




Номинальды өлшем (D, d, l және т.б.) - ауытқуды есептеудің басталуы болып табылатын өлшем және шекті өлшемдерді қатысты анықтайды.
Нақгы өлшем - белгілі қателікпен өлшеніп алынған өлшем. Бұл термин тетіктерді абсолютті дәл талапты өлшемдермен дайындау мүмкін еместігіне және оларды қателіксіз өлшеу үшін енгізілген. Тетіктің шекті өлшемі - қажетті тетік арасында болатын немесе нақты өлшемге тең болуы мүмкін екі шекті шақты өлшем. Оның үлкені ең көп шекті өлшем, азы - ең аз шекті өлшем деп аталады. Оларды тесік үшін Втах және Втіп, білік үшін йтах және с!тіп етіп белгілейміз. Нақты өлшемді шекті өлшеммен салыстырып, тетіктің жарамдылығы туралы айтуға болады.
Өтімді шек - материалдың максимальды санымен байланысты, екі шекті өлшемдерге қолданылатын термин, оның ішінде білік үшін жоғарғы шек және тесік үшін төменгі шек (шекті калибрді қолдану кезінде өтпелі калибрмен тексерілетін шекті өлшем туралы айтады). Өтімсіз шек — материалдың минимальды санымен байланысты, екі шекті өлшемдерге қолданылатын термин, оның ішінде білік үшін төменгі шек және тесік үшін жоғарғы шек (шекті калибрлерді қолдану кезінде өтімсіз калибрмен тексерілетін шекті өлшем туралы).

|  б)
б)
|
à)
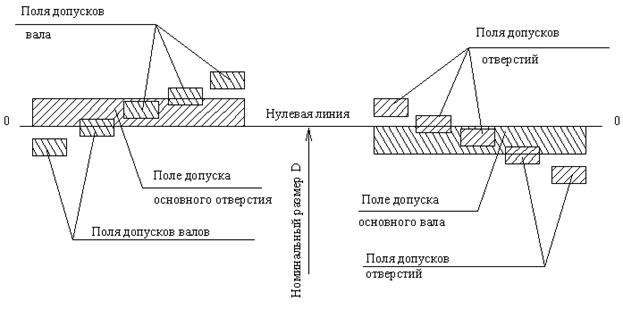
4- сурет. Тесікпен қондыру кезіндегі тесік пен біліктің шақгама өрістері (тесік ауытқуы оң, білік ауытқуы теріс)
Т шақтамасы (латын сөзі Тоіегапсе — шақтама) деп сол немесе басқа параметрлердің ең үлкен және ең кіші шақты мәндер арасыендағы айырмашылықты атайды.
Шақгаманы ықшамдау үшін шақгама өрісі түрінде графикалық бейнелеуге болады (4,б-сурет).
Шақгама өрісі - жоғары және төменгі ауытқушы шектелетін өріс.
Білік — тетіктің (беткейдің) сыртқы (көрінетін) элементтерін белгілеу үшін қолданылатын термин.
Тесік — тетіктің (беткейдің) ішкі элементтерін белгілеу үшін қолданылатын термин.
Қондыру деп саңылау нсмесе керіліс алу шамасын анықтайтын тетік қосылысының түрін атаймыз. Қондыру қосылған тетіктердің қатысты жылжуының бостығын немесе олардың өзара жылжуының кедергі дәрежесін сипаттайды.
Саңылау "S" — егер тесік өлшемі білік өлшемінен көп болса тесік пен білік өлшемдерінің айырмашыл ығы.
Керіліс "N" — егер білік өлшемі тесік өлшемінен көп болса, жинауға дейінгі білік пен тесік өлшемдерінің айырмашылығы.
Саңылаумен қондыру — қосылыстағы саңылауды қаматамасыз ететін қондыру (тесіктің шақтама өрісі біліктің шақтама өрісінің үстінде орналасқан).
Керілумен қондыру — қосылыстағы керілісті қамтамасыз ететін қондыру (тесіктің шақгама өрісі біліктің шақтама өрісінің астына орналасқан).
Өтімді қондыру — саңылауда керілісті алуға болатын қондыру (тесік пен біліктің шақтама өрістері жиі немесе толық жабылады).
Шақтама және қондыру жүйесі деп тәжірибе негізінде түрғызылған, теориялық жөне тәжірибелік зерттеулер және стандарт түрінде безендірілген шақтамалар мен қондыру жинағын атайды. Жүйе ең қажетті тандау жасау үшін тағайындалған, бірақ машина тетіктерінің типтік қосылыстарын шақтама және қондыру варианттары практикада өте көп болуы кескіш аспаптар мен калибрлерді стандарттауға мүмкіндік береді, конструкциялауды, өндірісті жеңілдетеді және бүйымдардың және олардың бөліктерінің өзара ауыстырымдылығына жеткізеді, сонымен қатар олардың сапасын жоғарылатуға жағдай жасайды. Біздің мемлекетте бұрын жалпы біріккен (ОСТ) және мемлекеттік (ГОСТ) стандарттар қатарымен безендірілген шақтама және қондыру жүйелерін қолданған. Осы уақытта дүние жүзінің мемлекеттері ИСО шақгама жөне қондыру жүйелерін қолданды. ИСО жүйесі металл өндеу өнеркәсібінде халықаралық техникалық байлансытарды жеңілдету мақсатында шақтама мен қондырудың үлттық жүйесін бірыңғайландыру үшін шығарылған.
Машиналардың типтік тетіктеріне арналған ИСО және ЕСДП шақтама және қондыру жүйелері бірлік принцип бойынша тұрғызылған. Шақтамалар тесік жүйесінде де (ТЖ) және білік жүйесінде де (БЖ) қарастырылған.
Тесік жүйесіндегі шақтамалар - саңылаулары мен керілістері әртүрлі біліктердің негізгі тесікпен қосылысымен алуға болатын жөне "Н" әрпімен белгіленетін шақгама (5,а-сурет). Білік жүйесіндегі шақтама - әртүрлі саңылаулары мен керілістері өртүрлі тесіктердің негізгі біліктермен қосылуымен алынатын және "һ" әрпімен белгіленетін шақтама (5,б—сурет).
а) б)
5-сурет. Тесік (а) және білік (б) жүйелеріндегі қондырулар үшін шактама өрістерінің орналасу мысалдары.
Тесік жүйесіндегі барлық қондыру үшін тесіктің төменгі ауыткуы ЕІ=0, демек, негізгі тесіктің шақгама өрісінің төменгі шекарасы барлық кезде нөлдік сызықпен сай келеді. Білік жүйесіндегі барлық қондыру үшін негізгі біліктің жоғарғы ауыткуы еs=0, демек біліктің шақгама өрісінің жоғарғы шекарасы нөлдік сызықпен сай келеді. Негізгі тесіктің шақгама өрісі нөлдік сызықтың жоғарғы, ал негізгі біліктің шақтама өрісі төменгі жағына, демек, тетік материалында орналастырылады.
Шақгаманың мұндай жүйесі бір жақты шекті деп аталады. Тесік және білік жүйелеріндегі біратты қондыру (демек, шекті саңылау және керіліс) түрі шамамен бірдей болады. Қандай қондыру үшін болмасын тесік және біліктің жүйесін тандау конструктивті, технологиялық жолдармен анықталады.
Осы уақытта шақтамалар мен қондыруды таңцаудың үш тәсілі бар:
1. Прецеденттер тәсілі (аналогты тесіл) конструктор бұрын құралған жөне пайдаланудағы бір типті немесе басқа машиналарды іздеп табады, жинақгы бірлікті, ұқсас жобалауды қолдану жағдайында сол немесе үқсас шақгамалар мен қондыруларды тағайындайды.
2. Үқсастық тәсілі прецедент тәсілінің дамуы болып табылады. Ол конструктивті және пайдалану белгілері бойынша машина тетіктерінің жіктелуінің нәтижесінде және шақтаманы қолданудың мысалдары мен анықгамалардың шығарылуынан туындаған. Бұл тәсілмен шақгама мен қондыруды тандау үшін конструктивті белгі аналогиясын және анықгамада көрсетілген белгілермен жобаланатын жинақы бірліктің пайдалану шарттарын бекітеді.
3. Есептеу тәсілі шақтама мен қондыруды тандаудың ең үлкен басты төсілі болып табылады. Осы тәсілмен машина және басқа бүйымдарды жобалау кезінде квалитеттерді (дәлдік дәреже) шақтамалр мен қондыруларды тандауда тетіктерге, жинау бірліктеріне және толық бұйымдарға қойылатын пайдалану-конструктивті талаптарды қанағаттандыруға талпынады.
Жанаспайтын беткей өлшемінің функционалды шақтамасы ТF бұйымының пайдалану көрсеткіштерінің шақты өзгерістерімен анықталатын осы өлшемдердің ең үлкен және ең кіші мәндері арасындағы айырмашылыққа тең:
ТF=DmaxF – DminF (1)
Саңылаулы қондырудың функционалды шақтамасы ТFS машиналар немесе оның бөлшектрінің пайдалану көрсеткіштерінің шақты бүйымдарын анықтаумен ең үлкен және ең кіші шақты саңылаулар арасындағы айырмашылыққа тең
ТFS=SmaxF – SminF (2)
Функционалды шақгамалар ТF жөне ТFS ең үлкен болуы керек, бірақ бұйым шақты пайдалану көрсеткіштерімен жүмыс істеуі қажет.
Домалау подшипнигі арнайы зауыттарда дайындалған ең көп тараған стандартты тізім болып табылады. Олардың ішкі сақинасының ішкі және сыртқы диаметрінің dсыртқы диаметрімен D анықтайтын қосу беткейі бойынша толық сыртқы өзараауыстырымдылығы және де домалау денесі мен сақина арасындағы толық емес ішкі өзараауыстырымдьшығы болады. Шарик кешенінің саңылауларының аз шақгамалары мен аз шақгы әртүрлі өлшемділгінің салдарынан домалау денесі мен подшипник сақинасын селективті тәсілмен таңцайды. Қосындыланған беткейлер бойынша толық өзараауыстырымдылық тез жөндеуге мүмкіндік береді, сонымен қатар тізілімнің жақсы сапасын сақтап ескірген домалау подшипниктерін ауыстыруға болады; толық өзараауыстырымдылықгы сақтау подшипникті тізілімнің сапасын төмендетеді.
Басқа да әртүрлі жағдайларда подшипниктердің сапасы келесілермен анықталады:
1) қосылған өлшемдердің d, D, сақина енінің В, ал роликті радиалды подшипниктері үшін жөндеу биіктігінің Т дәлдігі; пошымның жөне подшипниктердің сақина беттерінің өзара орналасуы мен олардың кедір-бұдырлығының дәлдігі; бір подшипниктегі домалау денесі пошымы мен өлшемдерінің дәлдігі және оның бетінің кедір-бұдырлығы;
2) домалау жолдары мен сақина қырларының радиалды және остік ауытқымасын сипаттайтын айналу дәлдігі.
Подшипниктің дәлдік класы механизмнің айналу дәлдігі мен жұмыс істеу шарттарына қойылатын талаптардан тандалады. Жалпы тағайындалуымен көптеген механизмдер үшін О дәлдік класымен подшипниктер қолданылады (орташа). Ең жоғары дөлдік класымен подшипниктерді үлкен айналу жиілігі кезінде және біліктің айналуына жоғары дәлдік талап етілген жағдайларда қолданады (мысалы, шлифтеу және басқа станоктарда шпиндель, авиациялық қорғағыштар мен аспаптар үшін). Дәлдік класы подшипниктің шартты белгіленуінің алдында сызықша арқылы көрсетіледі, мысалы,6-205. Мүнда 6 подшипниктің дәлдік класы. Гироскоптық және басқа да жауапты приборлар мен машиналар үшін 2 класс және дәлірек подшипниктерін қолданады.
Барлық кластар үшін қосылыс диаметрі кезінде жоғары ауытқу нөлге тең етіп алынады. Сондықтан сақинаның сыртқы диаметрі Dm және ішкі dm диамтерлерін негізгі білік және негізгі тесіктің диаметрімен қатысты алады, ал бұдан шығатыны тұрықпен сыртқы сақинаның қондырылуы білік жүйесі бойынша, ал білікпен ішкі сақина тесік жүйесі бойынша орындалады.
Домалау подшипнигін корпустағы білікке қондыру подшипниктің типі мен өлшемі, оны пайдалану жағдайы, оған ықпал жасайтын жүктеме түрі және сақинаны жүктеу түрлері бойынша тандайды. Сақиналарды жүктеудің үш түрі бар: жергілікті, циркуляциялық және тербелістік.
Жаппай жөне ірі сериялы өндіріс жағдайларында ІТ6 — ІТ17 шақтамасымен тетіктердің жарамдылығын көбінесе шекті калибрлермен тексереді. Бұл калибрлермен тегіс цилиндрлік, конустық, бұранда және оймакілтек тетіктердің өлшемдерін, кемердің терендігі мен биіктігін, сонымен қатар беткейдің орналасуын және басқа да параметрлерді тексереді.
Тегіс цилиндрлі тетіктің өлшемдерін бақылау үшін жүмыстық шекті калибрлер кешені клесілерден тұрады:
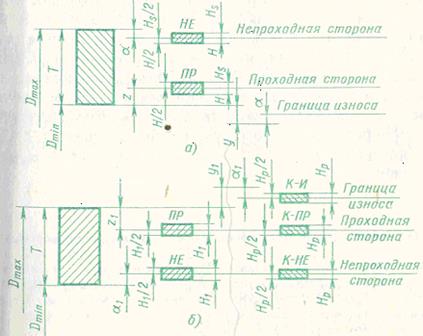
1) өтімді калибр ПР, мүның номиналды өлшемі біліктің ең үлкен шекті өлшеміне немесе тесіктің ең үлкен шекті өлшеміне тең болады. Олармен тексеріліп отырған объекті материал максимумына келетін шекті өлшем бақыланады;
2) өтпейтін калибр НЕ, оның номиналды өлшемі біліктің ең кіші шекті өлшеміне немесе тесіктің ең кіші шекті өлшеміне тең болады. Олармен тексеріліп отырған объектінің минимумына келетін шекті өлшем бақыланады. Сондықтан калибр — бұл өлшену параметрлерінің сандық мәндерін анықтауға арналып тағайындалған өлшеуіш аспабы, ал бақыланатын параметр шамалары төменгі және жоғарғы шекке кіретін етіп анықгау және екі шақты шектер арасында болады.
Тегіс калибрлердегі шақтама жүйесі дайындауға шақтамамен бекітіледі: тесік үшін жұмыстық калибрлер Н (тығындар) (Н5 — тура осындай калибр, тек сфералық өлшеуіш беткеймен; Нi - білік үшін калибр және НР – жақша үшін бақылау калибрі (6-сурет).
|
6 -сурет. Калибрлердің шақгама өрісінің орналасу сұлбасы.
Калибрлердің өлшемдері мен пошымының дөлдігіне шақгамалар бақылаушы бұйымның квалитет нөмірінің өсуімен жоғарылайды.
Конусты қосылыстар. Бұрыштық өлшемдер шақтамасы.
Конус (ішкі, сыртқы) үлкен негізгі диаметрімен D1 кіші негіз диаметрімен d1, конус бұрышымен α, еңкіш бұрышымен d/2, конус ұзындығымен L сипатталады. Еңкіш бұрышы d/2 D, d және L өлшемдерімен мына қатынаспен
 (3)
(3)
мұндағы  - конустылық;
- конустылық;  - еңкіштік
- еңкіштік
D,d, α және L өлшемдері арасындағы өзара байланыс шақтаманы белгілеумен есептеледі. Конустың номиналды өлшемі берілетін конустық кен көлденең қимасының жазықтығы негізгі жазықтық деп аталады. Негізгі жазықтықтың өстік орналасуын анықтауға арналған жазықтық базалық жазықтық деп аталады. Конустың негізгі және базалық жазықтықтарының арыасындағы өстік арақашықтық конустың база арақашықтығы деп аталады.
Конус диаметрі шақтамасын мөлшерлендірудің екі әдісі бекітілген. Бірінші әдісі бойынша конустың кез-келген кесе-көлденең қимасында бірдей және шақты конустың жазықтығының барлық нүктелері екі шекті конустың арасында орналасуын анықтайтын диаметр ТД шақтамасын бекітеді. ТД шақтамасы егер оның ауытқуын аз шақтамамен шектемейтін болса, конус бұрышының ауытқуын және конус пошымының ауытқуын шектейді. Екінші әдіс бойынша тек берілген конус қимасында ТДS шақтамасын бекітеді. Бұл шақтама конустың бұрыш ауытқуын және пошымын шектемейді. FT пошымының шақтамасы конустың кесе-көлденең қимасының дөңгелену және оның түзілуінің тік сызықтығының шақтамаларының суммасы болып табылады.
Саңылаумен, керілмемен және өтпелі қондырулар бекітілген. Жанаспалы конустарының өзара остік орналасуын орнықтыру тәсілі бойынша қондыруды конустардың конуструктивті элементтерін қозғау жолымен орнықтырумен қондыру (базалық жазықтық); конустарды берілген остік қозғау бойынша орнықтырумен қондыру және престеудің берілгне күші брйынша орнықтырумен қондыру кермелі қондыру деп бөледі. Қондырудың бірінші екі түрін бірдей квомететтің жанаспалы конустарының шақтама өрістерімен тесік жүйесінде дайындау қажет. Қозғалмалы қондырулар жанаспалы тетіктер арасындағы саңлауларды реттеуге қажетті түйіндерде қолданады (мысалы, жылжудың конустық ішпектік мойынтірегімен станоктың бұрамасұқпаның конустық мойынын қосуда). Қозғалмалы қосылыстарға герметикалық қамтамасыз ететін және жай қалыпта бір кеңістікте екіншісін ажырататын, сонымен қатар қосылыс тетіктерін өзара қозғалтудағы (мысалы,арматуралық крандар) қосылыстар жатады.
Қозғалмайтын конустық қосылысты бұрылыу моментін беру кезінде қажет қатысты кермені туғызатын остік күшті қосу жолымен алуға болады (мысалы, станоктың бұрмасұқпасының кескіш аспабының конустарын қосу).Остік күштің әсерінен тетіктің өздігінен орталықтануы жүреді(жанаспалы тетік остері сәйкес келеді). Конустың қосылыс цилиндірлік қосылыстармен салыстрғанда оңай шашуды қамтамасыз етеді, жұмыс істеу процесінде кермені реттеуге мүмкіндік береді.
Әр түрлі қондыруларды алу үшін келесі негізгі ауытқулар бекетілген;d,e,f,j,I,K,m,n,p,r,s,t,u,x,z сыртқа көшу үшін және H,J,B,N,-ішкі конус үшін. Бұл негізгі ауытқулар 4-12м квалитеттермен сәйкес шақтама өрісін түзеді.
Материкалық және Морзе конустары үшін бес дәлдік дәрежесі бекітілген; АТ4, АТ5....АТ8.Әр дәреже үшін конустың бұрыш ауытқуының шеті бекітілген (конус ұзындығына микрометірлермен), шеткі ауытқу тік сызықты түзулерден және дөңгелектемеуден. Номиналды өлшемнен бұрштың ауытқуы сыртқы үшін оң, ішкі конус үшін теріс орналасады.
Бұрышты бақылаудың салыстырмалы және тригонометриялық әдістері болады. Бірінші әдістің негізінде бақыланатын бұрыштық өлшеулермен, бұрыштармен және бұрыштық қима үлгілермен салыстыруда жатыр. Бұрыштың мөлшер көмегімен өлшеу бұрыштың жақтарымен сол мөлшер арасындағы ең үлкен сипат шамасын бекітеді.
2' дейін және ірі дәлдікпен бұрыштарды өлшеу үшін конуспен бұрышмөлшерлерді, әмбебап және оптикалық бұрышмөлшерлерді қолданады. Орталық(екі радиуспен түзілген бұрыштарды), сонымен қатар дәл бұрыштың бөлінулерін тетікті өңдеу кезінде тексеру үшін 5,10 және 60 бөлінумен оптикалық бөліну тиегін қолданады. 5 бөлінумен, экранда есептегіші бар тергі өңделген. Екі қыр арасындағы бұрыш гониометірмен, ал көлденеңінен тікке дейінгі аз бұрышты ауытқулар деңгейлікпен өлшенеді. Сонымен қатар С.С.Подлозова конструкциясымен бөлінудің ең үлкен қателігі 360 градус шегінде 2'' аспайтын.
Тегіс конусты тетіктерді калибрлермен бақылауға болады. Бұл жағдайда базаарақашықтықтың ауытқуы нормалды шектереде жатқанын анықтайды. Сондай-ақ боялу бойынша контакттың дағын анықтаумен бақылау жіберіледі.

