




Номиналды, нақты және шекті өлшемдер.
Номинал өлшем деп, машина детальдарын қолданылатын жеріне байланысты есептеуден туатын негізгі өлшемді айтаймыз. Бұл өлшем детальдардың чертежінде көрсетіледі.
Нақты өлшем деп, тетіктерді дайындаудан кейін белгілі қателікпен өлшеніп алынған өлшемді айтамыз.
Шекті өлшем деп, детальдардың нақты өлшемін шектейтін өлшемдерді айтамыз.
Ауытқу деп, шекті өлшем мен номинал өлшемнің алгебралық айырмасын айтамыз.
Шекті өлшемдірдің өзі екі түрге бөлінеді:
а) ең үлкен шекті өлшем;
б) ең кіші шекті өлшем.
Сондықтан, ауытқу да екі түрлі болады.
Тесік үшін: ES = Dmax – Dном – жоғарғы ауытқу; EI = Dmin – Dном – төменгі ауытқу.
Білік үшін: es = dmax – dном; ei = dmin –dном.
Шақтама Т дегеніміз, ең үлкен шекті өлшем мен ең кіші шекті өлшемнің алгебралық айырмасы.
Dmax – Dmin = T – шақтама.
Осы екі шекті өлшемнің айырмасы үлкейген сайын шақтама да үлкейіп, детальдың дәлдігі кемиді, соған байланысты құны да төмендейді. Сондай-ақ, шақтамалар жинағын квалитетдеп атаймыз. Квалитет номиналдық өлшемдер дәлдігін анықтайды.
Нольдік сызық графиктік бейнеде номинал өлшеммен бірдей оның үстінен өтеді. Жоғарғы ауытқу және төменгі ауытқу өздеріне сәйкес осы нольдік сызықтың төменгі және жоғарғы жағына орналасады. Графиктік жолмен бейнелеу кезінде біз шақтаманы тереңірек білу үшін шақтаманың аумағы деген шаманы енгіземіз.
Шақтаманың аумағы дегеніміз, шекті өлшемдермен шектелген өлшемдер аумағы. Шақтаманың жоғарғы шегін ең үлкен шекті өлшем, ал төменгі шегін ең кіші шекті өлшем көмкереді.
Ондыру
Қондыруды орьндалуына байланысты үш түрге бөлеміз:
1) керілмелі;
2) саңылаулы;
3) ауыспалы.
Машина жасау барысында тетіктерді әр түрлі біріктіреді. Соның ішінде ең көп тарағандарының бірі жанастырып кондыру. Айталық, екі тетікті біріне-бірін кондырсақ, олардың біреуі екіншісіне бекітіледі.
Егер қондыру оң таңбалы болса, онда оны саңылаулы «S» қондыру, егер теріс таңбалы болса — керілмелі «N» қондыру деп атайды.
Қондыру шақтамасы деп ең үлкен және ең кіші саңылау мен керілудің айырмасын айтады.
Smax – Smin = TS – саңылаудың шақтамасы;
Nmax – Nmin = TN – керілудің шақтамасы;
Ауыспалы қондырудың шақтамасы еқ үлкен және ең кіші керілудің алгебралық айырмасына немесе ең үлкен керілу мен ең үлкен саңылаудың алгебралық қосындысына тең болады.
Ауыспалы қондыру, детальдар қосымша шпонка, штифт және бұранда арқылы бекітетін қозғалмайтын қосылыстарда қолданылады.
Қондырудың түрін таңдау көбінесе тәжірибеге немесе есептеуге байланысты жүргізіледі. Престі қондырулар берілетін күштің шамасына қарай есептеледі. Ал саңылаулы кондырулар сырғанау подшипниктерінде сүйықтық үйкелісін туғызу үшін қолданылады. Көптеген қондырулар жанасатын екі детальдың біреуінің шекті ауытқуын өзгертіп, ал екіншісінің өлшемдерін сол дәлдікке байланысты тұрақты қалдырып жасалады. Бұл әдістің өзі детальдардың жасалуын жеңілдетеді және қолданылатын аспаптардың санын азайтады. Егер қондыру біліктің өлшемдерін өзгерту арқылы жасалса, онда ол қондыру негізгі тесік системасы бойынша іске асырылған деп есептеледі.
Егер детальдарды тесік өлшемдерін өзгерту арқылы қондырса, онда ол қондыру негізгі білік жүйесі бойынша іске асырылған деп есептеледі. Негізгі тесік жүйесінде номинал өлшем тесіктің ен кіші шекті өлшемімен тура келеді. Ал шақтамасы төлке өлшемінің ішіне енеді. Негізгі білік жүйесінде номинал өлшем біліктің ең үлкен шекті өлшемімен тура келеді. Ал шақтамасы біліктің өзінде (ішінде) болады. Машина жасау өнеркәсібінде өзінің артықшылығына байланысты көбінесе негізгі тесік системасы қолданылады.
Себебі: а) білікке қарағанда тесікті өңдеу қиынға түседі; б) тесікті тазалап өңдейтін разверткалардың саны азаяды.
Шақтамалар жүйесін құрудың біртекті принциптері
Шақтамалар және қондырулар жүйесі деп, өмірлік қағидалар, теориялық және тәжірибеи зерттеулер, негізінде белгілі бір заңдылықтармен құрылып, стандарт түрінде қалыптасқан шақтамалар мен қондырулар қатарының жиынтығын айтады.
Бұл жүйенің көкейкесті мақсаты машина жасау саласында қолданылатын типті қосылыстардың, деталдардың шақтамалары мен қондыруларының ең қажетті, практикалық жұмыстарға кеңінен жеткілікті түрлерін таңдап алуға жол ашу.
Әсіресе шақтамалар мен қондырулар жүйесінің машина деталдарына қатысы өте зор.
Қазіргі замандағы қолданыста жүрген алуан-түрлі машина детальдарының түрлері мен типтері стандартталған.
Оларды жасап шығаруда, стандартты аспаптар, қондырғылар. Станоктар, калибрлер, өзараауыстырылымдар тетіктер, тораптар қолданып, бұйымдардың сапасын халықаралық дөңгейлерге көтеруге мүмкіндік туғызады.
Машина жасауда, қондыруды екі жүйеде іске жарады; тесік жүйесі (СО) және білік жүйесі (СВ). Егер, қондыру біліктің өлшемдерін өзгерту арқылы жасалса, онда ол қондыру негізгі тесік жүйесі (СА) бойынша іске асырылған деп есептеледі.
Егер, деталдарды тесік өлшемдерін өзгерту арқылы қондырса, онда ол қондыру негізгі білік жүйесі (СВ) бойынша іске асырылған деп есептеледі.
Шақтамалар жүйесін құру үшін шақтама бірлігі i (I) деген ұғым ендіріледі.
Шақтама бірлігі (і) шақтамағы көптеген технологиялық, конструктивтік және метрологиялық деректердің әсерлерін, оның номиналды өлшемдерге байланыстығын білдіреді. Сүйтіп, шақтама бірлігі дәлдік мөлшерін сипаттайды.
Стандартта төмендегідей шақтама бірліктері қалыптасқан:
500 мм-ге дейінгі өлшемдер үшін, i = 0,45...
5000 мм –ден 1000 мм-ге дейін I = 0,004 D + 2,1,
Мұнда, D - әрбір интервадағы шеткі өлшемдердің орта геометриялық мәні, мм;
i (I) – шақтама бірлігі, мм.
(і) теңдеуіндегі екінші мүше өлшемдік ауытқуда ескереді.
Кез-келген квалитеттің шақтамасы.
Т = ai
Мұнда, і – квалитетке байланысты шақтама бірлігінің саны.
Квалитет (gualite - сапа) деп, берілген диапазондағы барлық номиналды өлшемдердің тұрақты, салыстырмалы дәлдікпен («і» коэффициенті мен анықталатын) сипатталатын шақтамалар жиынтығын айтамыз.
Бір квалитет шегіндегі дәлдік тен қана номиналды өлшемге байланысты. (ШҚБЖ, орысшасы ЕСДП) 19 квалитет болады: 0, 01, 1...17 (мұнда 01,0 нөмірлері ең дәл квалитеттерге жатады, үйткені ИСО жүйесі 1-ші квалитетті енгізгенде, бұлар жоң болатын). Қысқаша әр квалитеттің шақтамасы латын әрпімен IT2 және квалитет нөмірімен белгіленеді, мысалы, IT7 – 7 квадитеттегі шақтама мәні.
Негізгі әдебиет 151 – 206 бет., [1].
Қосымша әдебиет 142 – 144 б., [14].
Бақылау сұрақтары:
1. Өзараауыстырымдылықтың машина жасаудағы мәні мен маңызы неде?
2. Өлшем түрлері. Ауытқулар.
3. Шақтама, қондыру дегеніміз не?
4. Квалитет дегеніміз не?
№2 дәріс. Бөлшектер кедірбұдырлығының, пішіндерінің және олардың беттерінің орналасуының ауытқуын нормалау жүйесі
Беткей пішінінің ауытқуы деп белгілі беткей пішінінің (белгілі пішін) номинальды беткей пішінінен (номинальды пішін) ауытқуын түсінеді. Беткейдің кедір-бұдырлығы пішіннің ауытқуына кірмейді, толқындылық ауытқуына кіреді. Негізделген жағдайларда беткейдің кедір-бұдырлығын қосып, пішіннің ауытқуын қалыптау жіберіледі, ал толқындылық бөлек қалыптанады (немесе пішін ауытқуының бір бөлігін толқындылықты қоспай қалыптайды).
Пішіннің ауытқуын қалыптау және сандық бағалау және беткейдің орналасу негізіне жақын жатқан түзу, беткей және пішін принциптері жатады.
Жақын жатқан түзу - бұл белгілі пішінмен жанасқан және бөлшек материалынан белгілі пішіннің ең алыс нүктесінің қалыпты участкесі ең аз мәнінің ауытқуымен орналасқан түзу (1,а - сурет).
Жақын жатқан шеңбер - бұл айналудың сыртқы беткейінің белгілі пішінінің жан-жағында көрсетілетін ең аз диаметр шеңбері (1,6 сурет) немесе айналудың ішкі беткейінің белгілі пішініне кіретін ең үлкен шеңбер (1,в—сурет).
Жақын жатқан жазықтық - бұл белгілі беткеймен жанасатын және бөлшектің материалы белгілі беткейдің ең алыс нүктесінің қалпы участкесі ең аз мәнінің ауытқуымен орналасатын жазықгық.
Жақын жатқан цилиндр - бұл белгілі ішкі беткейге кіретін ең аз диаметрдің цилиндрі.
Жақын жатқан беткей және пішіндер нөлдік саңылаумен қондыру кезіндегі бөлшектің түйісу жағдайымен сәйкес келеді. Жақын жатқан беткеймен өлшеу кезінде бақылау плиталарының, интерференциялық шынылар, қисық және тексеру сызғыштарының, калибрлер, бақылау құралбіліктерінің жүмыстық беткейлері алынады. Пішіннің сандық ауытқуы белгілі беткейден (пішіннің) соңғы нормаль арасындағы ең үлкен арақашықтықпен ∆ бағаланады.

| 
| 
|
а) б) в)
1 - сурет. Жақын жатқан түзу (а) және радиуспен г шеңбер (б,в)
Бөлшектің геометриялық шамаларын талдау кезінде беткейді келесілерге бөледі: номинальды (пішін және өлшемдерінің ауыткуы болмайтын дүрыс), оның пішіні сызумен беріледі және белгілі, оны қоршаған ортадан бөлетін бөлшекпен шектейді.
Беткей пішінінің ауытқуы деп белгілі беткей пішінінің номинальды беткей пішінінен ауытқуын түсінеді.
| 
| 
|
а) 
| б)
| в)
|
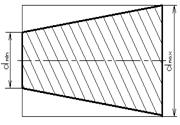
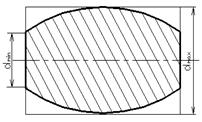
2-сурет. Цилиндрлік пішіннен ауытқу түрлері
Конустәрізділік - түзу сызықгы, бірақ параллель емес түзілетін көлбеу қимасының пішінінің ауытқуы (2а—сурет).
Бөшкетәрізділік - түзу сызықты емес түзілетін көлбеу қимасы пішінінің ауытқуы және диаметр шетінен ортақ қимага дейін өседі (2,6—сурет).
Ершік тәрізділік - түзу сызықты емес түзілетін көлбеу кңмасы пішінінің ауыткуы жөне диаметр шетінен орта қимаға дейін кішірейтеді (2,в—сурет).
Пішіннің ауытқуы және бөлшектер беткейінің орналасуы әмбебап, сонымен қатар арнайы өлшеу жабдығымен анықгалады. Сопақтығы мен дұрыс қырлауды екі түйіспелі аспаппен өлшейді. Сопақтық екі өзара перпендикуляр бағытта өлшенетін бөлшектің ең үлкен және ең кіші диаметрлер арасындағы айырманың жартысына тең.
Қырдың теріс санымен қырлау екі нүктелі түйіспелі аспаппен табылмайды. Оны сақинада немесе үш түйіспелі өлшеу қүрылғысымен өлшенеді, мысалы, индикаторлы бор призмамаен (екі тіреу жылжымайтын түйісу).
Дөңгелектіктен ауытқуды дәл өлшеу үшін дөңгелек өлшегіш аспабымен анықгайды, бұл аспап айналмалы үштығымен қайта түзгіні және тексерілетін бөлшекті орнататын айналмалы үстелмен аспап болып бөлінеді.
Жазықтылықтан және түзу сызықтықтан ауыткуды өлшеу үшін өртүрлі құрылғы, оптикалық сызғыш, оптикалық шек және жазықтыұқөлшеуіш деңгейлерін қолданады. Сонымен қатар өлшеуіш бастиегі бар құрал да қолданылады. Жазықтылықгы тексеру плиталарында бояумен (белгіленген ең кіші дақ санының бірлік ауданы бойынша) анықгауға болады.
Түзу сызықтықтан ауытқуды профилограмм бойынша анықтауға болады. Беткейдің орналасу дәлдігін бақылау үшін арнаулы құрал қолданылады. Кедір—бүдырлықты қармауыш аспаптарымен түйіспелі әдіспен (профилометр жөне профилограмм) және түйіспейтін - оптикалық аспаппен (микро-интерферометр, екілік микроскоп, иммерсия—репликті микроинтерферометр) өлшейді.
Беткей кедір-бұдырлығы деп (СТ СЭВ 638-77 және ГОСТ 2789-73 бойынша, ІSО Р468 рекомендациясының алабына сәйкес) базалық ұзындықта 1 салыстырмалы аз кадаммен тегіс емес беткей жиынтығын атайды. Базалық ұзындық 1 деп беткейдің кедір-бұдырлығын сипаттайтын және оның өлшемдерін сандық анықтау үшін және тегіс еместігін бөлу үшін қолданылатын базалық сызықтың үзындығын атайды.
Беткейдің кедір—бұдырлығын қүрылғы талаптарымен бекітілмеген кедір-бұдыр жазықтықган басқасын оның пайда болуы қандай өдіспен орындалмаса да бөлшек беткейінің берілген сызбасы бойынша барлық орындалғаны үшін сызбаға белгіленеді.

| 
| 
|
| а) | б) | в) |
3—сурет. Беткейдің кедір-бұдырлығын белгілеу белгісі (а,б,в)
Білік және тесік үшін бекітілген орналасу тоқтамалар тәуелді және тәуелсіз болуы мүмкін.
Тәуелді деп бөлшек беткейінің тура өлшемінің өтпелі шектен ауытқуына сәйкес шаманы өсіруге жіберілетін орналасудың ауыспалы шақтаманы (сызбада ең аз мән көрсетіледі) атайды. Орналасудың тәуелді шақтамаларын берілген саңылаулар немесе тартқыштармен бірнеше беткей бойынша біруақыта жанасатын бөлшектің жинақтығын міндетті түрде қамтамасыз ететін жағдайда белгіленеді.
Тәуелсіз деп берілген сызба бойынша дайындалған барлық бөлшек үшін бір қалыпты шамасымен орналасу шақтамасын атайды және қарастырылатын беткей шамаларының тура ауытқуынан тәуелді емес, мысалы, тербелу подшипнигінің астындағы қондыру ұяшығының остілігін үстап тұру өте қажетті кезінде, редуктор корпусында осьаралық арақашықтықтың тербелуін шектеу және т.б.
Негізгі әдебиеттер 117-140 бет., [ 1 ].
Қосымша әдебиеттер 5 — 17 бет, [14].
Бақылау сұрақтары:
1. Өлшеу және бақылаудың әдістері және жабдық.
2. Ауытқу түрлері.
3. Сызбадағы беткейдің кедір-бұдырлығының белгіленуі.
4. Конустәрізділік дегеніміз не?

