




ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГО
ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯ
«ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
В Г. ТАГАНРОГЕ РОСТОВСКОЙ ОБЛАСТИ
ПИ (филиал) ДГТУ в г.Таганроге
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНОЙ РАБОТЕ №3
ПО ДИСЦИПЛИНЕ: «ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ»
НЕРАВНОМЕРНОСТЬ ДЕФОРМАЦИИ ПРИ ПРЕССОВАНИИ
Составители: к.т.н., доцент С. И. Иванов
ст. преподаватель А. А. Петренко
УДК 621.791.01(076.5)
Неравномерность деформации при прессовании / ПИ (филиал) ДГТУ в г.Таганроге, 2016
Предназначены для студентов специальности 15.03.01 «Машиностроение» для всех форм обучения
Печатается по решению методической комиссии кафедры «Оборудование и технология сварочного производства»
Научный редактор
д.т.н., проф. А. А. Чуларис
ã Издательский центр ДГТУ, 2016
Цели работы
1.Ознакомиться со схемами прессования, инструментом и оснасткой.
2.Изучить неравномерность деформации полученных профилей, ис-пользуя для моделирования процесса прессования многослойные пластили-новые заготовки.
Оборудование, материалы, инструменты:настольный механическийпресс; набор матриц; штангенциркуль, линейка; подставка, контейнер, пресс-штемпели, пресс-шайба, игла с иглодержателем; пластилин разных цветов.
Краткие теоретические сведения
Процесс прессования широко распространен при производстве профи-лей самой различной конфигурации из алюминиевых, никелевых, цинковых и медных сплавов, сталей и других сплавов.
Сущность прессования заключается в придании металлу определенной формы путем выдавливания его в зазор, образуемый рабочим инструментом.
В настоящее время используются следующие способы прессования: прямое, обратное, с боковым истечением, совмещенное, со свободным контейнером, гидростатическое, с активным трением.
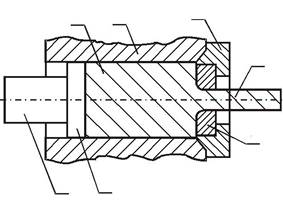
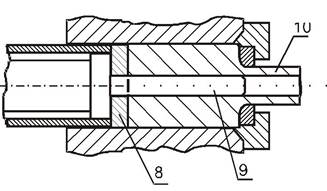
При прямом прессовании (рис. 3.1, а) слиток 1, нагретый до температу-ры прессования, помещают в контейнер 2. С выходной стороны контейнера в матрицедержателе 3 размещена матрица 5, которая формирует контур изделия 4. Через пуансон (пресс-штемпель) 7 и пресс-шайбу 6 передается давление от главного цилиндра пресса. Под действием высокого давления горячий, пластичный металл поступает в рабочий канал матрицы, образуя изделие. В случае прессования полых изделий (труб 10, см. рис. 3.1, б) слиток после деформации в контейнере прошивается иглой 9, закрепленной в игло-держателе 8, и затем выдавливается в зазор, образуемый между иглой и мат-рицей.
Недостаток прямого прессования состоит в том, что в процессе прессо-вания слиток перемещается относительно контейнера. На преодоление трения между контейнером и слитком затрачивается дополнительная энергия, и, кроме того, в контейнере остается большой пресс-остаток.
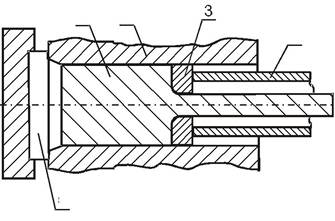
Для уменьшения сил трения применяют обратное прессование (рис. 3.2). При этом процесс истечения материала происходит в направлении, противоположном движению пуансона.
Слиток 1 (рис. 3.2) помещен в контейнер 2, у которого с одной стороны установлена заглушка 5. Матрицу 3 устанавливают на торце полого пуансона 4. Здесь слиток не перемещается относительно контейнера,усилия снижают-ся и пресс-остаток уменьшается. Но размер изделия при обратном прессова-нии ограничен размерами полости пуансона.
1 2 3
4





5
 7
7  6
6
а
10
| 9 | ||||||||||||||||||||||||||||||||
| 8 | ||||||||||||||||||||||||||||||||
| б |
Рис. 3.1. Схема прямого прессования: а – прутков; б – труб
| 1 | 2 | 3 | |
4

5
Рис. 3.2. Схема обратного прессования прутков
При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность – всестороннее неравномерное сжатие. Это позволяет обрабатывать даже малопластичныематериалы.
При прямом прессовании требуется прикладывать большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри матрицы. Отчасти поэтому значительная часть металла заготовки не может быть выдавлена из контейнера. Оставшаяся его часть – пресс-остаток – составляет в отдельных случаях 30–40 % от массы исходной заготовки.
Усилие при обратном прессовании примерно на 25 % меньше и пресс-остаток также почти вдвое меньше, чем при прямом. Однако сложность кон-струкции пресса, ограниченность размеров получаемых изделий по длине препятствуют широкому применению способа обратного прессования. К достоинствам прессования следует отнести: возможность получения изделий сложных профилей, в том числе и пустотелых, не только из высоко-пластичных, но и из малопластичных металлов и сплавов; универсальность применяемого оборудования, позволяющего легко переходить на производ-ство профилей различных конфигураций; достаточно высокую точность раз-меров и малую шероховатость поверхности получаемых изделий.
Подготовка исходной заготовки (слитка) заключается в зачистке по-верхности и удалении обнаруженных дефектов, нанесении технологической смазки на поверхность. Роль смазки чрезвычайно высока: она снижает усилие деформации, уменьшает неравномерность течения металла при прессовании, удлиняет срок службы инструмента, повышает качество поверхности.
В последнее время интенсивно развиваются процессы прессования, при которых заметно снижаются силы трения. К ним относятся гидравлическое прессование и прессование с активным трением.
Порядок выполнения работы
1. Изучить и зарисовать схемы прессования.
2. Собрать заготовку для прессования в виде столбика из 6–7 разно-цветных слоев пластилина. Предварительно необходимо замерить толщину каждого слоя. Поместить заготовку в контейнер и с помощью механического пресса подвергнуть материал прессованию.
3. Полученный пруток лезвием отделить от пресс-остатка и разрезать по продольной оси на две части, зарисовать поверхность среза и измерить толщину деформируемых слоев (S) по продольной оси.
Результаты занести в табл. 3.1.
Порядок выполнения работы
| Результаты расчетов | Таблица 3.1 | ||||||||||||||
| Номер слоя | k | ||||||||||||||
| Толщина | S | ||||||||||||||
| S 0 | |||||||||||||||
| Вытяжка | λ | ||||||||||||||
| 4. Определить коэффициент вытяжки λ каждого слоя заготовки по | |||||||||||||||
| формуле | S | ||||||||||||||
| λ = | , | ||||||||||||||
| S 0 |
где S – толщина слоя после деформации, мм; S 0 – толщина того же слоя до деформации, мм.
5. По полученным данным построить график λ = f (k), где k – номер слоя пластилиновой заготовки.
6. Собрать схему прессования для получения прутков через многока-нальную матрицу и схему прессования трубы с помощью иглы.
Содержание отчета
1. Зарисовать схемы прямого прессования прутка, трубы и обратного прессования прутка.
2. Составить таблицу экспериментальных данных по деформированию различных слоев прутка. Построить график зависимости коэффициента вы-тяжки от номера слоя, пластилиновой заготовки. Зарисовать срез многослой-ного прутка.
3. Сделать выводы, объясняющие неравномерность деформации при прессовании.
Контрольные вопросы
1. Сущность прессования. Что такое прямое и обратное прессование?
2. Назовите достоинства и недостатки прямого прессования.
3. Перечислите преимущества и недостатки обратного прессования.
4. Объясните, почему при прямом прессовании необходимо большее усилие для деформации, чем при обратном?
5. Что позволяет обрабатывать прессованием малопластичные материалы?
6. Чем объясняется расхождение механических свойств и макроструктуры прессованных изделий в поперечном и продольном направлениях?
7. Что служит заготовкой для прессования?
Составители: Иванов Сергей Иванович
Петренко Андрей Александрович

