




Основные параметры резьбы
Наружный диаметр d, D (по стандартам диаметры наружной резьбы обозначают строчными, а диаметры внутренней резьбы — прописными буквами); внутренний диаметр d1, D1, средний диаметр d2, D2 — диаметр воображаемого цилиндра, на поверхности которого толщина витка равна ширине впадины; угол профиля  , шаг резъбы р - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; число заходов n (заходность резьбы легко определяется на торце винта по числу сбегающих витков); ход резьбы
, шаг резъбы р - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; число заходов n (заходность резьбы легко определяется на торце винта по числу сбегающих витков); ход резьбы  — величина относительного осевого перемещения гайки или винта за один оборот (в целях унификации обозначений шаг резьбы, как и шаг зубьев зубчатых колес, будем обозначать строчной буквой р, а не прописной, как по стандартам на резьбы).
— величина относительного осевого перемещения гайки или винта за один оборот (в целях унификации обозначений шаг резьбы, как и шаг зубьев зубчатых колес, будем обозначать строчной буквой р, а не прописной, как по стандартам на резьбы).
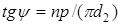
К основным параметрам относится угол подъема резьбы  — угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы. Угол подъема резьбы определяется зависимостью
— угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы. Угол подъема резьбы определяется зависимостью
Диаметр, условно характеризующий размер резьбы, называется номинальным; для большинства резьб в качестве номинального диаметра резьбы принимается наружный диаметр.
Классификация резьбы
Классифицировать резьбы можно по многим признакам: по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.); по форме поверхности (цилиндрическая, коническая); по расположению (наружная, внутренняя); по числу заходов (однозаходная, многозаходная); по направлению заходов (правая, левая); по величине шага (с крупным, с мелким); по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная).
Крепежные резьбы (метрическая, дюймовая) предназначены для скрепления деталей; крепежно-уплотнительные (трубные, конические) применяют в соединениях, требующих не только прочности, но и герметичности; ходовые резьбы (трапецеидальная, упорная, прямоугольная) служат для передачи движения и применяются в передачах винт—гайка; специальные резьбы (круглая, окулярная, часовая и др.) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Метрическая резьба.(рис 1)
Форма и размеры профиля этой резьбы, диаметры и шаги, основные размеры регламентированы стандартами. Кроме того, стандартизованы резьба метрическая для приборостроения, резьба метрическая коническая, резьба метрическая на деталях из пластмасс (не указанные номера стандартов и срок их действия легко установить по "Указателю стандартов", переиздаваемому ежегодно).
Метрическая резьба имеет исходный профиль в виде равностороннего треугольника с высотой H, вершины профиля срезаны, а впадины притуплены, что необходимо для уменьшения концентрации напряжений и по технологическим соображениям (для увеличения стойкости резьбонарезного и резьбонакатного инструмента). Форма впадины резьбы болта может быть закругленной или плоскосрезанной. В резьбе предусмотрен радиальный зазор, который делает ее негерметичной.
По стандарту метрические резьбы делятся на резьбы с крупным и мелким шагом. При одном и том же номинальном диаметре метрическая резьба может иметь один крупный и пять мелких шагов, например, при номинальном диаметре 20 мм метрическая резьба имеет крупный шаг, равный 2,5 мм, и пять мелких шагов, равных 2; 1,5; 1; 0,75; 0,5 мм. Резьбы с мелким шагом имеют меньшую высоту профиля и меньше ослабляют сечение детали; кроме того, эти резьбы имеют меньшие углы подъема резьбы и обладают повышенным самоторможением. Поэтому резьбы с мелким шагом применяют для соединения мелких тонкостенных деталей и при действии динамических нагрузок.
В машиностроении основное применение находит метрическая резьба с крупным шагом как более прочная и менее чувствительная к ошибкам изготовления и износу. Крепежные резьбовые детали имеют обычно правую однозаходную резьбу; левая резьба применяется редко.
Допуски и посадки метрических резьб стандартизованы. Согласно действующим стандартам, точность метрических резьб обозначают полем допуска среднего, наружного (для болта) или внутреннего (для гайки) диаметра; в обозначении допуска цифра указывает степень точности, а буква — основное отклонение. Поля допусков установлены в трех классах точности: точном (для прецизионных резьб), среднем (для общего применения), грубом (при технологической невозможности получения большей точности). Для среднего класса полями допусков предпочтительного применения являются: 6H (для гаек) и 6g (для болтов), что обеспечивает посадку 6H/6g с зазором. Кроме посадок с зазором стандартами предусмотрены посадки переходные и с натягом.
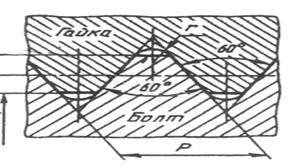
Рис 1
Дюймовая резьба.
Эта крепежная резьба имеет треугольный профиль с углом  = 55°, номинальный диаметр ее задается в дюймах (1" = 25,4 мм), а шаг — числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта; она используется у нас лишь при ремонте импортных машин. Применение дюймовой крепежной резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
= 55°, номинальный диаметр ее задается в дюймах (1" = 25,4 мм), а шаг — числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта; она используется у нас лишь при ремонте импортных машин. Применение дюймовой крепежной резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
Трубная цилиндрическая резьба.(рис 2)
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях
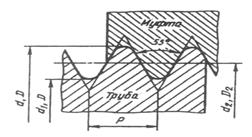
Рис 2
Трубная коническая резьба.(рис 3)
Параметры и размеры трубной конической резьбы определены ГОСТ6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
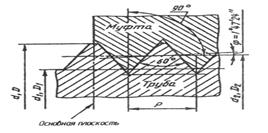
Рис 3
Трапецеидальная резьба.(рис 4)
Профиль этой резьбы представляет собой равнобокую трапецию с углом между боковыми сторонами =30°. Профили, основные размеры и допуски трапецеидальных резьб стандартизованы, причем предусмотрены резьбы с мелким, средним и крупным шагами. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
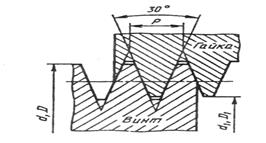
Рис 4
Упорная резьба.(рис 5)
Профиль этой резьбы представляет собой неравнобокую трапецию с углами наклона боковых сторон к прямой, перпендикулярной оси резьбы, равными 3 и 30°. Основные размеры и допуски упорной резьбы для диаметров от 10 до 600 мм регламентированы ГОСТом. Стандартизована также резьба упорная усиленная для диаметров от 80 до 2000 мм, у которой одна сторона профиля наклонена под углом 45°.
Трапецеидальная и упорная резьбы являются ходовыми и применяются в передачах винт—гайка. Так, например, трапецеидальная резьба применяется для ходовых винтов токарно-винторезных станков, где возникают реверсивные нагрузки; упорная резьба применяется при односторонних нагрузках, например для грузовых винтов домкратов и прессов, причем усилие воспринимается стороной, имеющей угол наклона 3°.
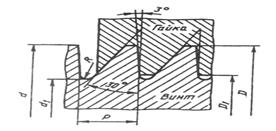
Рис 5
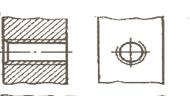
Прямоугольная резьба.(рис 6)
Эта резьба не стандартизована и имеет ограниченное применение в неответственных передачах винт — гайка. Эта резьба из всех имеет наибольший КПД, но ее нельзя фрезеровать и шлифовать, так как угол профиля = 0; прочность прямоугольной резьбы ниже, чем у других резьб.
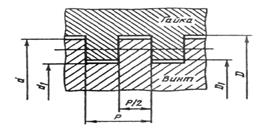
Рис 6
Круглая резьба.(рис 7)
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля =30°.Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
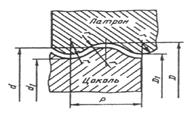
Рис 7
4. Условное изображение резьбы ГОСТ 2.311–68
Построение винтовой поверхности на чертеже-длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями–сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
Условное изображение резьбы на стержне
Наружная резьба на стержне(рис. 1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на ¾ окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (рис. 2).Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии
Внутренняя резьба (рис.3) – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия.
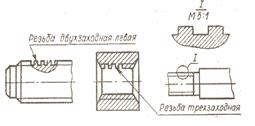
Резьбу с нестандартным профилем показывают одним из способов, приведенных на рисунке 4. В обозначение резьбы входят слово Резьба и все необходимые размеры, и предельные отклонения, а также сведения о числе заходов, направлении резьбы.
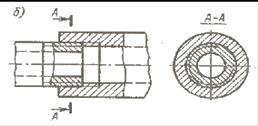
Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Если резьбу показывают как невидимую, применяют штриховые линии одинаковой толщины по наружному и внутреннему диаметрам резьбы. На разрезах резьбового соединения изображают стержень с резьбой, закрывающий резьбу в отверстии. Таким образом, в продольном разрезе в отверстии показывают только ту часть резьбы, которая не закрыта резьбовым стержнем (рис. 5).
Условное обозначение резьбы
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24(2–6g или М12(1–6Н)). При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы, например трех-заходная, обозначается М24(З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20(1,5 ГОСТ 25229–82)).
Соединение внутренней цилиндрической резьбы с наружной конической обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20(1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20(1,5LH). Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости. Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ6211–81 обозначается следующим образом: например, G/Rp–11/2–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например:
Tr20(4LH–8H), где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы. При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40(6–8g–85; 85 – длина свинчивания).
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80(10–8Н).
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80(2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19.
Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, того применяются резьбовые соединения деталей, на одной из которых нарезана наружная резьба, а на другой – внутренняя. Такие соединения, называемые разъемными, можно разобрать без повреждения деталей. Чертежи разъемных соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
Соединение винтом упрощенное. ГОСТ 2.315–68
На винтовом соединении граница резьбы на стержне винта должна находиться внутри гладкого отверстия, запас резьбы, не использованный при ввинчивании, равен примерно трем шагам резьбы (ЗР). Если диаметр головки винта меньше 12 мм, то шлиц рекомендуется изображать одной утолщенной линией. На виде сверху шлиц в головке показывается повернутым на 45°. На чертеже соединения наносят три размера: диаметр резьбы, длину винта, диаметр отверстия для прохода винта.
Соединение шпилькой упрощенное.
При вычерчивании на сборочных чертежах шпилечного соединения рекомендуется, как при болтовом соединении, пользоваться условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы.
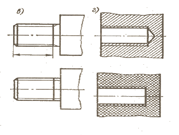
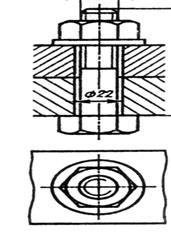
Соединение болтом упрощенное. ГОСТ 2.315–68
При изображении болтовых соединений размеры болта, гайки и шайбы берутся по соответствующим ГОСТам. На учебных сборочных чертежах, с целью экономии времени, болт, гайку и шайбу рекомендуется вычерчивать не по всем размерам, взятым из ГОСТа, а только по его диаметру и длине стержня. Остальные размеры обычно определяются по условным соотношениям элементов болта и гайки в зависимости от диаметра резьбы. ГОСТ2.315-68 предусматривает упрощенные и условные изображения крепежных деталей на сборочных чертежах. При упрощенных изображениях (рис.1) резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы.
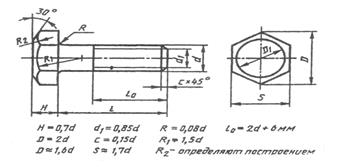
Описание деталей
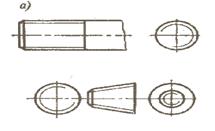
Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой на другом конце. Болты используются (вместе с гайками, шайбами) для скрепления двух или нескольких деталей. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по шагу резьбы, по точности изготовления и по исполнению. При изображении болта на чертеже выполняют два вида (рис. 2) по общим правилам и наносят размеры длины l болта, длины резьбы /о, размер под ключ S и обозначение резьбы Md. Высота H головки в длину болта не включается. Гиперболы, образованные пересечением конической фаски головки болта с ее гранями, заменяются другими окружностями.
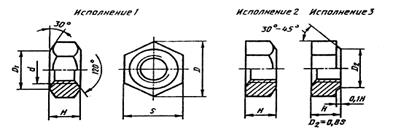
Гайка — крепежная деталь с резьбовым отверстием в центре. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от названия и условий работы гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные. Их изготовляют трех исполнений: исполнение l — с двумя коническими фасками (рис. 3); исполнение 2 — с одной конической фаской; исполнение 3 — без фасок, но с коническим выступом с одного торца. Форму гайки на чертеже вполне передают два ее вида: на плоскости проекций, параллельной оси гайки, совмещают половину вида с половиной фронтального разреза, и на плоскости, перпендикулярной оси гайки, со стороны фаски. На чертеже указывают размер резьбы, размер S под ключ и дают обозначение гайки по стандарту.
Шайба представляет собой точеное или штампованное кольцо, которое подкладывают под гайку, головку винта или болта в резьбовых соединениях. Плоскость шайбы увеличивает опорную поверхность и предохраняет деталь от задиров при завинчивании гайки ключом. С целью предохранения резьбового соединения от самопроизвольного развинчивания в условиях вибрации и знакопеременной нагрузки применяют шайбы пружинные по ГОСТ 6402—70 и шайбы стопорные, имеющие выступы-лапки.
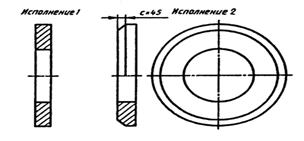
Круглые шайбы по ГОСТ 11371—78 имеют два исполнения (рис. 4): исполнение 1 — без фаски, исполнение 2 — с фаской. Форму круглой шайбы вполне передает одно изображение на плоскости, параллельной оси шайбы.
Список литература
1. Боголюбов С.К., Воинов А.В. Черчение. М., 1983.
2. Мерзон Э.Д. и др. Машиностроительное черчение. М. Высшая школа., 1987.
3. Вяткин Г.П. и др. Машиностроительное черчение. М. Машиностроение., 1985.
4. Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению. Л., 1982.

