




После определения общего допуска элемента отливки ∆общ можно найти односторонний припуск на механическую обработку z - ГОСТ Р 53464-2009 содержит в табличной форме значения припусков для 16 рядов припусков от 0,2 до 73 мм в диапазоне допусков от 0,1 до 80 мм.
Литью в разовые песчаные формы соответствуют ряды припусков от 2-го до 13-го в зависимости от габаритных размеров отливки и ее сплава (табл. 4.5).
Таблица 4.4.
Общие допуски элементов отливок, мм. Приложение И (обязательное)
| Допуск размера от поверхности до базы | Допуск формы и расположения поверхности | Общий допуск элемента отливки, не более | Допуск размера от поверхности до базы | Допуск формы и расположения поверхности | Общий допуск элемента отливки, не более |
| 1 | 2 | 3 | 1 | 2 | 3 |
| св. 0.01 | до 0.01 0.01-0.02 | 0.02 0.03 | |||
| св. 0.01 до 0.02 | св. 0.01 0.01-0.02 0.02-0.03 0.03-0.04 | 0.02 0.03 0.04 0.05 | св. 0.80 до 1.00 | св. 0.24 0.24-0.40 0.40 -0.64 0.64 -0.80 0.80 -1.00 1.00 -1.20 1.20 - 1.60 1.60 -2.00 | 1.00 1.10 1.20 1.40 1.60 1.80 2.20 2.80 |
| св. 0.02 до 0.03 | св. 0.01 0.01-0.02 0.02-0.03 0.03-0.04 0.04-0.05 0.05-0.06 | 0.03 0.04 0.05 0.06 0.07 0.08 | св. 1.00 до 1.20 | до. 0.32 0.32 - 0.64 0.64 -0.80 0.80 -1.00 1.00 -1.20 1.20 - 1.60 1.60 -2.00 2.00-2.40 | 1.20 1.40 1.60 1.80 2.00 2.40 2.80 3.20 |
| св. 0.03 до 0.04 | св. 0.01 0.01-0.03 0.03-0.04 0.04-0.05 0.05-0.06 0.06-0.08 | 0.04 0.05 0.06 0.07 0.08 0.11 | св. 1.20 до 1.60 | св. 0.40 0.40 - 0.80 0.80 -1.00 1.00 -1.20 1.20 - 1.60 1.60 -2.00 2.00 -2.40 2.40 -3.20 | 1.60 1.80 2.00 2.20 2.40 2.80 3.60 4.40 |
| св. 0.04 до 0.05 | св. 0.01 0.01 - 0.03 0.03 - 0.04 0.04 - 0.05 0.05 -0.06 0.06 -0.08 0.08 - 0.10 | 0.05 0.06 0.07 0.08 0.09 0.11 0.14 | св. 1.60 до 2.00 | св. 0.40 0.40 - 0.80 0.80 -1.20 1.20 - 1.60 1.60 -2.00 2.00 -2.40 2.40 -3.20 3.20 -4.00 | 2.00 2.20 2.40 2.80 3.20 3.60 4.40 5.00 |
| св. 0.05 до 0.06 | св. 0.02 0.02-0.03 0.03 - 0.04 0.04 - 0.05 0.05 -0.06 0.06 -0.08 0.08 - 0.10 0.10 - 0.12 | 0.06 0.07 0.08 0.09 0.10 0.12 0.14 0.16 | св. 2.00 до 2.40 | св. 0.64 0.64 - 1.20 1.20 - 1.60 1.60 -2.00 2.00 -2.40 2.40 -3.20 3.20 -4.00 4.00 -4.80 | 2.40 2.80 3.20 3.60 4.00 4.40 5.60 6.40 |
| св. 0.06 до 0.08 | св. 0.02 0.02-0.04 0.04 - 0.05 0.05 -0.06 0.06 -0.08 0.08 - 0.10 0.10 - 0.12 0.12 - 0.16 | 0.08 0.09 0.10 0.11 0.14 0.16 0.18 0.22 | св. 2.40 до 3.20 | св. 0.80 0.80 - 1.60 1.60 -2.00 2.00 -2.40 2.40 -3.20 3.20 -4.00 4.00 - 5.00 5.00 -6.40 | 3.20 3.60 4.00 4.40 5.00 5.60 7.00 9.00 |
| св. 0.08 до 0.10 | св. 0.02 0.02-0.04 0.04-0.06 0.06-0.08 0.08-0.10 0.10-0.12 0.12-0.16 0.16-0.20 | 0.10 0.11 0.12 0.14 0.16 0.18 0.22 0.28 | св. 3.20 до 4.00 | св. 1.00 1.00 - 1.60 1.60 -2.40 2.40 -3.20 3.20 -4.00 4.00 - 5.00 5.00 -6.40 6.40 -8.00 | 4.00 4.40 5.00 5.60 6.40 7.00 9.00 11.0 |
| св. 0.10 до 0.12 | св. 0.02 0.02 - 0.06 0.06 -0.08 0.08 - 0.10 0.10 - 0.12 0.12 - 0.16 0.16 - 0.20 0.20 -0.24 | 0.12 0.14 0.16 0.18 0.20 0.24 0.28 0.32 | св. 4.00 до 5.00 | До. 1.20 1.20 - 2.4 2.40 -3.20 3.20 -4.00 4.00 - 5.00 5.00 -6.40 6.40 -8.00 8.00 -10.0 | 5.00 5.60 6.40 7.00 8.00 9.00 11.0 14.0 |
| св. 0.12 до 0.16 | св. 0.03 0.03 - 0.06 0.06 -0.10 0.10 - 0.12 0.12 - 0.16 0.16 - 0.20 0.20 -0.24 0.24 -0.32 | 0.16 0.18 0.20 0.22 0.28 0.32 0.36 0.44 | св. 5.00 до 6.40 | До. 1.20 1.20 - 2.40 2.40 -4.00 4.00 - 5.00 5.00 -6.40 6.40 -8.00 8.00 -10.0 10.0-12.0 12.0 -12.8 | 6.40 7.00 8.00 9.00 10.0 12.0 14.0 16.0 18.0 |
| св. 0.16 до 0.20 | св. 0.03 0.03 - 0.08 0.08 - 0.12 0.12 - 0.16 0.16 - 0.20 0.20 -0.24 0.24 -0.32 0.32 - 0.40 | 0.20 0.22 0.24 0.28 0.32 0.36 0.44 0.55 | св. 6.40 до 8.00 | До 2.00 2.00-4.00 4.00 - 5.00 5.00 -6.40 6.40 -8.00 8.00 -10.0 10.0-12.0 12.0 -16.0 | 8.00 9.00 10.0 11.0 12.0 14.0 18.0 22.0 |
| св. 0.20 до 0.24 | св. 0.06 0.06 - 0.12 0.12 - 0.16 0.16 - 0.20 0.20 -0.24 0.24 -0.32 0.32 - 0.40 0.40 -0.48 | 0.24 0.28 0.32 0.36 0.40 0.50 0.56 0.64 | св. 8.00 до 10.0 | До 2.40 2.40-4.00 4.00 - 6.40 6.40 -8.00 8.00 -10.0 10.0-12.0 12.0 -16.0 16.0 - 22.0 | 10.0 11.0 12.0 14.0 16.0 18.0 22.0 28.0 |
| св. 0.24 до 0.32 | До. 0.06 св. 0.06 до 0.12 0.12 - 0.20 0.20 - 0.22 0.24 -0.32 0.32 - 0.40 0.40 -0.50 0.50-0.64 | 0.32 0.36 0.40 0.44 0.50 0.56 0.70 0.90 | св.10.00 до 12.0 | До 3.20 3.20-6.40 6.40 -8.00 8.00 -10.0 10.0-12.0 12.0 -16.0 16.0 - 20.0 20.0 -24.0 | 12.0 14.0 16.0 18.0 20.0 24.0 28.0 32.0 |
| св. 0.32 до 0.40 | св. 0.08 0.08-0.16 0.16 -0.24 0.24 -0.32 0.32 - 0.40 0.40 -0.50 0.50 -0.64 0.64 -0.80 | 0.24 0.28 0.32 0.36 0.40 0.50 0.56 0.64 | св.12.00 до 16.0 | До 4.00 4.00-8.00 8.00 -10.0 10.0-12.0 12.0 -16.0 16.0 - 20.0 20.0 -24.0 24.0 - 32.0 | 16.0 18.0 20.0 22.0 24.0 28.0 36.0 44.0 |
| св. 0.40 до 0.50 | св. 0.12 0.12-0.24 0.24 -0.32 0.32 - 0.40 0.40 -0.50 0.50 -0.64 0.64 -0.80 0.80 -1.00 | 0.24 0.28 0.32 0.36 0.40 0.50 0.56 0.64 | св.16.00 до 20.0 | До 5.00 5.00 до 8.00 8.00 -12.0 12.0 -16.0 16.0 - 20.0 20.0 -24.0 24.0 - 32.0 32.0 - 40.0 | 20.0 22.0 24.0 28.0 32.0 36.0 44.0 56.0 |
| св. 0.50 до 0.64 | св. 0.12 0.12-0.24 0.24 - 0.40 0.40 -0.50 0.50 -0.64 0.64 -0.80 0.80 -1.00 1.00 -1.20 1.20 - 1.28 | 0.24 0.28 0.32 0.36 0.40 0.50 0.56 0.64 | св.20.00 до 24.0 | До 6.40 6.40 - 12.0 12.0 -16.0 16.0 - 20.0 20.0 -24.0 24.0 - 32.0 32.0 - 40.0 40.0 -48.0 | 24.0 28.0 32.0 36.0 40.0 44.0 56.0 64.0 |
| св. 0.64 до 0.80 | св. 0.20 0.20-0.40 0.40 -0.50 0.50 -0.64 0.64 -0.80 0.80 -1.00 1.00 -1.20 1.20 - 1.60 | 0.24 0.28 0.32 0.36 0.40 0.50 0.56 0.64 | св.24.00 до 32.0 | До 8.00 8.00 - 16.0 16.0 - 20.0 20.0 -24.0 24.0 - 32.0 32.0 - 40.0 40.0 -50.0 50.0 - 64.0 | 32.0 36.0 40.0 44.0 50.0 56.0 70.0 90.0 |
Для верхних поверхностей ряды припусков должны быть увеличены на 1-2 единицы.
Таблица 4.5
Задание ряда припусков для верхних поверхностей
| 9 | Ряд припусков отливки | 10 | |||||||
| 10 | Ряд припусков для верхних поверхностей отливки | 12 | 12 | 12 | 10 | 10 | 10 | 10 | 10 |
По ряду припусков и по величине общего допуска ∆ элемента поверхности (мм) определяют общий припуск на механическую обработку на сторону (мм, не более) отливки для различных видов обработки: Черновой, Получистовой, Чистовой, Тонкой (строки с 11 по 14 таблица 4.10).
Далее необходимо определить конкретный вид обработки для заданной поверхности. Для чего нужно поделить допуск детали на допуск линейных размеров отливки. По допуску линейных размеров отливки и по полученному соотношению между допусками размера детали и отливки от базы обработки до обрабатываемой поверхности определить вид конкретной обработки по таблице 4.6.
И по полученному виду обработки необходимо выбрать определенное значение припуска на механическую обработку (стр. 20 таблицы 4.10).
Таблица 4.6
Вид окончательной механической обработки по допуску размеров
| Допуск размера отливки | Соотношение между допусками размера детали и отливки от базы обработки до обрабатываемой поверхности | Вид окончательной механической обработки |
| До 0.5 | св. 0.4 св. 0.15 до 0.4 св. 0.10 до 0.15 св. 0.10 | Черновая Получистовая Чистовая Тонкая |
| Св. 0.5 до 1.0 | св. 0.3 св. 0.10 до 0.3 св. 0.05 до 0.10 св. 0.05 | Черновая Получистовая Чистовая Тонкая |
| св. 1.0 до 2.0 | св. 0.2 св. 0.1 до 0.2 св. 0.05 до 0.10 св. 0.05 | Черновая Получистовая Чистовая Тонкая |
| Св. 2.0 до 5.0 | св. 0.15 св. 0.05 до 0.15 св. 0.02 до 0.05 св. 0.05 | Черновая Получистовая Чистовая Тонкая |
| Св. 5.0 | св. 0.10 св. 0.05 до 0.10 св. 0.02 до 0.05 св. 0.02 | Черновая Получистовая Чистовая Тонкая |
Таблица 4.7
Вид окончательной механической обработки по допускам
формы и расположения размеров
| 15 | Определение вида механической обработки по допуску размера: | ||||||||
| 16 | допуск детали, мм | 1,6 | 0,4 | 1 | 0,057 | 4 | 2 | 0,063 | 1 |
| 17 | допуск отливки, мм | 18 | 7 | 9 | 8 | 6,4 | 5,6 | 6,4 | 10 |
| 18 | отношение допусков размеров детали и отливки | 0,09 | 0,06 | 0,11 | 0,007 | 0,67 | 0,36 | 0,01 | 0,1 |
| 19 | Назначение вида обработки | пч | пч | черн | тонк | черн | чер | тонк | чер |
| 20 | Общий припуск, мм | 16.5 | 8.8 | 8,0 | 12,5 | 9,3 | 9,3 | 9,3 | 12,5 |
Точность обработки и припуски отливок
Уровень точности обработки, достигаемый в зависимости от технического уровня технологии механообработки, приведен в таблице 4.8.
Таблица 4.8
Уровень точности обработки
| Характеристика металлообрабатывающего оборудования | Уровень точности обработки при степени точности станков | |
| нормальной | высокой | |
| Автоматизированное оборудование, оснащенное устройствами для стабилизации и управления точностью обработки Автоматизированное оборудование (агрегатные станки и станки с ЧПУ. автоматические линии из агрегатных станков с ЧПУ и гибких производственных модулей и т. п.) Неавтоматизированное оборудование (станки с ручным управлением) | - Средняя Пониженная | высокая Повышенная Средняя |
| Примечания: 1. К нормальной степени точности станков следует относить станки нормальной точности по ГОСТ 8, К высокой степени точности станков следует относить станки повышенной, высокой, особо высокой точности «О ГОСТ 8. 2. Значения припусков, приведенные в таблице 6 настоящего стандарта, следует применять при среднем уровне точности обработки (настоящая таблица). При повышенном или высоком уровне точности обработки следует принимать значения припусков, соответствующие интервалам общих допусков, расположенных в таблице 8 соответственно на 1 или 2 строки выше интервала действительного допуска, при пониженном уровне точности обработки — на 1 строку ниже интервала действительного допуска. | ||
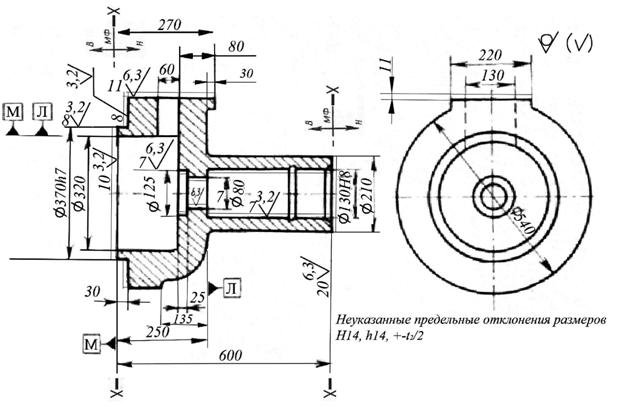
Рис. 4.7. Нанесение припусков на чертеж детали
Таблица 4.9.
Определение величины усадки
| 21 | Размер детали, мм | 600 | 30 | 250 | Ǿ370 | Ǿ125 | Ǿ80 | Ǿ130 | 270 |
| 22 | Размер отливки, мм | 616,5 | 38,8 | 258 | 382,5 | 115,7 | 70,7 | 120,7 | 282,5 |
| 23 | Литейная усадка, % отливки | 2 | |||||||
| Литейная усадка конкретного размера отливки, % | 1,8 | 2 | 2 | 1,9 | 2 | 2 | 2 | 2 | |
| 24 | Литейная усадка конкретного размера отливки, в мм | 11,1 | 0,8 | 5,2 | 7,3 | 2,3 | 1,4 | 2,4 | 5,6 |
| 25 | Размер модели или стержневого ящика, мм | 627,6 | 39,6 | 263,2 | 389,8 | 118 | 72,1 | 123,1 | 288,1 |
Просуммировав номинальный размер детали (стр. 2 или 21 таблицы 4.10) с общим припуском (стр 20 таблица 4.10) получим размер отливки
Размер отливки Zотл устанавливают больше (+Z) или меньше (—z) размера детали Zдет в зависимости от расположения припусков:
Для наружных поверхностей размер детали увеличивается на размер общего припуска.
Для внутренних поверхностей размер детали уменьшается на величину общего припуска.
Lотл = (Lдет±δ1± δ2)±∆/2,
где δ1, δ2 — припуски на механическую обработку с одной и с другой стороны; ∆ — допуск размерной точности отливки (расположение допуска может быть и несимметричным).
Расчет размеров отливки ведут с учетом выбранного положения ее в форме.
Таблица 4.10.
Общая таблица по определению припусков на механическую обработку
| № пп | Последовательность назначения | Поверхности | |||||||
| A | Б | В | Г | Д | Е | Ж | З | ||
| 1 | Класс размерной точности отливки | 13т | |||||||
| 2 | Номинальный размер от базы до обрабатываемой поверхности, мм | 600 | 30 | 250 | Ǿ370 | Ǿ125 | Ǿ80 | Ǿ130 | 270 |
| 3 | Вид размера ВР | 3 | 2 | 2 | 1 | 1 | 1 | 1 | 2 |
| 4 | Класс точности размера отливки, КР | 14 | 13т | 13т | 12 | 12 | 12 | 12 | 13т |
| 5 | Допуск линейного размера Тц, мм | 18 | 7 | 9 | 8 | 6,4 | 5,6 | 6,4 | 10 |
| 6 | Учет допусков формы и расположения 0,25 от Тц, мм | 4,5 | 1.75 | 2,25 | 2 | 1,6 | 1,4 | 1,6 | 2,5 |
| 7 | Общий допуск, Тобщ, мм | 20 | 8 | 10 | 8 | 7 | 7 | 7 | 11 |
| 8 | Общий допуск при назначении припуска | ||||||||
| 9 | Ряд припусков отливки | 10 | |||||||
| 10 | Ряд припусков для верхних поверхностей отливки | 12 | 12 | 12 | 10 | 10 | 10 | 10 | 10 |
| 11 | черновой | 13.0 | 6.9 | 8.0 | 7.1 | 5.4 | 5.4 | 5.4 | 7.5 |
| 12 | получистовой | 16.5 | 8.8 | 10.5 | 9.5 | 7.3 | 7.3 | 7.3 | 9.8 |
| 13 | чистовой | 19.5 | 10.5 | 12.0 | 11.0 | 8.5 | 8.5 | 8.5 | 11.5 |
| 14 | тонкий | 22.0 | 11.0 | 13.5 | 12.5 | 9.3 | 9.3 | 9.3 | 12.5 |
| 15 | Определение вида механической обработки по допуску размера: | ||||||||
| 16 | допуск детали, мм | 1,6 | 0,4 | 1 | 0,057 | 4 | 2 | 0,063 | 1 |
| 17 | допуск отливки, мм | 18 | 7 | 9 | 8 | 6,4 | 5,6 | 6,4 | 10 |
| 18 | отношение допусков размеров детали и отливки | 0,09 | 0,06 | 0,11 | 0,007 | 0,67 | 0,36 | 0,01 | 0,1 |
| 19 | Назначение вида обработки | пч | пч | черн | тонк | черн | чер | тонк | чер |
| 20 | Общий припуск, мм | 16.5 | 8.8 | 8,0 | 12,5 | 9,3 | 9,3 | 9,3 | 12,5 |
| 21 | Размер детали, мм | 600 | 30 | 250 | Ǿ370 | Ǿ125 | Ǿ80 | Ǿ130 | 270 |
| 22 | Размер отливки, мм | 616,5 | 38,8 | 258 | 382,5 | 115,7 | 70,7 | 120,7 | 282,5 |
| 23 | Литейная усадка, % отливки | 2 | |||||||
| 1,8 | 2 | 2 | 1,9 | 2 | 2 | 2 | 2 | ||
| 24 | Литейная усадка конкретного размера отливки, в мм | 11,1 | 0,8 | 5,2 | 7,3 | 2,3 | 1,4 | 2,4 | 5,6 |
| 25 | Размер модели или стержневого ящика, мм | 627,6 | 39,6 | 263,2 | 389,8 | 118 | 72,1 | 123,1 | 288,1 |
4.6. Литейная усадка и ее учет при разработке технологии отливки
Далее необходимо увеличить значения размеров отливки на величину усадки сплавов, использованных для изготовления отливки.
Припуски на литейную усадку обычно определяют в зависимости от вида сплава (табл. 4.11). При разработке технологии изготовления сложных отливок можно использовать приведенные ниже значения линейной усадки сплавов, %:
Припуски на литейную усадку обычно определяют в зависимости от сложности и размеров отливки.
Литейная усадка принимается вначале для отливки целиком для углеродистой стали 40Л-IIIс содержанием углерода0,37÷0,45%. Она составляет – 1,95%.
Таблица 4.11
Зависимость коэффициента усадки от марки сплава
| Наименование материала | %, по массе | Усадка, % |
| Серый чугун Белый чугун Высокопрочный чугун | 0,6—1,3 1,6—2,3 1,5—2,0 | |
| Сталь с содержанием С, %: | 0,04 0,1 0,2 0,3 0,4 0,5 0,7 | 2,35 2,27 2,14 2,00 1,95 1,88 1,79 |
| Сталь с содержанием Ni, %: | 1 2 4 | 2,19 2,12 1,87 |
| Сталь с содержанием Сr,/%: | 1 2 3 | 2,18 1,95 1,81 |
| Сталь с содержанием Сu, %: | 0,5 1 1,5 | 2,37 2,29 2,09 |
| Сталь 110Г13Л Сталь жаростойкая | 2,5—3,8 1,8—2,2 | |
| Бронза оловянная Бронза алюминиевая | 1,4—1,6 1,5—2,4 | |
| Латунь цинковая Латунь кремнистая | 1,5—2,2 1,6—1,8 | |
| Сплавы систем: алюминий — кремний алюминий — магний алюминии — олово алюминий — железо | 1,7—1,72 1,2—1,3 0,56—0,58 1,65—1,75 | |
| медь — алюминий медь — фосфор медь — магний медь — олово медь — никель | 2,4 1,60—1,64 1,53 1,45—1,50 2,3—2,5 |
Таблица 4.12.
Рекомендуемые значения литейной усадки сплавов для отливок
различной сложности и размеров
| Материал | Характеристика отливок | Основные размеры отливки, мм | Литейная усадка, % | |
| Толщина стенки | Длина | |||
| Углеродистая сталь | Простые (без стержней) | 30—100 Более 100 | До 500 500—2 000 | 2,0 1,3 |
| Средней сложности (с ребрами, выступами, полостями, выполняемыми стержнями) | 30-100 Более 100 30—65 65—100 65—100 | 500—3000 5000—6500 5000—6500 6500—10000 Более 10000 | 1,5 1,2 0,9 0,8 0,7 | |
| Сложные типа решеток | 20—40 20—40 30—50 | До 2000 2000—6000 10000—15000 | 0,8 0,5 0,3 | |
| Серый чугун | Простые (без стержней) | 20—40 50—100 Более 100 | До 500 500—1000 Более 1000 | 1,0 0,9 0,7—0,8 |
| Сложные коробчатой формы | 20—65 20—65 | До 500 Более 500 | 0,8—0,9 0,5—0,7 | |
| Медные сплавы | Простые Сложные | До 20 20—40 | До 100 Более 100 | 1,2—1,5 1,0—1,3 |
| Алюминиевые сплавы | Простые Сложные | До 15 15—35 | До 100 Более 100 | 1,4—1,6 0,8—1,2 |
Таблица 4.13
Зависимость величины усадки от податливости формы, сложности отливки
| Группа отливок | Усадка, % | |
| затрудненная | свободная | |
| Мелкие и средние | 0,9 | 1,0 |
| Средние и крупные | 0,8 | 0,9 |
| Очень крупные | 0,7 | 0,8 |
| Цилиндровые: | ||
| По длине | 0,8 | 0,9 |
| По диаметру | 0,5 | 0,7 |
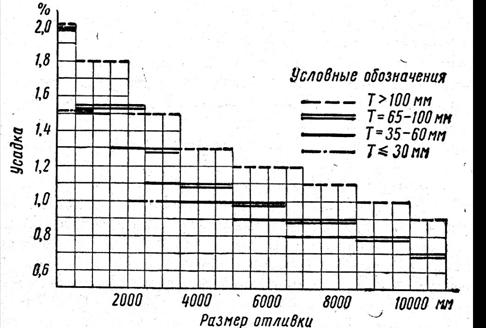
Рис. 4.8. Зависимость литейной усадки от габаритных размеров и толщины стенки отливки.
Чертеж отливки выполняют в соответствии с требованиями стандартов ЕСКД и ГОСТ 3.1125-88. Контур отливки изображают основной линией, под наименованием детали пишут "Отливка". При вычерчивании отливки контур детали, включая внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых в литье, изображают сплошными тонкими линиями; проставляют размеры отливки и детали, учитывая все припуски на механическую обработку с указанием их значений. Технологические приливы, пробы на испытание, остатки прибылей, выпоров и питателей, если их не удаляют в литейном цехе, выполняют на изображении отливки сплошной основной линией. Назначение пробы указывают на полке линии-выноски.
В технических требованиях указывают группу отливки, нормы точности, а также допускаемые дефекты или допустимость их устранения вырубкой и заваркой.
На чертеже отливки указывают все радиусы литейных сопряжений и формовочные литейные уклоны. Формовочные уклоны выбирают по ГОСТ 3212-92 [12]. Значения уклонов приведены в следующем разделе. Уклоны на обрабатываемые поверхности предусматривают сверх припуска за счет увеличения размеров или толщины стенки. Уклоны на необрабатываемые поверхности назначают за счет увеличения размеров (тонкостенные детали) или их уменьшения (толстостенные детали). При наличии уклонов на наружных и внутренних поверхностях следует стремиться к равной толщине стенки отливки.
В мелкосерийном и индивидуальном производстве чертежи отливок не выполняют, а все сведения помещают на размеченной копии чертежа детали.
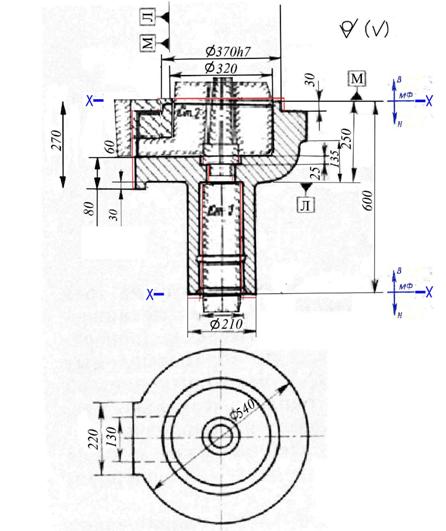
Рис. 4.9.
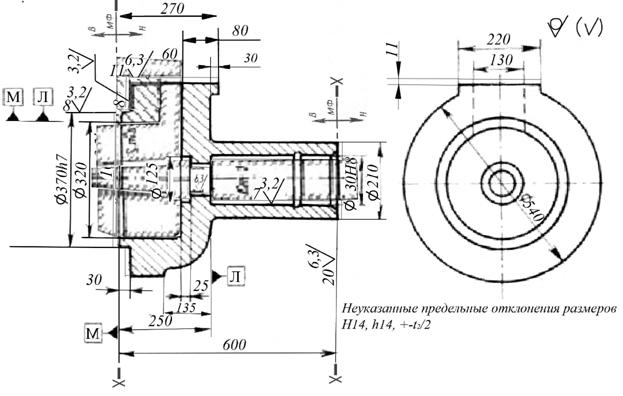
Рис. 4.10.
5. Модельный комплект
Модельный комплект служит для формирования полости под отливку в песчаной литейной форме и изготовлении стержней. В него входят модель и стержневые ящики. Модельный комплект изготавливают из пиломатериалов хвойных (ель, сосна) или твердых (береза, бук, дуб) пород дерева, пластмасс и металлических сплавов. Металлические сплавы (чугун, силумин) применяют в массовом производстве, а хвойные пиломатериалы используют в единичном и мелкосерийном. В серийном производстве модельные комплекты изготавливают из твердых пород дерева, пластмасс и сплавов.
Деревянные комплекты выполняют из пиломатериалов (доски, бруски) сплачиванием, склеиванием предварительно вырезанных заготовок. С целью уменьшения коробления заготовки чередуют по расположению волокон (вдоль и поперек).
Окончательную обработку деревянных и металлических комплектов осуществляют на станках. Предусмотрено девять классов точности модельных комплектов, взаимосвязанных с классами размерной точности отливок. Допуски размеров модельного комплекта в 10-15 раз меньше соответствующих допусков размеров отливок.
Для снижения поглощения древесиной влаги и для исключения прилипания формовочной смеси деревянные модельные комплекты грунтуют, шпатлюют и красят эмалями серого, красного или желтого цвета соответственно для отливок из стали, чугуна и цветных сплавов. Знаковые части покрывают эмалью черного цвета.
Поскольку металлические модели чаще получают литьем, их выполняют пустотелыми с толщиной стенки 6-15 мм. Прочность и жесткость литых комплектов повышают за счет установки ребер жесткости.
Модель — приспособление, с помощью которого в литейной форме получают полость, которая по размерам и внешним очертаниям соответствует будущей отливке. Для получения отливок с отверстиями или углублениями на модели предусматривают специальные выступы — стержневые знаки, образующие в форме углубления для установки стержней. Конфигурация модели соответствует внешним очертаниям отливки, а размеры модели больше размеров отливки на величину линейной усадки сплава + припусков на механическую обработку отливки.
Конструкции моделей для получения осесимметричной детали изображены на рис. 5.1. Разъемная деревянная модель (а) состоит из двух частей, фиксируемых друг с другом с помощью шипов. Такую модель применяют при ручной формовке.
При машинной формовке модель состоит из двух (в данном случае одинаковых) полумоделей 1 (рис. 5.1, б), которые имеют резьбовые и штифтовые отверстия для закрепления на соответствующей модельной плите 2 (изображена более тонкими линиями). Полумодели закрепляют на модельных плитах по координатам относительно центрирующих штырей 3таким образом, чтобы совпали отпечатки в нижней и верхней полуформах, полученные на двух разных машинах. На модельных плитах может закрепляться не одна, а несколько моделей для получения формы на 2—4 отливки. Кроме того, на модельных плитах закрепляют модели литниковой системы (питатели, шлакоуловители и др.).
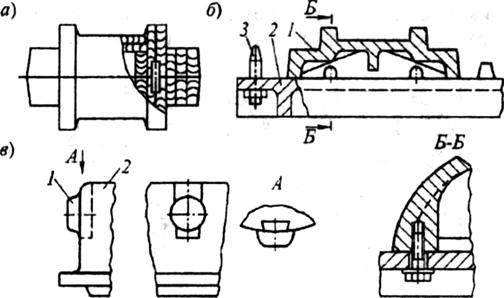
Рис. 5.1. Конструкция моделей
Деревянные модели могут иметь несколько разъемов, но в этом случае они менее точны и дороже, будут создавать дополнительные сложности при формовке. Иногда для получения выступов на отливках используют отъемные части моделей (рис. 5.1, в). Соединение отъемных частей 1 с основной моделью 2 осуществляют шпильками или при помощи пазов типа "ласточкин хвост". Извлекают отъемную часть из полости формы после удаления основной части модели. Применение отъемных частей модели резко снижает производительность труда, повышает вероятность разрушения формы, поэтому их следует избегать, создавая технологичную конструкцию детали.
Стержневые ящики служат для получения стержней. Процесс изготовления стержней включает в себя набивку ящика стержневой смесью, съем ящика с сырого стержня на сушильной плите, транспортировку стержней в сушильную камеру. Только после сушки стержень становится сравнительно прочным, его можно переносить, перевозить, перекладывать, устанавливать в форму или собирать с другими стержнями.
Конструктивно стержневые ящики могут быть вытряхными и набивными (рис. 5.2). Вытряхные ящики применяют для получения половинок стержней, которые склеивают после сушки. Стержень при этом должен иметь плоскую поверхность, на которую его укладывают на сушильную плиту.
Разъемные ящики соединяются с помощью шипов, дюбелей, скоб и замков. Ящики допускают кантовку вместе со стержневой смесью. Разнимают ящик после его размещения на сушильной плите. Поскольку стержень остается на плите и с ней подается на сушку, размеры опорной поверхности стержня должны гарантировать его устойчивость. Стержневые ящики могут содержать отъемные вкладыши, иметь не один, а несколько разъемов.
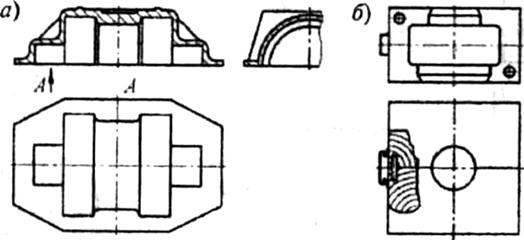
Рис. 5.2. Устройство стержневых ящиков:
а -вытряхного и б – разъемного.
Для очень многих внутренних полостей отливок используют не один, а несколько стержней, которые получают в простых ящиках, а затем склеивают или собирают после сушки. При сборке стержней друг с другом предпочтительно иметь фиксаторы, например коническое углубление в одном и выступ в другом стержне.
В процессе набивки стержневой смеси в ящик закладывают металлические (проволочные) каркасы, повышающие прочность и теплопроводность стержня. Газоотводные каналы выполняют с помощью удаляемых металлических стержней или закладкой жгутов соломы, металлической стружки, фитилей и вентиляционных шнуров для сложных стержней.
Иногда стержни получают из самотвердеющих смесей, например из холоднотвердеющих смесей, если затвердевание стержня осуществляется непосредственно в ящиках или после его продувки газами. В этом случае процесс изготовления стержней проходит значительно быстрее.
Жидкие самотвердеющие смеси (ЖСС), сохраняющие свойство текучести в течение 9—10 минут, и холоднотвердеющие смеси (ХТС) готовят в специальных шнековых смесителях, размещенных непосредственно в стержневом участке. Готовая смесь должна быть немедленно (в течение 2 минут) использована для изготовления стержней или форм. В стержневом участке необходимо предусматривать рабочие места и оборудование для отделки, склейки, окраски и подсушки стержней.

