




И основные требования к ним
Шпиндельные узлы предназначены для осуществления точного вращения инструмента или обрабатываемой детали. Они входят в несущую систему станка и в значительной мере определяют ее жесткость и виброустойчивость.
К шпиндельным узлам станков предъявляют следующие основные требования:
1) точность вращения, измеряемая биением на переднем конце шпинделя в радиальном или осевом направлениях; отклонения от идеального вращения являются одной из основных причин погрешностей обработки на многих станках;
2) жесткость шпиндельного узла, определяемая по упругим перемещениям переднего конца шпинделя, обусловленным податливостью собственно шпинделя и его опор; радиальная и осевая жесткость шпиндельного узла существенно влияет на точность обработки;
3) виброустойчивость шпиндельного узла, существенно влияющая на общую устойчивость несущей системы и всего станка; демпфирующие свойства опор и амплитудно-частотные характеристики шпиндельного узла влияют на шероховатость поверхности и предельно допустимые режимы обработки (для быстроходных шпинделей станков опасность могут представлять резонансные явления);
4) долговечность шпиндельных узлов, которая связана с долговечностью опор шпинделя в смысле сохранения первоначальной точности вращения; это требование имеет особое значение для шпиндельных опор качения;
5) ограничение тепловыделения и температурных деформаций шпиндельного узла, которые сильно влияют на точность обработки; опоры шпинделей при значительной частоте вращения являются интенсивным источником выделения тепла в непосредственной близости к зоне обработки;
6) быстрое и надежное закрепление инструмента, приспособления или детали, обеспечивающее их точное центрирование и соответственно точное вращение; в современных станках возрастают требования к автоматизации закрепления инструмента, приспособления или обрабатываемой детали.
Выполнение совокупности сложных требований, предъявляемых к шпиндельным узлам станков, осуществляется при правильном подборе материала и конструкции шпинделя, а главным образом при обоснованном выборе типа и конструкции его опор.
Особенностью многих станков является то, что указанные требования должны выполняться при изменяемых в широких пределах нагрузках и частотах вращения.
Шпиндельные опоры качения
Наряду с обычными требованиями, предъявляемыми к подшипникам качения по критериям их работоспособности, к шпиндельным опорам качения предъявляют дополнительные требования по условиям работы шпиндельного узла и всего станка. К числу таких требований относятся высокая точность вращения, повышенные радиальные и осевые жесткости, незначительное выделение тепла и небольшие температурные деформации.
Высокой точности вращения шпиндельного узла достигают прежде всего при высокой точности изготовления подшипников качения. В табл. 1 приведены рекомендуемые классы точности подшипников для шпинделей станков.
Таблица 1
Рекомендуемые классы точности подшипников для шпинделей станков
| Класс точности станка | Класс точности радиальных подшипников качения для опор | Класс точности упорных подшипников | |
| передней | задней | ||
| н | 5 (СА) | 5 (А) | 5 (А) |
| п | 4 (С) | 5 (А) | 5 (А) |
| в | 2 (выше С) | 4 (С) | 4 (С) |
| А | 2 (выше С) | 2 (выше С) | 4 (С) |
| С | 2 (выше С) | 2 (выше С) | 2 (выше С) |
Геометрические погрешности подшипников с точностными требованиями выше класса С должны быть в пределах 1-2 мкм, волнистость беговых дорожек колец 0,1-0,2 мкм, а разноразмерность и некруглость тел качения – примерно 0,3 мкм. Биение D конца шпинделя, ограниченное требованиями точности обработки, связано с биениями передней dА и задней dВ опор, если они направлены в разные стороны (рис. 8, а), простой геометрической зависимостью
 (5)
(5)
Если в передней опоре шпинделя установлено z1 подшипников, а в задней опоре – z2 подшипников, то формулу (5) можно представить в общем виде
 (6)
(6)
Для выбора допуска на биение каждого подшипника в формуле (5) условно принимают оба члена в скобках равными друг другу, тогда
 (7)
(7)
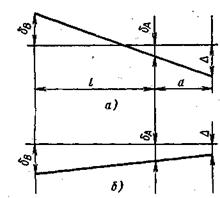
Рис. 8. Схема биения шпинделя на опоpax
Если при сборке шпиндельного узла в соответствии с техническими условиями гарантирована установка подшипников (за счет поворота одного из них в корпусе) таким образом, что биения их направлены в одну сторону (рис. 8, б), то это резко снижает биение конца шпинделя.
Выбор посадки подшипников качения оказывает большое влияние на точность вращения шпинделя, а также на другие критерии работоспособности шпиндельного узла. С увеличением натяга ухудшается форма дорожек качения, но наряду с этим в еще большей мере происходит усреднение погрешностей подшипников. Усреднение погрешностей усиливается после устранения зазоров в подшипнике и при увеличении натяга до определенного значения, что и предопределяет целесообразный выбор посадок.
Для шпинделей станков классов точности Н и П наружные и внутренние кольца радиально-упорных шарикоподшипников рекомендуется устанавливать по посадке П1п, а наружные кольца роликоподшипников типа 3182100 по посадке Н1п. В шпинделях прецизионных станков (классов точности В, А и С) желательно гарантировать натяг при посадке до 5 мкм.
Жесткость подшипников качения зависит главным образом от типа подшипника, его диаметра и величины предварительного натяга. Радиальная и осевая жесткости подшипников шпинделей наиболее распространенных типов приведены на рис. 9. На жесткость подшипников оказывают влияние погрешности изготовления. Неперпендикулярность торца кольца подшипника его оси может снизить осевую жесткость в 2-2,5 раза; повышенные зазоры в подшипнике существенно снижают как радиальную, так и осевую жесткость.
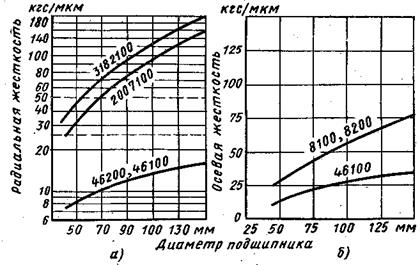
Рис. 9. Жесткость подшипников качения: а – радиальная; б – осевая
Предварительный натяг в подшипниках качения, используемых для опор шпинделей, необходим для повышения точности вращения и жесткости. Шариковые радиально-упорные и конические роликовые подшипники при сборке устанавливаются попарно с предварительным натягом.
В радиальных шарикоподшипниках предварительный натяг, осуществляется посредством осевого смещения наружного кольца относительно внутреннего (рис. 10), для чего используют втулки различной длины между наружными и внутренними кольцами пары подшипников (рис. 10, б), предварительное сошлифовывание торцов колец (рис. 10, а) или пружины, обеспечивающие заданную осевую силу предварительного натяга (рис. 10, в).
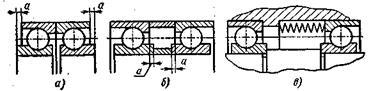
Рис. 10. Способы создания натяга в радиальных шариковых подшипниках
В двухрядных роликовых подшипниках типа 3182100 предварительный натяг в радиальном направлении создается осевым смещением подшипника на конической шейке шпинделя (рис. 11). Для обеспечения оптимальной величины предварительного натяга подшипники при изготовлении иногда снабжают специальными устройствами. В подшипники типа Гаме встраивают пружины (рис. 10, а), в подшипниках типа Тимкен предусматривают камеру с маслом, давление в которой можно регулировать для постоянного натяга, не зависящего от изменения внешних условий (рис. 10, б ).
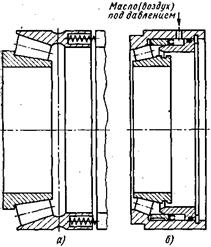
Рис. 11. Подшипники с регулируемым натягом
Потери на трение в подшипниках качения можно оценивать количеством тепла, выделяемого в подшипнике,
 ккал/ч, (8)
ккал/ч, (8)
где Р – нагрузка на подшипник, кгс; d – диаметр подшипника, мм; n – частота вращения, об/мин; f – условный коэффициент трения (для шариковых и роликовых цилиндрических подшипников f = 0,002¸0,003, для конических и игольчатых роликоподшипников f = 0,004¸0,008). Тепло, выделяемое в подшипниках шпинделя, передается стенкам корпуса шпиндельной бабки и в шпиндель. Решение уравнения теплового баланса позволяет определить избыточную температуру  .
.
Неодинаковый нагрев наружного и внутреннего колец подшипника изменяет первоначальный натяг подшипника. На рис. 12 приведены кривые, характеризующие изменение температуры подшипника (кривая 1) и боковой стенки корпуса (кривая 2) передней бабки токарного станка с ЧПУ. Кривая 3 фиксирует изменение в 2 мкм первоначального натяга, которое соответствует при переменном режиме работы изменению температуры в подшипнике. Это подтверждает целесообразность искусственного охлаждения опор быстроходных шпинделей при высоких требованиях к точности обработки.
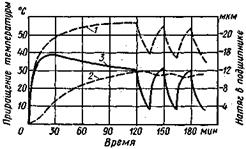
Рис. 12. Изменение температуры и натяга в передней опоре шпинделя токарного станка с программным управлением: 1 – температура в подшипнике;
2 – температура в стенке корпуса; 3 – натяг в опоре
Конструктивное оформление шпинделей на подшипниках качения отличается большим разнообразием, однако в практике отечественного станкостроения наибольшее распространение получили двухрядные роликоподшипники типа 3182100 с коническим отверстием и конические однорядные роликоподшипники типа 2007100 или 7000. В быстроходных легконагруженных шпинделях в передней опоре для уменьшения потерь применяют два радиально-упорных шарикоподшипника. Осевые нагрузки воспринимаются шариковыми упорными, коническими роликовыми или радиально-упорными шариковыми подшипниками. Типичные конструкции шпинделей на опорах качения даны на рис. 13.
Гидростатические опоры
Гидростатические подшипники в качестве опор шпинделей станков получают все более широкое распространение. Главные их достоинства: высокая точность вращения, демпфирующие свойства и практически неограниченная долговечность – определяют перспективность их использования в прецизионных станках, когда необходимо обеспечивать высокое качество финишных операций.
Цилиндрические подшипники с гидростатической смазкой выполняют с равномерно расположенными по окружности карманами, в каждый из которых смазка подается под давлением через дросселирующее устройство. Система питания насос–карман для опор шпинделей нецелесообразна.
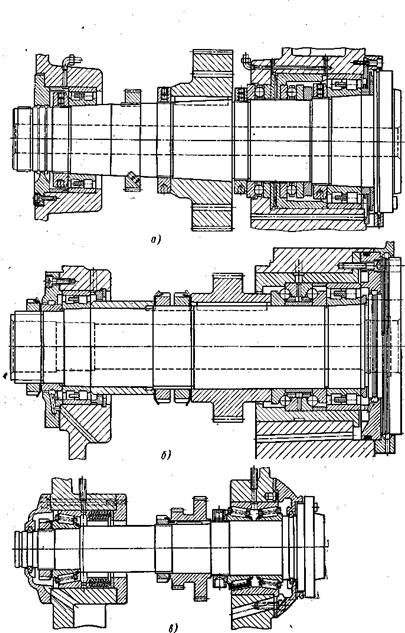
Рис. 13. Примеры конструкций шпиндельных узлов:
а – тяжелого токарного станка; б – токарного автомата;
в – токарно-винторезного станка
Отвод масла возможен через торцы подшипника при осевом протекании смазки (рис. 14, а) и наряду с этим через дополнительные дренажные канавки, предусмотренные в средней части перемычек между карманами (рис. 14, б). Предпочтение отдается отводу смазки через торцы без дренажных канавок в целях уменьшения расхода смазки и соответствующих потерь на ее прокачивание.
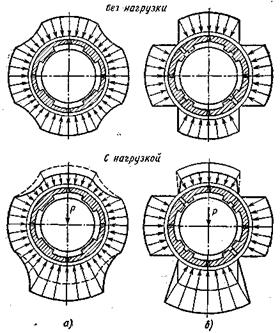
Рис. 14. Давления в гидростатических подшипниках:
а – без дренажных канавок; б – с дренажными канавками
Число карманов и их форму выбирают экспериментально и по опыту эксплуатации гидростатических опор в шпиндельных узлах станков. Предпочтительным является четное (четыре и более) число карманов, которое обеспечивает хорошие динамические характеристики станков. При малом числе карманов проявляется неравномерность жесткости и нагрузочной способности (рис. 15) в зависимости от направления внешней силы на середину кармана (кривые 1) или на середину перемычки (кривые 2).
При шести и более карманах эта неоднородность подшипника практически полностью исчезает, а при четырех карманах она сравнительно невелика.
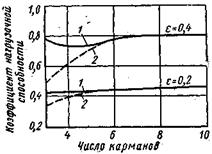
Рис. 15. Нагрузочная способность гидростатического подшипника
в зависимости от числа карманов:
1 – при действии нагрузки на карман; 2 – при действии нагрузки на перемычку
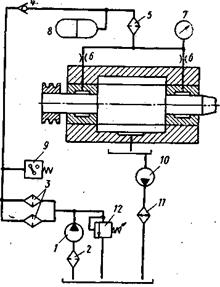
Рис. 16. Система смазки гидростатических опор шпинделя:
1 – насос питания; 2 – фильтр грубой очистки; 3 – фильтр тонкой очистки;
4 – обратный клапан; 5 – фильтр особо тонкой очистки; 6 – дроссели; 7 – манометр;
8 – гидроаккумулятор; 9 – реле давления; 10 – насос откачки; 11 – теплообменник;
12 – перепускной клапан
Таким образом, во всех ответственных случаях следует применять шесть карманов, а при малых размерах подшипника, постоянной и небольшой по величине нагрузке можно применять четыре кармана.
Форма карманов имеет значение при достаточно большой частоте вращения вследствие увлекаемого из кармана масла и появления гидродинамических эффектов.
Требования к точности изготовления и сборке шпинделя на гидростатических опорах являются достаточно высокими. Для надежной работы гидростатических опор и сохранения их расчетных характеристик по нагрузочной способности и жесткости необходимо ограничивать суммарные погрешности в пределах одной трети минимальной толщины зазора.
На рис. 16 изображена принципиальная схема питания гидростатических опор шпиндельного узла. Из резервуара насосом 1 через фильтр грубой очистки (заборный) 2 и через фильтры 5 тонкой очистки (с сеткой 15-70 мкм) масло нагнетается под давлением. Напорный золотник 12 настраивают на необходимое давление масла. Для аварийного питания на выбеге шпинделя, пока не сработает реле давления 9 и не отключит привод вращения, предусмотрены гидроаккумулятор 8 и обратный клапан 4. Кроме того, реле давления обеспечивает нормальную работу фильтров 3 до их предельно допустимого засорения. В системе имеется еще один фильтр 5 тонкой очистки масла (до 5-10 мкм). На входе в карманы предусмотрены дроссели 6. Масло, протекшее через опоры, откачивают из корпуса шпиндельной бабки насосом 10 и затем через теплообменник 11 сливают в бак, где оно отстаивается. При высоких требованиях к точности вращения и большой частоте вращения к системе питания подключают холодильную установку, стабилизирующую заданную температуру масла в резервуаре.
Аэростатические опоры
Аэродинамические подшипники применяют крайне редко, только для особо быстроходных шпинделей малого размера, например во внутришлифовальных и сверлильных станках для обработки отверстий небольшого диаметра. Аэростатические подшипники нашли более широкое применение для шпинделей прецизионных станков с малыми нагрузками и большими окружными скоростями.
Главные особенности аэростатических подшипников с воздушной смазкой связаны с использованием малых давлений, так как в питающей магистрали после очистки и стабилизации давление воздуха не превышает 3-4 кгс/см2. Другие особенности опор с воздушной смазкой связаны с малой вязкостью воздуха и склонностью шпинделя на воздушных опорах к потере устойчивости. Основным средством повышения устойчивости опор является уменьшение объема воздуха в карманах, а также применение специальных способов поддува.
Грузоподъемность аэростатических подшипников может быть определена приближенным способом на основе допущений о линейном распределении давлений вдоль подшипника и одностороннем потоке воздуха только вдоль образующей цилиндра. При этих допущениях эпюра давлений по длине подшипника соответствует трапеции (рис. 17) и грузоподъемность подшипника представляется в виде
 (9)
(9)
где рн – избыточное давление поддува воздуха, кгс/мм2; D – диаметр шейки шпинделя, мм; L – длина подшипника, мм; l – расстояние от края подшипника до отверстий поддува, мм.
Коэффициент fp (e) зависит от величины эксцентричного смещения  . Приближенно можно принять
. Приближенно можно принять
 (10)
(10)
Если ограничить предельное значение эксцентриситета emax £ 0,5, то можно получить величину грузоподъемности подшипника
 . (11)
. (11)
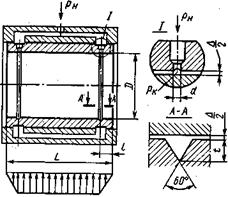
Рис. 17. Аэростатическая опора
Применив разложение выражения (10) в ряд  и ограничиваясь областью малых эксцентриситетов, отбрасывая все члены, кроме первого, что приемлемо для e < 0,3, грузоподъемность подшипника можно выразить как
и ограничиваясь областью малых эксцентриситетов, отбрасывая все члены, кроме первого, что приемлемо для e < 0,3, грузоподъемность подшипника можно выразить как
 . (12)
. (12)
Жесткость аэростатического подшипника при малых эксцентриситетах, т. е. для шпинделей прецизионных станков, на основе приближенной зависимости (205) соответствует выражению
 , (13)
, (13)
где D – диаметральный зазор в подшипнике.
Расход воздуха в аэростатических подшипниках обычно невелик и может быть рассчитан на основе следующей формулы для объемного расхода:
 м3/ч, (14)
м3/ч, (14)
где d – диаметр отверстия поддува, мм; z – число отверстий поддува; рн – избыточное давление воздуха при подводе к отверстиям, кгс/см2.
Конструктивное оформление аэростатических подшипников предусматривает использование жесткого цельного вкладыша (рис. 17) с системой ввода воздуха под давлением по концам, а при коротких подшипниках иногда и в среднюю часть втулки. Часто руководствуются соотношением l = 0,1 L, а длину подшипника выбирают в пределах
L = (1–1,5) D. (15)
Диаметр отверстий поддува принимают 0,2–0,3 мм, а величину диаметрального зазора ограничивают значением
D = (0,0002¸0,0004) D. (16)
Число z отверстий поддува по экспериментальным данным, полученным в ЭНИМС, целесообразно выбирать, учитывая зависимость
 , (17)
, (17)
с округлением в большую сторону до ближайшего целого числа и с условием, что число отверстий поддува не должно быть менее трех [диаметр D в формуле (17) в мм].
Отверстия поддува целесообразно соединять кольцевой микроканавкой, что повышает грузоподъемность и жесткость примерно в 1,5 раза. Профиль микроканавки показан на рис. 17, а глубину выбирают, исходя из тех же соображений и на основе тех же зависимостей, которые даны для аэростатических направляющих. Объем воздуха в микроканавках должен быть в 4–5 раз меньше, чем объем воздуха в рабочем пространстве зазора.
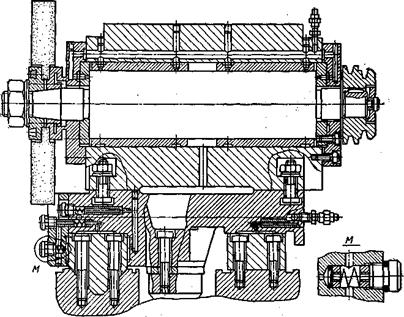
Рис. 18. Шпиндель шлифовального круга на аэростатических опорах
Динамические характеристики опор с воздушной смазкой связаны с появлением и возможным развитием колебаний с частотой, равной половине частоты вращения (полускоростной вихрь), и колебаний с частотой, равной частоте вращения (синхронный вихрь). Первый вид колебаний обусловлен некруглостью шейки шпинделя, а второй – остаточным дисбалансом шпинделя и связанных с ним деталей. Малые эксцентриситеты (e < 0,2) колебаний типа полускоростного или синхронного вихря приводят к тому, что центр вала совершает движение с траекторией, весьма близкой к окружности. Лишь при больших нагрузках и соответственно больших значениях относительного эксцентриситета траектория движения центра шпинделя видоизменяется в эллипс. Основными способами устранения вредного влияния колебаний является ослабление самих источников появления полускоростного и синхронного вихрей – повышение точности формы шейки шпинделя и тщательная балансировка шпиндельного узла вместе с комплектом сопряженных деталей. В качестве примера конструктивного оформления шпинделя на воздушных опорах на рис. 18 приведена конструкция шпиндельной бабки шлифовального круга универсального круглошлифовального станка высокой точности. Жесткий шпиндель диаметром 95 мм вращается в аэростатических радиальных и упорных подшипниках; также аэростатическими выполнены направляющие каретки для поперечной подачи шлифовальной бабки. Диаметральный зазор в радиальных подшипниках равен 0,03 мм, а в плоских осевых подшипниках и в замкнутых направляющих 0,04 мм. Суммарная жесткость шпиндельного узла при действии поперечной силы в плоскости шлифовального круга равна 2,5 кгс/мкм.

