| 
|

| 
| 
|
Рис. 13. Размеры знаков стержней и зазоры между знаками стержней и модели

| 
|
Рис. 14. Изображение стандартизированных стержней-перемычек
1.5.9. Стержни обозначают буквами ст. и порядковыми номерами, например ст. 3 (Рис. 9, 11).
Номер стержня проставляют на минимально необходимом количестве изображений, но достаточном для однозначного понимания.
1.5.10. Соотношение размеров стрелок, показывающих направление набивки стержня. должно соответствовать приведенному на Рис. 14.

Рис. 15. Знак набивки стержня
1.5.11. Соотношение размеров стрелок, показывающих разъем стержневого ящика, должно соответствовать приведенному на Рис. 16.

Рис. 16. Знак разъема стержневого ящика
1.6. Изображение н обозначение отъемных частей модели
Линию соприкасания отъемной части с моделью показывают сплошной основной линией (Рис. 17).

Рис.17. Обозначение отъемных частей модели
Отъемную часть модели обозначают буквами ОЧМ и порядковым номером (Рис. 17). Если отъемная часть одна, то порядковый номер не ставят.
1.7. Изображение и обозначение литниковой системы.
1.7.1. Литниковую систему выполняют в масштабе изображения детали сплошной тонкой линией (Рис 18 и 19) и ее допускается выполнять красным постом.
1.7.2. При наличии карты эскизов, в которой показаны расположения моделей и литниковой системы на модельной плите, литниковую систему допускается не изображать на карте эскизов отдельных отливок В этом случае достаточно изобразить места сопряжения питателей с телом отливки и привести ссылку на карту эскизов с изображением литниковой системы.
1.7.3. В случае, если на копни чертежа детали не достаточно места для изображения литниковой системы в масштабе, то допускается и изображать ее с отступлением от масштаба.
1.7.4. Сечения элементов литниковой системы не штрихуют.
У каждого сечения элементов литниковой системы допускается указывать площадь сечения в квадратных сантиметрах, количество сечении и суммарную площадь их.
Площади сечений обозначают: питателей - Fп, шлаковиков - Fшл. стояков - Fст и т. а Суммарные площади обозначают: питателей ∑Fп стояков ∑Fст и т. д.

Рис.18. Обозначение литниковой системы – подвод металла снизу

Рис. 19. Обозначение литниковой системы – подвод металла по разъему
1.7.5. При выполнении литниковой системы в керамических сифонных трубках их изображение не приводят. В технических требованиях помешают надпись: -На участке... литниковую систему выполнять в керамических трубках но ГОСТ...
1.7.6.Прибыль обозначают порядковым номером на полке линии-выноски, перед которым ставят слово -Прибыль- Если на отливке устанавливают несколько одинаковых прибылей, то им присваивают одинаковые номера и на полке линии-выноски посте номера прибыли указывают общее количество устанавливаемых на отливке прибылей одного номера (Рис. 20).
Прибыль изображают сплошной тонкой линией, которую допускается выполнять красным цветом.
1.7.7. При установке на отливке стандартизованных прибылен на полке линии-выноски указывают их условное обозначение, а размеры прибыли в этом случае не указывают (Рис. 20,а).
1.7.8. Места установки газообразуюшнх патронов указывают надписью на полке линии-выноски -Газообр.патрон» (Рис. 21).
1.7.9. Фильтрующие сетки полностью не вычерчивают, а изображают только их контур сплошной основной линией.
 а а
|  б б
|
 в в
|  г г
|
Рис 20. Обозначение прибылей и выпоров на отливках
1.8. Изображение н обозначение холодильников
1.8.1. Холодильники изображают в масштабе изображения детали сплошной тонкой линией, которую допускается выполнять зеленым цветом. В сечениях холодильники штрихуют (Рис. 22).
1.8.2. Обозначение холодильников состоит из слова «Хол.*, порядкового номера, количества холодильников, которые проставляют на полке линии-выноски (Рис. 22).
1.8.3. При применении стандартизованных холодильников на полке линии-выноски указывают их условное обозначение. Размеры в этом случае на изображении не наносят.
1.9. Изображение усадочных ребер, стяжек, проб для механических н других испытаний и технологических приливов

Рис. 21. Обозначение газообразующих патронов

| 
|
|
| |

Рис. 22. Обозначение холодильников
1.9.1. Усадочные ребра, стяжки, пробы и технологические приливы изображают в масштабе изображения детали сплошной тонкой линией (Рис. 23 и 24), которую допускается выполнять красным цветом.

| 
|
| Рис. 23. Обозначение ребер | Рис. 24. Обозначение стяжек |
1.9.2. Назначение отливаемой пробы указывают на полке линии-выноски соответствующей надписью (Рис. 25 и 26).

| 
|
| Рис. 25. Обозначение отливаемых проб | Рис. 26. Обозначение проб для металлографических исследований |
1.9.3. При изображении стандартизованных проб на полке линии-выноски указывают их условное обозначение. Размеры в этом случае на изображении не наносят.
1.10. Изображение жеребеек и обозначение мест вывода газов из формы и стержней
1.10.1. Жеребейки изображают в соответствии с требованиями таблицы приложение 2 (Рис. И).
1.10.2. Места вывода газов из формы и стержней показывают стрелками и обозначают буквами ВГ (выход газа), располагаемыми вдоль стрелки. Размер стрелки — по ГОСТ 2.305.
2. Графическое обозначение элементов литейных форм
Графические обозначения элементов литейных форм в сечениях должны соответствовать указанным в таблице 1.
Таблица 1.
Графические обозначения элементов литейных форм
| А. Форма в разрезе | 
| Б. Вид на форму по разъему | 
|
| В. Облицовочный слой в форме | 
| Г. Гарь | 
|
| Д. Дерево в разрезе | 
| Е. Песок в засыпке | 
|
| Ж. Газоотводные наколы | 
| З. Шпильки | 
|
| И. Жеребейки | 
| К. Крючки | 
|
| Л. Солома | 
| М. Фитиль | 
|
| Н. Вывод газов из стержня | 
| О. Вывод газов из стержня | 
|
| П. Литниковая система в разрезе | 
| Р. Литниковая система в плане | 
|
| С. Холодильники | 
| Т. Стальной каркас | 
|
| У. Прибыли видимые | 
| Ф. Прибыли невидимые | 
|
| Х. Выпора | 
|
3. Правила черчения отливки
3.1- При вычерчивании отливки следует учитывать все припуски с указанием их величины (Рис. 27).
3.2.Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых в литье, изображают сплошной тонкой линией (Рис. 27).
Допускается при несложных отливках перечисленные элементы не изображать.

Рис. 27. Нанесение припусков на чертеж отливки
3.3.Остатки питателей, выпоров, промывников, стяжек и прибылей, если их не удаляют полностью в литейном цехе, выполняют на изображении отливки. Линия отрезки должна соответствовать способу отрезки:
при отрезке резцом, дисковой фрезой, пилой и т. д. ее выполняют сплошной тонкой линией, при огневой резке или обламывании — сплошной волнистой линией (Рис 28).

Рис 28. Обозначение мест отрезки элементов литниковой системы
от отливки
Усадочные ребра, стяжки, технологические приливы, пробы для испытаний, не удаляемые в литейном цехе. выполняют на изображении отливки полностью сплошной основной линией.
Литература
1. С.Г.Петрова, С.М.Петров Способы ручной формовки: учеб. пособие,. СПбГМТУ. – СПб., 2012.-95 с.
2. Серков Е.И., Филиппов Г.И. Литые заготовки и способы их получения. Учеб. пособие, СПб.; Изд. СПбГТУ, 1998, 52 с.
3. Серяков Е.И. Материаловедение. Технология конструкционных материалов. Производство заготовок. Учеб. Пособие, СПб; Изд-во Политехн. Ун-та, 2005. 192 с.
4. С.Г. Петрова, С.М. Петров Специальные способы литья. учеб. пособие,. СПбГМТУ. –СПб., 2012г. 66 с.
5. Технология литейного производства. Под ред Б.С.Чуркина. Екатеринбург, Изд-во Урал.гос.проф.-пед.ун-та, 2000. 662 с.
6. Технология литейного производства: Литье в песчаные формы. Трухов А.П. и др. М. Издательский центр «Академия», 2005.-528 с.
7. Могилев В.К., Лев О.И. Справочник литейщика. М. Машиностроение., 1988. 272 с.
8. Воздвиженский В.В., Грачев В.А,, Спасский В.В. Литейные сплавы и технология их плавки в машиностроении. Учеб. Пособие, М, Машиностроение, 1984. 432 с.
9. Болдин А.Н., Давыдов Н.И., Жуковский С.С. и др., Литейные формовочные материалы. Формовочные, стержневые смеси и покрытия: Справочник. - М: Машиностроение 2006 - 507 с.
10. ГОСТ 3.1125- 88. ЕСТД. Правила графического выполнения элементов литейных форм и отливок. – М.: Изд-во стандартов, 1988. - 10 с.
11. ГОСТ Р 53464-2009 Отливки из металлов и сплавов. Допуски размеров, массы и припусков на механическую обработку. М.: Изд-во стандартов, 2010. 52с.
12. ГОСТ 3212-92. Уклоны формовочные. М.: Изд-во стандартов, 1992. - 10 с.
Оглавление
Предисловие 3
1. Проектирование и производство литых деталей 5
1.1. Общие сведения о литейном производстве 5
1.2.1.. Основы проектирования технологичных литых деталей
Общие технологические требования 5
1.2.2.Правила оформления внешних поверхностей литых деталей 8
1.2.3. Основные требования к внутренним полостям отливок 11
1.2.4. Выбор толщины стенок и способа их сопряжения 12
1.3.1. Прибыли на отливках 17
1.3.2. Напряжения, коробление и трещины в отливках 18
1.4. Разработка технологии получения отливки 20
Выбор варианта технологического процесса.
Техническая документация производства отливки
1.5. Материалы и технологическая оснастка
для получения отливок 24
1.5.1. Приготовление литейных сплавов 24
1.5.2. Формовочные материалы 25
2.. Выбор положения отливки в форме и плоскости разъема 27
2.1. Выбор положения отливки в форме 27
2.2. Выбор разъема формы 33
2.3. Обозначение разъемов модели, формы и положения
отливки при заливке 38
2.2. Определение участков поверхности отливки, выполняемых
стержнями 41
2.3. Определение количества стержней, стержневых знаков
и. их конфигурации. 44
3. Классы точности отливки 45
3.1. Общие положения о точности отливки 45
3.1. Назначение классов точности 48
4. Припуски на механическую обработку. 54
4.1. Оценка технологичности конструкции конкретной детали 54
4.2. Назначение баз 57
4.3. Определение номинальных размеров 58
4.4. Определение вида размера 60
4.5. Расчет размеров отливки, модели, стержневых ящиков 62
4.5.1. Определение допусков линейных размеров 62
4.5.2. Определения общего допуска элемента отливки 64
4.5.3. Общий припуск размера отливки 64
4.6. Литейная усадка и ее учет при разработке технологии отливки 73
5. Модельный комплект 78
5.1. Назначение знаков стержней и уклонов моделей 82
6. Опоки и вспомогательная оснастка 85
7. Проектирование и расчет литниковой системы и прибылей 87
Приложения
Приложение №1 Таблица 1 92
Приложение №2 Правила графического выполнения элементов
литейных форм и отливок 96
Список использованной литературы 113
Оглавление................................................................. 114

