




Лабораторная работа № 8.
Цель работы: Научиться правильно выбирать резцы для подрезания торцов и уступов
Научиться выполнять подрезание торцов заготовок различными резцами начерно и начисто, продольной и поперечной подачами.
Методические материалы: данная разработка, плакат «Основные токарные работы».
Оборудование: токарно-винторезный станок ТВ4 (ТВ6).
Инструмент: проходной прямой резец, проходной отогнутый резец, проходной упорный резец, подрезной резец.
На изделиях, изготавливаемых на токарных станках, различают следующие поверхности: 1. Плоские поверхности, ограничивающие длину детали – торцы. Требования к торцу заготовки. 1. Он должен быть перпендикулярен продольной оси заготовки. 2. Торцовая поверхность должна быть плоской без выпуклостей и вогнутостей. 3. Чистота обработки торцовых поверхностей должна соответствовать требованиям рабочего чертежа.
2. Поверхности, полученные в результате вращения образующих изделия вокруг центральной оси станка – ступени, общая длина которых равна длине изделия. Тело вращения, имеющее несколько различных участков, с разными диаметрами, называется ступенчатым. Участок тела вращения, имеющий постоянный диаметр, называется ступенью. Плоские поверхности, ограничивающие длину ступени, называются уступами. Требования к уступам: 1.Перпендикулярность к продольной оси изделия. 2. Отсутствие выпуклости и вогнутости. 3. Чистота обработки уступа должна соответствовать требованиям рабочего чертежа. 4.Точность расположения уступа по отношению к другим ступеням вала.
Иногда, с целью усиления сопротивления изделия скручивающим моментам, вместо уступа выполняется плавный переход от одной ступени к другой – галтель.
Изготовление детали на токарных станках необходимо начинать с подрезания торца заготовки, т.к. торец заготовки служит базирующей поверхностью, от которой производятся отсчет длины изделия. Подрезанием торца достигается срез заусенцев, перпендикулярность торца продольной оси заготовки, получение базы отсчета длин заготовки и отдельных ее ступеней.
Подрезание торцов заготовки выполняется продольной и поперечной подачами резца. В качестве резцов для подрезания торцов заготовки используются проходной отогнутый, проходной прямой, подрезной и отрезной резцы. Подрезание торца заготовки можно производить и проходным прямым правым резцом, но для этого его нужно повернуть вместе с резцедержателем примерно на 15 – 20°.
Вылет заготовки из патрона, при точении ее только в переднем центре, должен быть минимальным, но не более 5 ее диаметров.
Практическая часть: 1.Подойди к станку. Проверь визуально состояние станка, наличие всех его узлов, наличие ограждающих устройств и заземления.
2. Убери инструмент и все предметы со станка на тумбочку.
3. Установи в переднем центре заготовку с вылетом не более 3-х ее диаметров.
4. Включи станок.
5. Убедись в том, что заготовка вращается без биения.
6. Выключи станок.
7. Установи в резцедержателе проходной отогнутый резец с вылетом резца не более 1,5 h
8. Рассчитай частоту вращения заготовки по формуле V= Dn/ 1000, где V- скорость резания м/мин; D – диаметр заготовки мм; n – частота вращения заготовки об/мин. Максимальная скорость резания определяется материалом режущей кромки резца. Для быстрорежущей стали это 20 м /мин; для резцов с напаянными твердосплавными пластинками 60 м/мин, для резцов с алмазными наконечниками скорость резания более 20 000 м/мин.
Подрезание торцов в трехкулачковом патроне поперечной подачей резца.
1. Выполнять условия безопасного проведения работ на станке. Правильно и прочно закреплять заготовки в патроне. Быть внимательным при подрезании торца, близко расположенного к кулачкам патрона, чтобы не допустить врезание резца в кулачки патрона.
2. Подрезать торцы подрезным торцовым резцом.
2.1. Установить цилиндрическую заготовку в трехкулачковый самоцентрирующий патрон. Заготовку установить и закрепить в патроне с вылетом из кулачков не более 40—50 мм.



Рис. 1. Рис.2 Рис.3.


Рис.4 Рис.5.
2.2. Установить подрезной торцовый резец. Установить подрезной торцовый резец вершиной на уровне оси центров станка так же, как и проходной упорный резец.
2.3. Установить требуемую частоту вращения шпинделя. Частоту вращения шпинделя определить по выбранной скорости резания и диаметру обрабатываемой заготовки.
2.4. Включить станок.
2.5. Подрезать первый торец заготовки. Коснуться вершиной 3 головки резца 2 (см. рис. 1.) торца заготовки 1и отвести резец на себя. Затем подать резец влево по стрелке А на требуемую величину срезаемого слоя и переместить его по стрелке Б ручной поперечной подачей на заготовку I. уменьшая величину подачи при подходе резца 2 к оси центров (рис. 2.), несколько отвести резец вправо от торца заготовки и переместить в исходное положение. Исходным положением резца считать такое, когда вершина его находится на расстоянии 5—8 мм от торца заготовки.
2.6. Выключить станок.
2.7. Проверить прямолинейность торца. Прямолинейность торца а заготовки 1 проверить после обработки измерительной линейкой (рис. 3.). Выпуклость торца а не допускается (рис. 4.). ее можно обнаружить покачиванием измерительной линейки или штанги штангенциркуля на центровой части торца. Вогнутость торца допускается незначительная.
2.8. Определить величину припуска на подрезание 2-го торца. Открепить заготовку, измерить ее длину и определить припуск. Закрепить заготовку другим концом в патроне.
2.9. Включить станок.
2.10. Подрезать второй торец, выдержав длину заготовки по чертежу. Переместив резец 2 (рис. 5.) от торца заготовки 1 по стрелке А на требуемую величину припуска 3. оставив 0,1-0,2 мм на чистовое подрезание. Отсчет величины припуска вести по лимбу винта верхних салазок или по лимбу винта продольной подачи суппорта.
Подрезать торец, перемещая резец к центру (см. рис. 2.) ручной поперечной подачей.


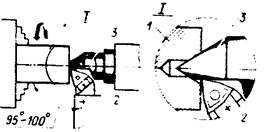
Рис. 6. Рис.7. Рис.8.

Рис.9.
. По лимбу винта верхних салазок суппорта подать резец влево на величину оставшегося припуска и подрезать торец окончательно.
2.11. Выключить станок. Отвести резец вправо в положение, позволяющее свободно снять заготовку. Раскрепить и снять заготовку.
2.12. Измерить длину подрезанной заготовки. Проверить длину заготовки измерительной линейкой или штангенциркулем. Если длина заготовки получилась больше требуемой по чертежу, подрезать 2-й торец, проверив предварительно прямолинейность торцовой поверхности.
2.13. Выключить электродвигатель.
2.14. Раскрепить и снять резец.
3. Подрезать торцы проходным упорным резцом.
3.1. Установить и закрепить резец и заготовку. При снятии небольшого слоя металла проходной упорный резец 2 (рис. 1.) установить главной режущей кромкой к поверхности торца заготовки 1 под углом 10-15°.
3.2. Подрезать торец со снятием небольшого слоя металла. Врезаться вершиной резца в торец около его центра по стрелке А на требуемую глубину. Переместить резец сначала к центру заготовки, а затем от центра ее по стрелке Б.
3.3. Подрезать торец со снятием значительного слоя металла. В этом случае проходной упорный резец 2 (рис. 7.) установить, так, чтобы главный угол в плане был равен 95°: подрезать торец за несколько рабочих ходов, каждый раз подавая резец на подрезание по стрелке А, на врезание по стрелке Б, т.е. ступенчато, и так до самого центра заготовки. Затем подать резец на небольшое врезание и обратной подачей по стрелке В (от центра заготовки) подрезать торец окончательно.
3.4. Выключить электродвигатель, раскрепить и снять заготовку и резец.
4. Подрезать торцы проходным упорным резцом с использованием полуцентра.
4.1. Установить резец в резцедержатель, полуцентр в пиноль задней бабки. Резец 2 (рис. 8.) установить и закрепить в резцедержателе так, чтобы главный угол в плане был равен примерно 95-100°; задний полуцентр 5 своим срезом должен быть обращен в сторону резца.
4.2. Установить заготовку 1 в трехкулачковый патрон, поджав ее задним полуцентром.
4.3. Включить станок и подрезать торец, выдерживая заданную длину заготовки.
4.4. Выключить станок. Открепить и снять деталь, резец, полуцентр.
5. Подрезать торцы проходным отогнутым резцом с многогранной неперетачиваемой пластинкой из твердого сплава.
5.1. Проверить размеры заготовки. Диаметр и линейные размеры заготовки проверить согласно чертежу на деталь.
5.2. Установить, выверить и закрепить заготовку в патроне и резец в резцедержателе. Резец установить точно на уровне оси центров станка.
5.3. Подрезать первый торец. При черновом подрезании торца я (рис. 9.) перемешать резец 2 от наружной поверхности заготовки к ее центру по стрелке А с ручной или механической подачей. При чистовом подрезании со снятием небольшого слоя металла рекомендуется перемещать резец от центра заготовки к ее наружной поверхности по стрелке Б.
5.4. Открепить заготовку, переставить другим концом и закрепить.
5.5. Подрезать второй торец б, выдержав размер длины заготовки. При подрезании второго торца следить за тем, чтобы его поверхность была параллельна поверхности первого торца, что достигается тщательной выверкой заготовки. По возможности вставить в патрон заготовку до упора в его корпус.
Виды брака при обработке торцов.
| №.№. п.п. ъ . | Вид брака | Причина брака | Способ устранения |
| 1. | Торец не перпендику-лярен продольной оси заготовки. | Отжим резца, вследствие его слабого закрепления в резцедержателе Отжим поперечных салазок. Большой вылет резца из резце- держателя. Отжим заготовки вследствие ее гибкости или большого вылета. | Закрепить резец. Подтянуть винты башмаков продольных салазок. Уменьшить вылет резца из резцедержателя Применять продольную подачу, при подрезании торца Уменьшить вылет заготовки из патрона |
| 2. | Вогнутость торцовой поверхности. | Большая глубина резания, вследствие чего резец затягивается в материал торца | Уменьшить глубину резания. Заменить подрезной резец на упорный, или проходной отогнутый. Применять способ подрезания торца продольной подачей |
| 3. | Выпуклость торцовой поверхности | Отжим резца, вследствие большого его вылета. Отход салазок суппорта | Уменьшить вылет резца Закрепить башмаки и клинья продольных салазок |
| 4. | Повышенная шерохова- тость на торце | Большая подача резца | Уменьшить подачу. Подрезать торец способом от центра к периферии с минимальной глубиной резания и минимальной подачей. |
| 5. | Часть поверхности оста- лась необработанной | Мал припуск на обработку Биение заготовки | Обработать торец вторично. Заменить заготовку. Устранить биение заготовки. |
| 6. | Не выдержаны размеры длины изделия. | Ошибки измерения. | Если длина изделия больше заданной, то подрезать торец начисто. Если длина изделия меньше заданной – брак неустраним. |
Оформи лабораторную работу по образцу.
Лабораторная работа № 8.
Цель работы: (описать)
Методические пособия: перечислить.
Оборудование:
Инструменты:
Материалы:
Ответь письменно на вопросы:
1. Для чего необходимо перед началом точения заготовки обработать торцы.
2. Способы обработки торцов.
3. Зарисуй резцы, применяемые при торцевании с указанием их углов и поверхностей и
режущих кромок.
4. Для чего необходимо поворачивать резцы вместе с резцедержателем при торцевании.
5. Какая частота вращения шпинделя была вами использована и почему?
6. Назовите возможный брак при обработке торцов и уступов и способы его предупреждения.
Студент __________________________
Преподаватель __________________________

