




ыбор и обоснование вида исходной заготовки, метода и оборудования для ее изготовления
В качестве заготовки служит пруток, штампованный на кривошипном горячештамповочном прессе (КГШП), с целью увеличения КИМ и улучшения прочностных характеристик за счет определенной направленности волокон.
Заготовку будем получать штамповкой на кривошипном горячештамповочном прессе (КГШП), т.к. при штамповке на КШГП увеличивается КИМ, а так же улучшаются прочностные характеристики детали из-за определенной направленности волокон.
При изготовлении детали из прутка КИМ составит:
Vзаг= 7308,825мм3; Vдет=5224,918 мм3.
 .
.
Конечная заготовка формируется за 5-7 переходов.
Этим методом можно получить заготовку точности IS 11…16. В данном случае это целесообразно, т.к. к поверхностям блок-шестерни предъявляется высокая точность.
По сравнению со штамповкой на молотах КПД достигает 6-8%, а экономический (приведенный к энергии топлива) КПД – в 2-4 раза выше.
Для получения заготовки для блок-шестерни используют поковки 2-й группы: поковка типа шестерни с двумя утолщениями. Это поковки, изготавливаемые выдавливанием. У них полые элементы образуются выдавливанием металла в замкнутую кольцевую полость. Для изготовления таких поковок применяют разъёмные матрицы и двухстороннее движение пуансонов. Для получения таких поковок на КГШП используют пруток.
В качестве заготовки выбираем пруток 80х15-20Х3МВФ-Ш ГОСТ 20072-74.
Припуски на механическую обработку штампованных заготовок устанавливаются в зависимости от материала, размера и шероховатости обработанной поверхности.
Так как на данном этапе мы можем определить только общие припуски, то размеры заготовки будут не достаточно точными. Допуски на размеры выполнены в соответствии с требованиями ГОСТ 7505-89.

Рисунок 3.2-Заготовка блок-шестерни
асчеты и оптимизация потребного количества операций (переходов) формообразования элементарных цилиндрических и плоских поверхностей детали блок-шестерни
Число переходов, необходимое для обработки каждой из поверхностей детали и их состав по применяемым методам обработки определяются соотношением характеристик точности размеров, формы и шероховатости одноимённых поверхностей исходной заготовки и готовой детали.
Найдем потребное количество переходов для обработки поверхности 11 (см. рис. 1.1):
1) количество переходов по точности:
nт =  , (3.1)
, (3.1)
где Тдет – допуск на размер детали, мкм; Тзаг – допуск на размер заготовки, мкм.
2) количество переходов по шероховатости:
nш =  , (3.2)
, (3.2)
где Rzзаг – шероховатость заготовки мкм; Rzдет – шероховатость детали мкм.
Определив для каждой поверхности число ступеней обработки по точности и шероховатости, выбираем большее значение. Полученные данные по каждой поверхности заносим в таблицу 3.1.
Поверхность 1 и 19 обрабатывается за 4 перехода.
При назначении шероховатости на промежуточных ступенях обработки необходимо учесть, что в ходе механической обработки шероховатость поверхности уменьшается сначала резко (после черновых переходов – в 4…5 раз), а затем медленно (при выполнении завершающих отделочных переходов – в 1,5…2 раза).
| № | Характеристики: размер, поле допуска, допуск, шераховатость | Количество операций | Характеристики поверхностей по операциям | Технологические операции | |||||||||
| Деталь | Заготовка | nт | nш | nбаз | nпр | Наименование | |||||||
| 1,19 | Ø12,05h6; T=11; Rz 3,2 | IT11; T=1100; Rz 160 | 4,32 | 4,26 | h9; Rz 80 | Токарная | |||||||
| h8; Rz 20 | Токарная | ||||||||||||
| h7; Rz 6,3 | Токарная | ||||||||||||
| h6; | Шлифовальная | ||||||||||||
| Rz 3,2 | |||||||||||||
| Ø16,8h11; T=110; Rz 40 | IT11; T=1300; Rz 160 | 2,31 | 1,51 | h11; Rz 80 | Токарная | ||||||||
| h11; Rz 40 | Токарная | ||||||||||||
| Ø30h8; T=33; Rz 3,2 | IT11; T=1500; Rz 160 | 3,5 | 1,51 | h10; Rz 80 | Токарная | ||||||||
| h9; Rz 40 | Токарная | ||||||||||||
| h8; Rz 3,2 | Токарная | ||||||||||||
Таблица 3.4
Продолжение таблицы 3.4
| № | Характеристики: размер, поле допуска, допуск, шераховатость | Количество операций | Характеристики поверхностей по операциям | Технологические операции | |||||||||
| Деталь | Заготовка | nт | nш | nбаз | nпр | Наименование | |||||||
| Ø18,5h8; T=33; Rz 40 | IT11; T=1100; Rz 160 | 3,35 | 3,5 | 2,6 | 1,3 | h10; Rz 80 | Токарная | ||||||
| h8; Rz 40 | Токарная | ||||||||||||
3.4 Разработка и обоснование рациональной последовательности формообразующих операций технологического процесса изготовления блок-шестерни
План технологического процесса в виде операционных эскизов составляют по рабочему чертежу детали, учитывая технические условия и принятую заготовку.
Процесс изготовления детали имеет следующую последовательность:
1. Заготовительный – этап, на котором из первичного материала (в данном случае – пруток) формируется заготовка, подлежащая обработке для получения готовой детали.
2. Черновой этап – этап, на котором производится первичное формообразование поверхностей блок-шестерни. Определяется общая конфигурация поверхностей. Этот этап в механической обработке характеризуется большой величиной снимаемых припусков, большими числами подач, большими силами резания при относительно невысоких скоростях резания. При обработке данной шестерни наиболее характерная операция – токарная; достигаемая точность поверхностей соответствует 9-11 квалитету при шероховатости поверхностей Rz 20…25 мкм.
Закрепление заготовки осуществляют с помощью трехкулачкового патрона (по наружной поверхности) и цанговой оправки (по внутренней проверхности) с упором в торец.
3. Получистовой – токарная обработка поверхностей детали до 9-11-го квалитета точности и шероховатости Rz 10 мкм. На этом этапе долбятся и фрезеруются зубья.
Закрепление заготовки осуществляется с помощью гидропластовых и цанговых устройств.
На зубофрезерной и зубодолбёжной операции заготовку устанавливают на специальную оправку, упирают в торец и зажимают со стороны противоположного торца (центрирование осуществляется по внутренней поверхности).
4. Чистовой – этап, на котором производится обработка поверхностей, где достигается 8-й квалитет точности и шероховатость Ra 10 мкм. На этом этапе снимаются фаски, точатся канавки.
После чистового этапа следует промывка детали (т.е. очистка от остатков стружки и пыли);
Закрепление заготовки осуществляется аналогично получистовому этапу.
5. Отделочный – обработка ответственных поверхностей деталей до шероховатости Ra 1,25 мкм; после отделочного этапа следуют промывка детали (т.е. очистка от остатков стружки и пыли, а также обезжиривание поверхностей детали); также проводятся слесарные операции, чаще всего выполняемые вручную, непосредственно рабочим, с низким уровнем механизации (полирование, очистка от заусенцев, притупление острых кромок), доводочная.
При зубошлифовании заготовку закрепляют на оправке.
После выполнения всех формообразующих операций следует окончательный контроль блок-шестерни.
3.5 Определение качественных и количественных показателей технологичности блок-шестерни
При анализе технологичности детали необходимо проверить:
- возможность уменьшения количества и протяженности обрабатываемых поверхностей детали;
- наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных технологических баз в виде бобышек, поясков и т.д.;
- возможность технологической увязки размеров, обеспечивающих кратчайшие технологические размерные цепи;
- возможность выбора рационального метода получения заготовки, обеспечивающего наиболее рациональный коэффициент использования материала и наименьшую трудоёмкость механической обработки;
- наличие в конструкциях деталей, подвергающихся термической обработке, конструктивных элементов, уменьшающих коробление при нагреве и охлаждении.
-
3.5.1 Определение качественных показателей технологичности
Блок-шестерня представляет собой тело вращения цилиндрической формы переменного диаметра. Важным фактором является тонкостенность детали т.к. на точность влияют силы резанья, усилие зажима, установка самой детали в приспособлении и качество режущего инструмента, поэтому припуски на обработку и режимы резанья должны быть минимальными, а оснастка – технологичной. Вдоль оси вращения детали выполнено сквозное отверстие так же переменного диаметра. Шестерня усложнена внешними зубчатыми венцами, также имеются канавки для выхода инструмента.Более подробно оценка технологичности с точки зрения геометрической формы была раскрыта в пункте 1, необходимо отметить только, что сложность формы также заключается в многочисленности торцов и поверхностей, расположенных друг к другу под различным углом, следовательно необходимо достичь заданной формы и точности по средством операции токарной программного управления (многорезцовой), что сократит время обработки и повысит производительность.
С точки зрения простановки размеров деталь технологична. Для уменьшения погрешности и уменьшения возможности появления брака при обработке необходимо придерживаться принципа совмещения баз.
Контролировать деталь можно несложными, стандартными измерительными средствами:
- для внутренних и внешних поверхностей: пробки, штангенциркуль;
- для контроля эвольвенты внутреннего и внешнего венца специальный мерительный прибор для замера радиального биения и комплексный колибр.
С точки зрения выбора заготовки: поскольку данная деталь имеет гладкую, ступенчатую поверхность и небольшую разницу между ступенями (Dmax-Dmin<40 мм), то достаточно использовать для изготовления данной детали трубу. Для повышения производительности, уменьшения операций в технологическом процессе и сокращения времени обработки допускается задействовать штамповку.
Из вышесказанного можно подвести итог: в целом шестерня технологична, т.к. все необходимые для ее изготовления операции хорошо освоены и не представляют особой сложности. Для выполнения механической обработки детали не требуется нестандартный режущий инструмент и специальные виды оснастки.
3.5.2 Определение количественных показателей технологичности
Для всех поверхностей, кроме фасок и канавок, определим квалитеты и шероховатости и занесем в таблицу 3.5.1.
Таблица 3.5.1 – Анализ поверхностей.
| Поверхность | |||||
| Квалитет | |||||
| Шераховатость Ra (мкм) | 0,63 | 0,63 |
В соответствии с ГОСТ 14202-73 для количественной оценки технологичности детали используются следующие коэффициенты:
1. Коэффициент точности:
 (5.2.1)
(5.2.1)
где  - число поверхностей, обработанных по данному квалитету;
- число поверхностей, обработанных по данному квалитету;
 - число, характеризующее квалитет.
- число, характеризующее квалитет.
Таким образом,

Тогда 
 следовательно делаем вывод, что деталь не технологична
следовательно делаем вывод, что деталь не технологична
2. Коэффициент шероховатости:
 (5.2.2)
(5.2.2)
где - число поверхностей, обрабатываемых до данной шероховатости;
 - число, характеризующее шероховатость.
- число, характеризующее шероховатость.
Таким образом,

Тогда

 - деталь не технологична.
- деталь не технологична.
3. Коэффициент использования материала:

 , что свидетельствует о не технологичности по данному признаку. Следовательно, в общем деталь не технологична.
, что свидетельствует о не технологичности по данному признаку. Следовательно, в общем деталь не технологична.
3.6 Разработка и обоснование этапов, комплектов технологических баз, схем базирования и вариантов методов формообразованя основных поверхностей блок-шестерни
Правильно спроектированный технологический процесс должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление изделий. В то же время технологический процесс должен обеспечивать наиболее высокие производительность и экономические показатели.
Первоосновой для разработки технологического процесса служит рабочий чертёж детали. Между рабочим чертежом и необходимым технологическим процессом существуют тесные связи. Можно усмотреть, что главные из них идут по следующим направлениям:
1. Точность поверхностей в чертеже – необходимые процессы (методы) обработки в технологическом процессе. Например, поверхности 1 и 19 являются высокоточными, т.к. в процессе обработки блок-шестерни они служат установочной базой.
2. Взаимная координация поверхностей в чертеже – базы, способы установки, последовательность операций в технологическом процессе;
3. Термическая (химико-термическая) обработка в чертеже – этапы в технологическом процессе.
Исходными данными для проектирования технологическом процессе на производстве помимо чертежа детали служит производственная программа, руководящие технические материалы и чертёж заготовки.
В основу разработки технологического процесса входят три принципа: технический, экономический и организационный.
В соответствии с техническим принципом технологический процесс должен полностью обеспечить точность детали, качество поверхности деталей машин, технологичность деталей и конструкций.
В соответствии с экономическим принципом изделия должны изготовляться с минимальными затратами труда и издержками производства. Для этого необходимо обеспечить следующее:
1) Заготовки по форме и размерам должны приближаться к готовым деталям, т.е. припуски на обработку должны быть минимальными.
2) Схемы базирования детали должны обеспечивать максимальную простоту и надежность конструкции приспособлений.
3) Припуски на чистовую, черновую и окончательную обработку должны быть рационально распределены.
4) Последовательность и структура операций должны выбираться так, чтобы качественное изготовление деталей происходило при минимальных затратах времени и материальных средств. При этом необходимо применять современные методы и виды обработки.
5) Оборудование должно быть распространенным и мощным, позволяющим сконцентрировать большое количество переходов, одновременно использовать несколько режущих инструментов, механизировать и автоматизировать вспомогательные работы.
6) Технологическая оснастка должна быть высокопроизводительной, эффективной, точной, с минимальным временем на установку и снятие заготовок.
7) Режущий и мерительный инструмент выбирается широко распространенный
8) Режимы резания должны быть оптимальными, т. е. при обработке максимально используют мощность станка и стойкость режущего инструмента.
9) Нормы времени должны быть технически обоснованными.
В соответствии с организационным принципом изготовление детали должно осуществляться в условиях, обеспечивающих максимальную эффективность производства, а именно:
1) Форма организации технологического процесса должна соответствовать типу производства.
2) Размещение оборудования на участке должно обеспечивать непрерывное изготовление изделия и минимально протяженные пути транспортировки.
3) Каждое рабочее место должно соответствовать требованиям научной организации труда и санитарно-гигиеническим нормам.
4) Обеспечение рабочих мест заготовками, инструментом, смазочно-охлаждающими жидкостями, уборкой стружки должно быть своевременным.
Руководствуясь всем вышесказанным в проектировании технологического процесса изготовления блок-шестерни были спроектированы этапы технологического процесса изготовления и последовательность обработки основных поверхностей.
Заготовка – поковка.
Выбор баз основывался исходя из размерных связей между поверхностями, придерживаясь принципа совмещения баз, соблюдение которого обеспечивает формирование наиболее коротких размерных цепей. Используются чистые базы, т.е. под базу выбирались точные, обработанные поверхности, за исключением первых операций каждого этапа.
За первичную установочную базу рациональнее всего будет использовать 1 поверхность, так как с этой базы ведется обработка поверхности 19 с шероховатостью Ra 1,25 и поверхность 17. С этими поверхностями координировано большое число других поверхностей, следовательно, чем точнее будут обработаны эти поверхности, тем точнее будет обработка поверхностей на последующих операциях.
В процессе обработки детали за базы принимаются и торцы 2 и 20.
Поверхностями центрирования служат поверхности 1, 7, 14, 19.
Этапы технологического процесса подобраны так, что каждая последующая ступень ведёт к повышению точности размера и качеству поверхности.
Также чётко определены места в ТП для основных, вспомогательных операций и термообработки. Вспомогательные операции такие как слесарная, доводочная назначаем после основных операций для удаления заусенцев или каких-либо иных недостатков, промывочные операции обеспечивают очищение поверхности детали от стружки и жирной плёнки. Термообработка (нормализация и отпуск) проводим перед отделочным этапом для улучшения стали и повышения её качественных характеристик, снятия внутренних напряжений. Поставлены такие специфические операции, как заготовительная и токарная свидетели, для определения глубины цементации и снятия цементированного материала. Проводятся данные операции не на обрабатываемой детали. Используются химическая обработка для защиты поверхности, например меднение перед цементацией. Также на протяжении ТП и в заключении проводятся контрольные операции для проверки качества поверхности и соблюдения ТП.
Для изготовления блок-шестерни используются следующие станки: токарные, токарные с ПУ, шлифовальные, зубообрабатывающие.
Варианты методов формообразования основных поверхностей могут быть различными.
Например, зубчатый венец В можно образовать в такой последовательности: долбить начерно, долбить начисто и фрезеровать. Но мы воспользуемся следующей последовательностью: долбление, термообработка и шлифование, т.к. в результате термообработки мы обеспечивает высокую контактную прочность поверхности зубьев и большую ударную вязкость их сердцевины, предохраняющую зубья при вибрационной нагрузке от появления трещин и преждевременного разрушения.
Зубчатый венец Б так же может быть обработан в различных последовательностях. Например, протягиванием или червячной фрезой. Обработка червячной фрезой с последующим шлифованием позволит нам получить более точную поверхность.
Что касается обработки поверхностей под подшипник 1 и 19, то их можно получить лезвийной обработкой в несколько этапов либо же точением с последующим шлифованием. Последний вариант позволит нам сократить время формообразования поверхности.
3.7 Обоснование, выполнение и утверждения плана технологического процесса изготовления блок-шестерни
План технологического процесса в виде операционных эскизов составляют по рабочему чертежу детали, учитывая технические условия и принятую заготовку.
При составлении плана технологического процесса руководствуются главным образом общими соображениями и принимают решения, без которых нельзя установить границы между операциями и их последовательность.
Намечаются виды операций, которые должна пройти каждая поверхность, а следовательно, и основные этапы техпроцесса. Так же определяются поверхности, которые лучше или необходимо обрабатывать совместно с другими поверхностями.
Для данной детали, шестерни, технологический процесс изготовления был разбит на следующие этапы:
1) заготовительный – этап, на котором из первичного материала формируется заготовка, подлежащая обработке для получения готовой детали. Заготовка детали получается штамповкой. На заготовительном этапе достигается точность поверхностей, соответствующая 16 квалитету, и шероховатость Rz 80 мкм;
2) черновой этап – этап, на котором производится первичное формообразование поверхностей шестерни. Определяется общая конфигурация поверхностей. Этот этап в механической обработке характеризуется большой величиной снимаемых припусков, большими числами подач, большими силами резания при относительно невысоких скоростях резания. При обработке данной детали наиболее характерная операция – токарная; достигаемая точность поверхностей соответствует 13 квалитету при шероховатости поверхностей Rz 40 мкм;
3) получистовой – обработка поверхностей детали до 11-го квалитета точности и шероховатости Rz 20 мкм;
4) чистовой – этап, на котором производится обработка поверхностей, где достигается 5-й квалитет точности и шероховатость Rz 0,08 мкм; также на этом этапе снимаются фаски, производится окончательная токарная обработка; после чистового этапа следует промывка детали (т.е. очистка от остатков стружки и пыли);
5) термический -закалка ступенчатая при температуре 1050±10ºС (продолжительность 40-45 мин.) с последующим охлаждением в масле при температуре ниже 60 ºС; обработка холодом; низкий отпуск при температуре 200±10 ºС на протяжении 2,5 ч.
6) Цементация стали, разновидность химико-термической обработки, заключающаяся в диффузионном насыщении поверхностного слоя изделий из низкоуглеродистой стали (0,1—0,2% С) углеродом при нагреве в соответствующей среде. Цель Ц. — повышение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом (до 0,8—1,2%) и последующей закалкой с низким отпуском (при этом сердцевина изделия, не насыщаемая углеродом, сохраняет высокую вязкость). Глубина цементованного слоя 0,5—1,5 мм (реже больше); концентрация углерода в слое убывает от поверхности к сердцевине изделия. Ц. и последующая термическая обработка повышают предел выносливости металла и понижают чувствительность его к концентраторам напряжения. Различают Ц. твёрдыми углеродсодержащими смесями (карбюризаторами) и газовую Ц. На заводах массового производства обычно применяют газовую Ц., при которой легче регулируется концентрация углерода в слое, сокращается длительность процесса, обеспечивается возможность полной его механизации и автоматизации, упрощается последующая термическая обработка.
7) отделочный – обработка ответственных поверхностей шлифованием до шероховатости Ra 0,2 мкм. После отделочного этапа следуют промывка детали (т.е. очистка от остатков стружки и пыли, а также обезжиривание поверхностей детали), также проводятся слесарные операции, чаще всего выполняемые вручную, непосредственно рабочим, с низким уровнем механизации (полирование, очистка от заусенцев, притупление острых кромок).
3.8 Расчёт припусков на обработку и операционных размеров-
диаметров цилиндрических поверхностей вращения нормативным методом
Нормативный метод определения припусков предусматривает назначение общих или операционных припусков на механическую обработку в зависимости от метода изготовления заготовки, требуемой точности и шероховатости поверхности детали и размеров этой поверхности на основе опытно-статистических данных, находящихся в нормативно - технической документации. Этот метод иногда именуется опытно-статистическим.
Значения общих припусков, на обработку заготовок установлен: государственными стандартами ГОСТ 7505-89 для штампованных заготовок и ГОСТ 26645-85 - для отливок.
Величина общего припуска в соответствии с принятым технологическим маршрутом распределяется между отдельными переходами обработки каждой поверхности. Распределение осуществляется по правилу прогрессирующего убывания:
- при разделении на припуски черновой и чистовой обработки на черновую обработку отводится 60...70 % общего припуска, а на чистовую - 30...40 %;
- при выполнении чернового, получистового и чистового этапов на них отводится соответственно около 50, 30 и 20 %',
- в случае выделения 1-го и 2-го чистовых этапов общий припуск распределяется в отношении 45…50%, 30%, 15%, 5…10%.
При большом числе ступеней обработки (в частности, чистовых и отделочных) для ориентированных расчетов промежуточных припусков можно воспользоваться соотношением:
Ziн=(2…4)Тi-1,
где Ziн – номинальный припуск на выполняемом переходе; Тi-1 – допуск операционного размера предшествующего перехода.
Главным преимуществом нормативного метода определения припусков является возможность назначения общего припуска до разработки технологического маршрута. Это позволяет существенно сократить длительность технологической подготовки производства нового изделия в результате параллельного проектирования технологических процессов получения заготовки и ее механической обработки.
Расчетный размер (столбец 3) берется из чертежа детали, принятый размер – из последней операции по чертежу детали. Рекомендуемый припуск (столбец 6) выбираем и обосновываем по нормативным материалам, принятый припуск определяется как разность принятых размеров на предыдущей и на данной операции. Минимальный припуск определяем как разность максимального принятого размера на предыдущей операции и минимального принятого – на данной.
Таблица 3.6 - Расчёт припусков и операционных размеров поверхностей вращения нормативным методом
| № операции | Наименование операции | Размеры | Отклонения, мм | Припуски | Характеристики поверхности | |||||||||||||||||||||||
| Расчётный, мм | Прини-маемый, мм | Рекомен-дуемый, мм | Прини-маемый, мм | Мини-мальный, мм | Точность, IT | Шерохова-тость | Твёрдость, HRCэ | |||||||||||||||||||||
| Поверхность 1 Ø 12,05 h6 (-0,011) Rz 3,2 | ||||||||||||||||||||||||||||
| Шлифовальная | 12,05 | 12,05 | -0,011 | 0,200 | 0,200 | 0,173 | h6 | Rz3,2 | 31…41 | |||||||||||||||||||
| Токарная (чистовое) | 12,250 | 12,250 | -0,027 | 0,400 | 0,400 | 0,330 | h8 | Rz6,3 | 31…41 | |||||||||||||||||||
| Токарная (п/ч) | 12,650 | 12,650 | -0,070 | 0,600 | 0,600 | 0,420 | h10 | Rz 20 | 31…41 | |||||||||||||||||||
| Черновое точение | 13,250 | 13,250 | -0,180 | 1,300 | 1,300 | 0,900 | h12 | Rz 80 | 31…41 | |||||||||||||||||||
| Штамповочная | 14,550 | 14,550 | 
| - | - | - | IT16 | Rz 160 | 31…41 | |||||||||||||||||||
| Поверхность 7 Ø 16,8 h11 (-0,110) Rz 40 | ||||||||||||||||||||||||||||
| Токарная (п/ч) | 16,8 | 16,8 | -0,110 | 0,600 | 0,600 | 0,170 | h11 | Rz 40 | 31…41 | |||||||||||||||||||
| Черновое точение | 17,400 | 17,400 | -0.430 | 1,300 | 1,300 | 0,900 | h14 | Rz80 | 31…41 | |||||||||||||||||||
| Штамповочная | 18,700 | 18,700 |
| - | - | - | IT16 | Rz160 | 31…41 | |||||||||||||||||||
| Поверхность 14 Ø 30 h8 (-0,033) Rz 10 | ||||||||||||||||||||||||||||
| Токарная (чистовое) | -0,033 | 0,500 | 0,500 | 0,400 | h8 | Rz 10 | 31…41 | |||||||||||||||||||||
| Токарная (п/ч) | 30,500 | 30,500 | -0,100 | 0,700 | 0,700 | 0,080 | h10 | Rz 40 | 31…41 | |||||||||||||||||||
| Черновое точение | 31,200 | 31,200 | -0,620 | 1,800 | 1,800 | 1,400 | h14 | Rz 80 | 31…41 | |||||||||||||||||||
| Штамповочная |
| - | - | - | IT16 | Rz160 | 31…41 | |||||||||||||||||||||
| Продолжение таблицы 3.6 Поверхность 12 Ø 18,5 h8 (-0,033) Rz 40 | ||||||||||||||||||||||||||||
| Токарная (п/ч) | 18,500 | 18,500 | -0,033 | 0,700 | 0,700 | 0,667 | h8 | Rz 40 | 31…41 | |||||||||||||||||||
| Токарная (черновая) | 19,200 | 19,200 | -0,210 | 1,800 | 1,800 | 1,400 | h12 | Rz 80 | 31…41 | |||||||||||||||||||
| Штамповочная |
| - | - | - | IT16 | Rz160 | 31…41 | |||||||||||||||||||||
| Поверхность 19 Ø 12.05 h6 (-0.011) Rz 3.2 | ||||||||||||||||||||||||||||
| Шлифовальная | 12,05 | 12,05 | -0,011 | 0,200 | 0,200 | 0,173 | h6 | Rz3,2 | 31…41 | |||||||||||||||||||
| Токарная (чистовое) | 12,250 | 12,250 | -0,027 | 0,400 | 0,400 | 0,330 | h8 | Rz6,3 | 31…41 | |||||||||||||||||||
| Токарная (п/ч) | 12,650 | 12,650 | -0,070 | 0,600 | 0,600 | 0,420 | h10 | Rz 20 | 31…41 | |||||||||||||||||||
| Черновое точение | 13,250 | 13,250 | -0,180 | 1,300 | 1,300 | 0,900 | h12 | Rz 80 | 31…41 | |||||||||||||||||||
| Штамповочная | 14,550 | 14,550 |
| - | - | - | IT16 | Rz 160 | 31…41 | |||||||||||||||||||
3.9 Расчет припусков на обработку и операционных размеров-диаметров заданных цилиндрических наружных и внутренних поверхностей вращения (представителей) расчетно-аналитическим методом
Расчетно-аналитический метод основан на определении факторов, входящих в величину операционного, а значит и промежуточного припуска для конкретных условий выполнения технологической операции, а значит и переходов и нахождения расчетным путем значений каждой составляющей припуска, необходимой для компенсации влияния каждого фактора (дифференциально-аналитический метод). Величину минимального промежуточного припуска вычисляют путем соответствующего суммирования в соответствии с зависимостями:
zi min=Rzi-1+hi-1+Δi-1+εi;
2zi min=2(Rzi-1+hi-1+  );
);
Величины Rz и h, характеризующие состояние поверхности заготовки после обработки различными методами, можно найти по таблицам точности и качества обработки.
Пространственные отклонения исходной заготовки могут быть вызваны смещением частей штампа или литейной формы, остаточными деформациями заготовки при неравномерном остывании (в том числе после термической обработки).
Качественная и количественная характеристики пространственных отклонений заготовки зависят прежде всего от метода ее изготовления, конфигурации и размеров.
Для поковок и штампованных заготовок пространственные отклонения выражаются короблением заготовки и смещением одних ее элементов относительно других вследствие несовпадения частей штампа, смещения высаживаемой части заготовки относительно оси прутка (при штамповке на горизонтально-ковочной машине), отклонений от соосности прошиваемых отверстий.
Допускаемые величины смещения и коробление штампованных заготовок регламентированы отраслевым стандартом.
При обработке в центрах следует дополнительно учитывать погрешность зацентровки:
 ;
;
Погрешность установки заготовки представляет собой отклонение фактически достигнутого положения заготовки при ее установке от требуемого. Это отклонение компенсируется дополнительной составляющей промежуточного припуска:
 ,
,
Где εб – погрешность базирования; εз – погрешность закрепления.
В состав погрешности закрепления в большинстве случаев включают погрешности, обусловленные неточностью изготовления приспособления, износом его элементов, а также погрешности установки приспособления на станке.
При обработке на многопозиционных станках в состав погрешности закрепления дополнительно включают погрешность индексации, которая обычно принимается равной 0,05мм. Величину погрешности базирования определяют в результате геометрических расчетов.
Расчет припусков поверхностей вращения и плоских торцов расчетно-аналитическим методом представлен в таблице.
Таблица 3.7 Карта расчета припусков на обработку и предельных размеров по технологическим переходам расчетно-аналитическим методом.
| Наименования операций | Элементы припуска, мкм | 2·zmin р, мкм | Td, мм | 2·zном, мкм | Dр, мм | Принятые размеры, мм | Предельные значения припуска, мм | Технологическ.операционный размер.мм | |||||||||||||||||||
| Rz | h | ∆ | ε | Dmax | Dmin | 2zmax | 2zmin | ||||||||||||||||||||
| Поверхность № 1 (Æ12,05-0,011) – наружная цилиндрическая | |||||||||||||||||||||||||||
| Штамповка | - | - | 
| - | 14.172 | 14.170 | 13.67 | - | - | 14.170
| |||||||||||||||||
| Точение черновое | 26.83 | 0,180 | 1.263 | 12.909 | 12.910 | 12.73 | 1.44 | 0.760 | 12.909-0,180 | ||||||||||||||||||
| Точение получистовое | 22.36 | 0.070 | 0.524 | 12.385 | 12.385 | 12.315 | 0.595 | 0.345 | 12.385-0.070 | ||||||||||||||||||
| Точение чистовое | 6,3 | 17.88 | 0,027 | 0.238 | 12.147 | 12.150 | 12.123 | 0.262 | 0,165 | 12.147-0,027 | |||||||||||||||||
| Шлифование | 3,2 | 8.94 | 0,011 | 0.097 | 12.05 | 12.05 | 12.039 | 0,111 | 0,073 | 12.05-0,011 | |||||||||||||||||
| Поверхность № 7 (Æ16.8-0,110) –наружная цилиндрическая | |||||||||||||||||||||||||||
| Штамповка | - | - | 
| - | 18.837 | 18.840 | 18.340 | - | - | 18.840
| |||||||||||||||||
| Точение черновое | 26.83 | 0,430 | 1.263 | 17.574 | 17.575 | 17.145 | 1.695 | 0.765 | 17.574-0,430 | ||||||||||||||||||
| Точение чистовое | 22.36 | 0.110 | 0.774 | 16.800 | 16.800 | 16.690 | 0.885 | 0.345 | 16.8-0.110 | ||||||||||||||||||
3.10 Разработка, расчет и анализ размерной схемы формобразования размеров-координат торцовых поверхностей.
Главная задача размерного анализа – правильное и обоснованное определение промежуточных и окончательных размеров и допусков на них для обрабатываемой детали. Особенно в этом нуждаются линейные размеры, связывающие неоднократно обрабатываемые противоположные поверхности. Определение припусков на такие поверхности расчетно-аналитическим или нормативным методами затрудняет определение промежуточных технологических размеров и их отклонений. В этом случае обращаются к прикладной теории размерных цепей. Последовательный размерный анализ технологического процесса состоит из ряда этапов: разработка размерной схемы технологического процесса; выявление технологических размерных цепей; расчет технологических размерных цепей.
Размерную схему строим, располагая планами эскизов установки и обработки детали. С учетом количества обработок торцовых поверхностей на эскизе условно показываем операционные припуски, а также размеры готовой детали и заготовки. Для этого вычерчиваем контур готовой детали и указываем в направлении торцов слои операционных припусков на обработку. Указываем расстояние между торцевыми поверхностями размерами А1…А14 в соответствии с координацией размеров на рабочем чертеже; с учетом количества обработок торцевых поверхностей, условно показываем операционные припуски, размер заготовки З.
Все исходные, промежуточные и окончательные торцевые поверхности нумеруем по порядку слева направо от 1 до n. Через нумерованные поверхности проводим вертикальные линии, затем в зонах номеров соответствующей операции, между вертикальными линиями начиная с последней операции с учетом эскизов установки и обработки плана технологического процесса, указываем технологические размеры, получаемые при выполнении каждой операции соответствующими буквами Sк. Операционные размеры представляем в виде стрелок с точкой. Точка совмещается с установочной базой, а стрелка с поверхностью, обработанной в данной операции.
Справа от размерной схемы для каждой операции выявляем и строим схемы технологических размерных цепей. На основании составленных схем размерных цепей определяем типы составляющих звеньев и составляем исходные уравнения, а затем их рассчитываем. В этих цепях в квадратных скобках указываются конструкторские размеры и размеры припусков, которые являются замыкающими звеньями в рассматриваемых цепях. Выявление размерных цепей по размерной схеме начинаем с последней операции. Построение выполняем таким образом, чтобы в каждой новой цепи было неизвестно только одно звено. В такой же последовательности ведут расчет размерных цепей.
Размерная схема представлена на чертеже 2009.КАНДЫР.243-04 и на рисунке 3.3.
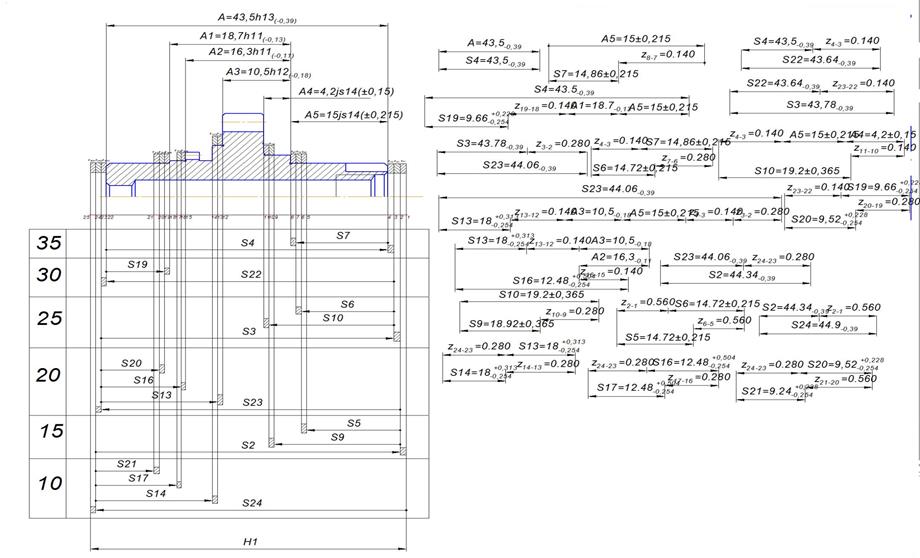
Рисунок 3.3 Размерная схема обработки торцовых поверхностей детали коронка
3.11 Расчет припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчетно-аналитическим методом
Припуски на обработку торцов определяют по формуле:

Результаты расчета припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчетно-аналитическим методом представлены в таблице 3.8
Таблица 3.8 Расчет припусков на обработку торцов
| № операций | Наименования операций | Элементы припуска | Расчетный минимальный припуск, zmin, мкм | ||||||
| Rz | h | Δ | ε | ||||||
| Торец 20 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Торец 18 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Торец 15 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Продолжение таблицы 3.8 | |||||||||
| Торец 13 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Торец 6 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Торец 2 | |||||||||
| Заготовительная | - | - | |||||||
| Токарная | |||||||||
| Токарная | |||||||||
| Токарная | |||||||||
3.12 Разработка, выполнение и анализ размерной схемы формообразования и схем размерных цепей плоских торцевых поверхностей детали АД
Для расчета межоперационных и общих припусков, операционных размеров-координат торцевых поверхностей и допусков на них необходимо разработать и обосновать размерную схему формообразования торцевых поверхностей, а также построить и рассчитать соответствующие размерные цепи. Размерную схему процесса строим располагая планами эскиза, установки и обработки детали следующим образом: вычерчиваем упрощенный контур данной детали утолщенными линиями, указываем соответствующие расстояния между торцевыми поверхностями А, A1, A2, A3, A4, A5 из чертежа детали в соответствии с топографией этих размеров; с учетом количества обработок торцевых поверхностей на эскизе детали условно показываем операционные припуски, размеры, в том числе и для заготовки.
Операционные размеры представляем в виде стрелок с точкой. Точка совмещается с установочной базой, а стрелка – с поверхностью, обработанной в данной операции. Слой материала, который снимается на данной операции можно представлять в виде заштрихованного слоя, но обязательно необходимо указывать параметр этого слоя припуска в виде zm-n, что отражает наименование поверхностей, между которыми находится снимаемый припуск.
Правило проверки правильности и полноты обработки размерной схемы.
Количество чертежных размеров плюс количество размеров припусков должно равняться количеству операционных технологических размеров, в том числе и формообразующих размеров заготовки:
Количество чертежных размеров = 6;
Количество размеров припусков = 18;
Количество операционных технологических размеров = 24;
6+18=24;
Правило выполняется, значит размерная схема построена правильно
Таблица 3.9 Расчет линейных операционных размеров
| Замыкающий размер | Расчетный размер, мм | Допуск, мм | Принятый размер, мм | Предельное значение припуска, мм |

| 
| 0,390 | 
| 
|

| 
| 0,430 | 
| 
|

| 
| 0,390 | 
| 
|

| 
| 0,482 | 
| 
|

| 
| 0,390 | 
| 
|

| 
| 0,390 |  
| 
|

| 
| 0.430 | 
| 
|

| 
| 0.730 | 
| 
|

| 
| 0,567 | 
| 
|

| 
| 0,480 | 
| 
|

| 
| 0,758 | 
| 
|

| 
| 0.390 | 
| 
|

| 
| 0.730 | 
| 
|

| 
| 0.430 | 
| 
|

| 
| 0.390 | 
| 
|

| 
| 0.758 | ||
|
|
|
|
|
Дата добавления: 2017-02-11; Мы поможем в написании ваших работ!; просмотров: 647 | Нарушение авторских прав
Лучшие изречения:
 | 2190 -
| 2190 - 