




Лабораторная работа № 7.
Снятие пробной стружки. Освоение работы с лимбами поперечной и продольной подач.
Цель работы: Научиться правильно устанавливать и закреплять резец в резцедержателе. Научиться правильно устанавливать и закреплять заготовку. Освоить работу с лимбами поперечной и продольной подач. Научиться выбирать режим резания.
Методические пособия: данная разработка, плакаты «Основные токарные работы», «Токарный резец».
Оборудование» токарно-винторезный станок ТВ-4 (ТВ-6).
Приспособления для закрепления резцов.
Приспособления для закрепления заготовок.
Инструмент: проходной прямой резец, проходной отогнутый резец, штангенциркуль, патронный ключ, ключ резцедержателя.
Защитные средства: очки, защитный экран.
Материалы: стальные заготовки D = 12 – 20 мм длиной 80 – 120 мм.
Ход работы: По плакату изучи правила закрепления резца в резцедержателе. Подойди к станку. Внимательно осмотри станок. Убедись в исправности станка наличии заземления. Вручную проверь работу механизмов перемещения. Убери со станка все лишнее. Коробку с резцами положи на тумбочку. Включи станок. Убедись в работе механизма механической подачи и механического нарезания резьбы. Перед включением механизма ходового винта для нарезания резьбы отключи кинематическую пару зубчатое колесо – зубчатая рейка, вытянув кнопку зацепления зубчатой рейки.
Возьми проходной прямой резец. Установи его так, чтобы главная режущая кромка резца находилась сверху. Боковая стенка резца должна опираться на боковую стенку резцедержателя. Предварительно слегка закрепи резец винтами. Возьми задний центр. Выдвини пиноль задней бабки на 30 – 40 мм. Резким движением руки вставь задний центр в пиноль задней бабки. Подведи суппорт к задней бабке. Ослабь винты резцедержателя. Подкладывая под подошву резца подкладки, добейся совпадения по высоте острия центра и вершины резца. Установка более 3-х подкладок запрещается. Размеры подкладок не должны быть более размеров подошвы резца. Подкладки не должны выступать за пределы резцедержателя. Вылет резцедержателя, т.е. расстояние от продольной оси крайнего крепежного болта до вершины резца не должно быть более 1,5 высоты резца. Продольная ось резца должна быть перпендикулярна продольной оси заготовки. Закрепи резец, вращая винты резцедержателя ключом.


Рис.1.Установка вылета резца. Рис.2. Установка резца по высоте центра
задней бабки
Закрепление заготовок на токарном станке производится в зависимости от их длин. Если длина заготовки не превышает 5-ти ее диаметров, то заготовка крепится и точится в переднем центре.


а б
Рис 3. Точение заготовки в переднем центре: а – установка резца на глубину резания, б - вид на продольное точение сверху. 1,2,3,4. упоры, ограничивающие перемещение резца, и, следовательно, длину обработки.


а б
Рис. 4. Схема точения длинных заготовок: а – с закреплением в патроне с поджатием задним центром; б – в переднем и заднем центрах.
Заготовки длиной более чем 5 ее диаметров нельзя точить только в переднем центре, т.к. под воздействием усилия резца, ее отогнет, и она ударит по окружающим ее предметам. Для предотвращения отгиба заготовок длиной от пяти до десяти их диаметров, их точат в переднем центре с поджатием задней бабки.


а б
Рис.5. Точение заготовки с применением неподвижного люнета, а – схема точения; б – устройство неподвижного люнета. 1 – корпус люнета, 2 – стопорный винт, 3- винты кулачков, 4 – кулачки, 5 –крышка, 6 – гайка (звездочка), 7 – гайка, 8 - планка
Если заготовка имеет длину, превышающую 10 ее диаметров, то закрепление заготовки в переднем и заднем центрах не обеспечивает надежности установки. Для точения длинных заготовок необходимо установить дополнительные опоры с цель предотвращения вылета заготовки из центров. Такие приспособления называются люнетами. Они бывают подвижными или неподвижными. Неподвижные люнеты устанавливаются на станине станка, а подвижный на продольной каретке суппорта. Подвижный люнет перемещается в процессе резания вместе с суппортом. Кулачки подвижного люнета постоянно находятся напротив резца. Таким образом, резец, оказывая давление на заготовку, выполняет функцию третьего кулачка.
Как видно из рисунка, перед тем как установить люнет, на заготовке протачивается шейка по диаметру изделия. Кулачки люнета охватывают шейку и фиксируют заготовку на центральной оси станка. Это необходимо для того, чтобы в любом сечении заготовки был один и тот же диаметр. В случае отклонения оси заготовки от центральной оси станка при обработке получится конус, а не цилиндр. Концы заготовки закрепляются в переднем и заднем центрах.


а б
Рис. 6. Точение длинной заготовки с применением подвижного люнета. а– подвижный люнет, б – схема обработки. I – корпус люнета, 1 – винты перемещения кулачков, 2 – стопорные винты.
1.Выбери заготовку диаметром 12 – 16 мм и длиной 80 – 100 мм.
2.Проверь на правильной плите изогнутость заготовки. Если она кривая поправь ее при помощи молотка на правильной плите. Обрати внимание на то, чтобы торцы заготовки не были изогнуты, и на них не было заусенец. Искривления на торцах заготовки приводят к биению заготовки в патроне

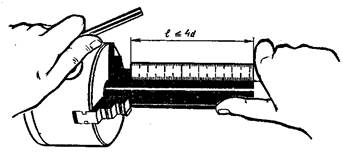
Рис.7. Последовательность установки заготовки в патроне токарного станка
3. Отключи двигатель станка. При помощи патронного ключа ослабь кулачки так, чтобы между ними помещалась заготовка. Патронным ключом поверни патрон станка таким образом, чтобы один из кулачков оказался внизу. Правой рукой установи заготовку на нижний кулачок. Следи за тем, чтобы заготовка опиралась на нижний кулачок не менее чем 50 мм. Вращая патронный ключ, сведи кулачки так, чтобы они слегка захватили заготовку. Возьми правой рукой линейку или штангенциркуль и измерь расстояние от кулачков до торца заготовки. Это расстояние, называемое вылетом заготовки из патрона, не должно быть более 5-ти ее диаметров. Убедившись в том, что вылет заготовки при точении в переднем центре не превышает более 5-ти ее диаметров, окончательно закрепи заготовку в патроне. Для этого небольшими рывками патронного ключа затяни последовательно все 3 конических колеса патрона. После закрепления заготовки, убери ключ на тумбочку и включи двигатель станка. Внимательно посмотри на вращение заготовки.
Убедись в том, что при вращении патрона заготовка вращается без биения. Биение заготовки допускается не более 0,5 мм. Если биение больше указанного допуска, то останови станок. Дождись полной остановки шпинделя, ослабь кулачки патрона. Внимательно осмотри заготовку. Установи причину биения и устрани ее. Иногда заготовка бьет из-за погрешности формы. Устранить такой вид биения иногда удается следующим приемом. После полной остановки патрона, ослабь зажим кулачков патрона, и поверни заготовку в кулачках на одну треть оборота. Закрепи заготовку. Включи станок. Если заготовка, по-прежнему бьет, то повтори предыдущий прием снова. Если и это не помогает, замени заготовку либо попробуй установить ее в патроне другим торцом. Исправлять биение заготовки при помощи ударов молотка запрещается, т.к. это приводит к сильному износу кулачков.
Для точения длинных заготовок на их торцах выполняют центровочные отверстия, в которые, при установке на станке входят передний и задний конусы, фиксирующие заготовку на оси станка.
Для передачи вращения со шпинделя на заготовку ее закрепляют либо в патроне переднего центра, либо в хомутах.
После установки резца и заготовки рассчитай режим резания. Установи необходимую частоту вращения шпинделя. Сними припуск с заготовки на величину 0,5 мм, для чего а) при отключенном станке, поперечной подачей подведи резец до упора в заготовку, но только для легкого касания. Не прилагай больших усилий, т.к. можешь отогнуть заготовку.


а б
Рис.8. Закрепление заготовки в хомуте: а – прием закрепления; б – установка заготовки в центре.

Рис. 9. Установка заготовки в передний центр.


а б
Рис 10.Закрепление заготовки задней бабкой: а - поджим заготовки задним центром, б – закрепление пиноли задней бабки.
б) Установи подвижное кольцо лимба на 0.
в) Отведи резец в продольном направлении от заготовки на 10 – 15 мм.
г) Определи величину перемещения резца поперек заготовки, чтобы установить необходимую глубину резания. Установи при помощи лимба рассчитанную глубину резания.
д) Замерь диаметр заготовки штангенциркулем.
е) Надень очки, или же опусти защитный экран.
ж) Включи станок;
з) Вручную подведи резец к заготовке и сними стружку на длину 5 мм;
и) Отведи резец в продольном направлении и отключи станок;
к) Дождись полной остановки патрона станка и замерь диаметр обработанной поверхности штангенциркулем. Если диаметр обработанной поверхности получился отличным от заданного, выясни причину ошибки;
л) Повтори действия, добиваясь точности получающегося диаметра;
м) Добившись нужного диаметра обработанной поверхности, обточи заготовку на длину 50 мм ручной продольной подачей резца.
Указанный способ обработки заготовки называется способом снятия пробной стружки.
Повтори все вышеуказанные действия, установив проходной отогнутый резец.
Оформи лабораторную работу по образцу.
Лабораторная работа № 7.
Установка токарного резца и заготовки на токарном станке.
Снятие пробной стружки. Освоение работы с лимбами поперечной и продольной подач.
Цель работы: (описать).
Методические материалы: (описать).
Оборудование (описать).
Инструмент (описать).
Обеспечение техники безопасности (описать).
Ответь на вопросы:
Что такое вылет резца из резцедержателя? Каким он должен быть.
Как устанавливается резец по высоте?
Какое количество подкладок допускается при установке резца по высоте?
Требования к размерам и количеству подкладок.
Требования к поверхности заготовки, устанавливаемой в патроне токарного станка.
Требования к закреплению заготовок в патроне токарного станка.
Какие приспособления применяются при точении длинных заготовок?
Для чего на заготовке выполняются центровочные отверстия?
Опишите точение заготовок способом снятия пробной стружки.
Опишите расчет делений лимба, на которые он должен переместиться при установке заданной глубины резания.
Опишите недостатки и преимущества работы проходного прямого и проходного отогнутого резцов.
Студент _________________________________
Преподаватель___________________________

