




При изменении нагрузки недопустимо резко менять несущую площадь сечения, так как это может вызывать концентрацию напряжений, значительно снижающую сопротивление усталости конструкции. Рассмотрим это на примерах.
Пример 1. Рассмотрим соединение двух деталей (рис. 2.22). При резком переходе от площади сечения F2 к площади сечения Ft напряжение а2 = P/Ft меняется на ffj = p/fi. В результате в угловых точках а и 6 возникает концентрация напряжений, так как распределенные силы не успевают выровняться. В итоге

Рис, 2.22. Концентрация напряжений, возникающая при изменении площади сечения

Рис. 2.23. Концентрация напряжений в зоне бимса
после нескольких нагружений возможно появление трещин и разрушение конструкции от усталостных повреждений. Во избежание появления концентрации напряжений переход от сечения fi к F2 надо выполнять плавно по радиусу (см. рис. 2.22, б), тогда напряжения будут изменяться постепенно и концентрация не возникнет. Особенно опасна концентрация напряжений для высокопрочных материалов, таких, как стали ЗОХГСА, ЗОХГСНА, алюминиевый сплав В95 и др., склонных к появлению трещин.
Пример 2. Для усиления люка в фюзеляже вдоль выреза ставится мощный продольный элемент – бимс (рис. 2.23). При конструировании одного из самолетов конструкторы столкнулись со следующим явлением – в зоне границы бимса (точка С) появились трещины. Это место усилили, трещины стали появляться еще активнее. Когда бимс продлили дальше до следующего шпангоута и постепенно перевели в стрингер, трещины исчезли. Анализ этого явления позволил придти к заключению, что трещины были результатом концентрации напряжений в зоне резкого перепада жесткостей.
2.3.4. Учет ослабления конструкции в местах стыка
В местах стыка происходит ослабление несущего сечения отверстиями под заклепки или болты. Это надо учитывать и проводить соответствующее усиление сечения. Кроме того, надо располагать стыки так, чтобы в сечении было по возможности меньше ослаблений, желательно в менее нагруженных сечениях. Так, например, в месте стыка обшивок выполняют утолщение (рис. 2.24). Это достигается обычно путем химического фрезерования (травления). Обшивку также утолщают в зоне крепления нервюр. При стыке поясов и стенки двухпоясной балки типа лонжерона крыла желательно все три стыка выполнять в разных сечениях.
Стыки панелей фюзеляжа размещают в зоне наименьших касательных напряжений, как показано на рис. 2.25 (точки 1, 2, 3, 4).

Рис. 2.24. Усиление обшивки в зоне стыка (слева)
Рис. 2.25. Места стыка панелей фюзеляжа (справа)
2.3.5. Учет вырезов и усиление конструкции
Наличие выреза вызывает в конструкции резкое изменение потока распределенных сил, которые ведут себя аналогично потоку жидкости, обтекающему препятствия (рис. 2.26). Поток сил еще до отверстия начинает искривляться, перед отверстием и за ним появляются как бы зоны разрежения (без нагрузки), а наибольшего значения элементарные распределенные силы достигают около краев отверстия (точка а и с). В результате эпюра напряжений в сечении I–I получается неравномерной, с наибольшими напряжениями на краях отверстия, равными ашах ж» Заср, где аср = P/F. Возникающая концентрация напряжений резко снижает сопротивление усталости конструкции, а следовательно, и ее ресурс: особенно опасна концентрация напряжений для конструкций из высокопрочных материалов, а также для конструкций, подверженных динамическим и знакопеременным нагрузкам.
Рассмотрим несколько вариантов усиления конструкции в зоне отверстия.
1. Для уменьшения ослабления сечения вырезами отверстия стараются делать в шахматном порядке для того, чтобы снизить число отверстий в одном сечении (рис. 2.27).
2. Для снижения концентрации напряжений и предотвращения появления трещин отверстия под лючки в обшивке обязательно окантовывают. Кроме того, под обшивку в местах вырезов часто приклепывают усиливающие накладки (рис. 2.28), которые способствуют восприятию и перераспределению действующих в местах выреза сил. Сечение накладок пока не поддается точному
расчету. В практике конструкторских бюро при выборе окантовок отверстий разной формы основываются на данных эксперимента.

Рис. 2.26. Концентрация напряжений у выреза

Рис. 2.27. Постановка заклепок в шахматном порядке

Рис. 2.28. Усиление конструкции в зоне выреза

Рис. 2.29. Усиление проушины в зоне отверстия
3. В механически обрабатываемых литых и штампованных деталях места вырезов усиливают местными утолщениями (рис. 2.29).
4. Вырезы отверстий облегчения в стенках нервюр и шпангоутов выполняют с отбортовками, которые повышают устойчивость и играют роль окантовок.
2.4. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ, ИЗГОТАВЛИВАЕМЫХ РАЗНЫМИ ТЕХНОЛОГИЧЕСКИМИ СПОСОБАМИ
Тип заготовки, из которой изготавливается деталь, во многом определяет специфику ее проектирования и оформления чертежа.
2.4.1. Проектирование деталей, изготовляемых холодной штамповкой
Холодная штамповка широко применяется для изготовления деталей из листового материала. Это в основном элементы каркаса самолета – нервюры, стенки, шпангоуты, накладки и др. В процессе штамповки из штампуемого материала образуются отгибы борта –- для соединения со смежными деталями, отбортовки для повышения устойчивости, рифтовки, глухие отбортовки и т.д.
При проектировании деталей, изготовляемых холодной штамповкой, рекомендуется:
!•) ЩКШ1ШШЖТь_.йогяа только- с открытыми или нулевыми малками. Борта,.щдщшхутов фюзеляжа (рис. 2.30, а) дйа_.цидин-
Рис. 2.30. Шпангоуты (а) и нервюры (б) с положительной малкой
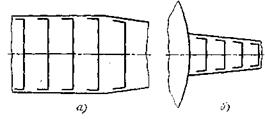

Рис. 2.31. Оформление выреза под стрингер Рис. 2.32. Выполнение отбортовки


Рис. 2.33. Выполнение подсечек
Рис. 2.34. Размеры перемычек между отверстиями, радиусы гиба ->
дричеошй „дасти должны проектироваться с_ нулевой___ма.дкой, а для конической.части –..д___пт^рытой–мадюш, закрытая малка У^лшшя1пищ^мг1о^^ чёдшогл,!
КЕШшДрис. 2.30,6) необхдшма..т.,акже изготовлять только.с, от-кщ,то,й_ мадкри;
2)j£^pMH_H.размеры.рифтов и зиговок выбират-ь.лм^-нермалям. ЙЩ§§&^-МЯ_ продольного набора (подхтрШ1г*ры}-1_в^шолдяю|Т по ст^ШШН§МЛ-СаоД1етствии^^фармой,^^яеьшя стрингера. Например, для бульбоуголка возможен вырез с язычком и без язычка (рис. 2.31);
3) ндпда^л^йе^^выштамповки охбйДтовок _(Рис..-„ 2.32) должно.совладать- с_Л1адравлёНие.М...„гибки бортов;
j 4) форму и глубину подсечек (рис. 2.33) выполнять по стандартам; /
5) £а^м£ры.^пер,емыч,ек между " отверстиями, радиусы гиба, высоты "бортов гиба, ради^сыЗждУГления брать-ло-техншюгиче-

Рис. 2.35. Скосы на полках профилей
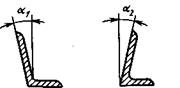
Рис. 2.36. Малковка прессованных профилей
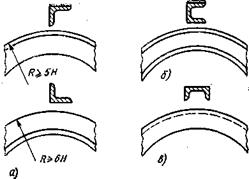
Рис. 2.37. Радиусы гиба деталей из прессованных профилей
ским справочникам (рис, 2.34);
6) при подштамповке деталей из прессованных профилей скосы на полках профилей выполнять только по прямой (рис. 2.35). Углы скоса а следует брать равными 45; 50; 75°; h = 6 + г 4- 2.
Малковку прессованных профилей (рис. 2.36) проводят в соответствии с нормалями. Наименьшие радиусы гиба деталей из прессованных профилей (рис. 2.37) полкой внутрь принимаются при R ^> 6Я и полкой наружу – при R ^ 5Я. Не рекомендуется гнуть профиль стенкой наружу (см. рис. 2.37, в).
2Л.2. Проектирование деталей, изготовляемых горячей штамповкой
Себестоимость горячей штамповки из-за сложности оснастки и оборудования значительно больше себестоимости литья. Поэтому ее выгодно применять для деталей, на которых подавляющее большинство поверхностей можно оставлять необработанными. При проектировании горячештампованных деталей необходимо:
1)_ствёмиться к npocT^ojg_r^oj^ejrjjajecj^X-.^QpM и плавности перехода от одного_сечения к другому;
2)*пр6?кта^Жть,детал_и.такд.чтобы из одной заготовки получать одновременно и правую, и левую деталь;
3) делать детали симм£хр.вдшыми^„„


Рис. 2.38. Положение линии разъема Рис. 2.39. Внешние и внутренние ук-штампа лоны на штампованных деталях

Рис. 2.40. Возможные сечения штампованных деталей: а – симметричное; б – несимметричное
4) повозмо^носщ^§ш1шнжть1мнию_ра^ема штампа в одной плоскостиДрис, J2,3,8)4–
^)ji§iHkiajib_jma^Mn£B04HHg,_yJ^OHU,.0 соответствии с^применя-е^^о!а1§диалом.иГ,размёрами детали (величины уклонов следует брать по таблицам из технологических справочников); учитывать, что внешние уклоны а всегда меньше внутренних |3 (рис. 2.39). В среднем а = 5... 7°, |3 = 7... 10°;
6) соблюдать требуемые толщины полотна 8 и высоты ребер. Для крупногабаритных деталей технологичнее, когда ребра расположены с одной стороны полотна, а вторая сторона гладкая, так как такая деталь обладает меньшей массой. Двухсторонние ребристые детали с двухтавровыми и швеллерными сечениями менее технологичны, чем детали с крестообразными тавровыми сечениями (рис. 2.40). Следует избегать переменных по толщине ребер, так как это удорожает изготовление штампов;
7) при nepeMeH,HoJ,_B_HgoTe jpe6p^ и пер_емелном расстоянии
^M&JS^S^^^^MSL^^ДМме5£1£1!!!5Е§Ме!ЙМй,,£.аДиУс сопряжения ""ребер jc_ полотном (рис. 2.4'f); " ~" "'" •–•••-
8) шероховатость поверхности деталей из цветных металлов после штамповки RZ40... 80. Шероховатость поверхности сталь-

Рис^ 2.41. Деталь с переменной вы- Рис. 2.42. Оформление чертежа горя-сотой ребра чештампованной детали
ных деталей хуже из-за появления на поверхности окалины;
9) при оформлении чертежей горяче-штампованных деталей следует вычерчивать необрабатываемые поверхности, расположенные перпендикулярно плоскости разъема, со штамповочными уклонами; штамповочные уклоны в плане изображать двумя линиями (рис. 2.42); размеры детали проставлять от баз, принятых для механической обработки; не указывать размеры цепочкой; на толщину стенок и перемычек указывать допустимые отрицательные отклонения; размеры толщин ребер определять для ребра, заканчивающегося радиусом – диаметром его вершины. Если вершина ребра имеет два радиуса, то толщину ребра определять расстоянием между точками пересечения боковой грани и вершины ребра (рис. 2.43); при определении расстояний между центрами отверстий указывать допустимые отклонения.
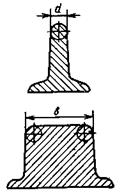
Рис. 2.43. Определение толщины ребра
2.4.3. Проектирование деталей, изготовляемых литьем
Методом литья рекомендуется изготовлять детали со сложными криволинейными поверхностями, плоскостями и выступами, расположенными произвольно, при минимальном количестве обрабатываемых поверхностей. Это особенно важно пр-и изготовлении деталей из сверхпрочных сплавов, с трудом поддающихся обработке резанием.
Особенностями литых деталей являются: однородные механические свойства во всех направлениях, повышенная жаростойкость, высокая точность и малая шероховатость поверхности (#220, #.,40), высокая жесткость благодаря монолитности детали. Недостатками литых деталей из цветных сплавов являются пониженные механические свойства, но этот недостаток несколько

Рис. 2.44. Сечение литой детали: а _ без рыхлот; б – с рыхлотами

Рис. 2.45. Применение правила вписанных окружностей при выборе радиусов сопряжения стенок и ребер


Рис. 2.46. Выбор радиусов при сопря- Рис. 2.47. Расположение ребер в ли-жении стенок или ребер тых деталях
компенсируется лучшим конструктивным оформлением сечения, позволяющим получить большой момент инерции.
Прочность литых деталей из легированной стали почти не отличается от прочности вдоль волокон деталей из деформируемой стали, но они менее пластичны (малые относительное удлинение к, поперечное сужение и ударная вязкость).
При выпуске чертежей на литые детали необходимо учитывать применяемый способ литья и в соответствии с этим проставлять на деталях требуемые радиусы закруглений и литейные уклоны. Способы литья выбирают по технологическим справочникам в зависимости от материалов, размеров и конфигурации заготовок, с учетом требуемой шероховатости поверхности. Наименьшую шероховатость поверхности можно получить литьем под давлением тонкостенных деталей (8 = 2,5... 3 мм) из цветных металлов сложной конфигурации. При проектировании литых деталей надо выдерживать необходимые литейные уклоны (для облегчения извлечения детали из формы); радиусы закруглений и уклоны зависят от способа литья и приводятся в технологических справочниках. Необходимо учитывать, что очень малые радиусы
перехода приводят к концентрации напряжений и появлению трещин, чрезмерно большие – к образованию массивов с усадочными дефектами в виде рыхлот (рис. 2.44, б точки / и 2) и усадочных раковин. Рекомендуются следующие минимальные радиусы для литья: под давлением – 0,3 мм; по выплавляемым моделям – 0,25 мм; в песчаные формы, в кокиль и оболочковые формы – 3 мм. Для выбора радиусов сопряжений стенок и ребер следует пользоваться правилом вписанных окружностей (рис. 2.45). Отношение Did должно быть не менее 1,3 при заданной толщине сопрягаемых стенок. При сопряжении стенок толщиной до

Рис. 2.48. Поверхности детали, подвергаемые механической обработке
10 мм рекомендуется брать г = (а + Ь)/3 (рис. 2.46, а). При сопряжении стенок или ребер толщиной до 6 мм с массивом (рис. 2.46, б) радиус должен быть равен толщине тонкого элемента а; во избежание сосредоточения массы материала, приводящего к появлению рыхлот и раковин, желательно убирать лишний материал, усиливая конструкцию ребрами (рис. 2.47). Подрезка ребер при дальнейшей механической обработке недопустима. Вообще следует стремиться к минимуму механической обработки, например, на кронштейне (рис. 2.48) с этой целью в месте основания предусмотрены бобышки.
2.4.4. Проектирование деталей, изготовляемых механической обработкой
Механической обработкой – обработкой,, резанием – и№ото&лш<ш:^ _и малой
шероховатости поверхности. Механическая обработка "прйме-Тняетс1рГ~таТ5<ё™Тюсле штамповки, литья, сварки для повышения точности размеров сопрягаемых поверхностей деталей. Так как процесс механической обработки очень неэкономичен из-за больших потерь металла в стружку, то необходимо выбирать такую конфигурацию детали, чтобы для ее изготовления из.заготовки требовалась минимальная обработка.
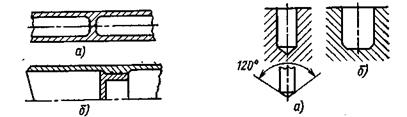
Рис. 2.49. Изготовление донышка Рис. 2.50. Изображение на чертеже
штока: отверстий, выполняемых:
а – нецелесообразное; б – целесо- ° – сверлом; б – зенкером образное


Рис. 2.51. Учет стандартного размера фрез Рис. 2.52. Проточки для выхода при оформлении чертежа резца (а) или фрезы (б)

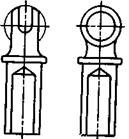
Рис. 2.53. Отверстия в деталях: Рис. 2.54. Образование проушин из
а – нетехнологичное; б – технологичное тел вращения
При проектировании деталей, подлежащих механической обработке, необходимо соблюдать следующие правила:
1) выбирать ^аготовку для_ детали, _таким ^образом, чтобы в.^р^^^уЩк^й!:и^^аяа^н^к^^чест^о металла. Например, шток амортизатора можно точить из круглой болванки (рис. 2.49, а), образуя при этом донышко штока с двух установов, или можно в качестве заготовки взять толстостенную трубу, обработать ее, а донышко сделать вставным (рис. 2.49, б). Во втором случае экономия материала будет значительной;
2) конструктор должен знать, каким инструментом выполняется то или иное отверстие, и соответствующим образом оформить его на чертеже (рис. 2.50);
3) если плоскость должна быть фрезерована, то надо знать стандартные размеры фрез. При торцевом фрезеровании ширина обрабатываемой поверхности В (рис. 2.51) должна быть равна 0,8£>ф. При цилиндрическом фрезеровании ширина должна быть на 3... 5 мм меньше длины фрезы;
4) дрл- „расханке.. и-„фрезеровании следует предусматривать проточки для выхода резца, фреды,.или шлифовального круга (рис. 2.52);

Рис. 2.55. Обработка ступенчатой детали:
а – с одного установа; б – нетехнологичное решение

Рис. 2.56. Посадка детали: а – по двум плоскостям; б – с одной сопрягаемой поверхностью

Рис. 2.57. Способы сокращения длины обрабатываемых поверхностей

Рис. 2.58. Выполнение фаски для предотвращения повреждения резьбы при вворачивании
5) необходимо...^лабесать-„лшёвления ___ под острым углом (рис. 2.53), отверстия в детадя2,^ащмитъ^ выполнять сквозными;
6)^ледует избегать обработки по контуру~Хушей," проушин и т. дТ), так называемую ^^^^^^душ^Г^т^^сггавлусгБ"Т^~''теп вращения (рис. 2.54);
7) с^^ддавс^тгапоянятьi ступенчатые отверстия так, чтобы возмржнаВыла их обработка с одного установа (рис. 2.55);
ЩЦзбёГать" одновременной посадки по. двум,плоскостям, так как^этО Затрудняет сборку (рис. 2.56), предусматривать для ступенчатых сочленений только одну сопрягаемую поверхность, как показано на рис. 2.56, б;
9) jap,.возможности сокращать длину обрабатываемых поверхностей (рис/'2~57); Я
10) при выполнении наружных резьбовых соединений следует предусматривать фаску под углом 45° для предохранения резьбы от повреждения при вворачивании. На внутренних резьбовых соединениях предусматривать фаски для облегчения захода при свинчивании. Шлифуемый диаметр должен быть больше диаметра резьбы (рис. 2.58).

