




Механизация и автоматизация технологических процессов проводятся главным образом для повышения производительности общественного труда, снижения себестоимости продукции, повышения ее качества, облегчения условий и повышения культуры труда. В ряде случаев автоматизация позволяет осуществить процессы, невыполнимые при ручном управлении.
Повышение производительности труда при автоматизации обеспечивается прежде всего интенсификацией режимов выполнения технологического процесса, сокращения затрат времени на контроль за ходом и управлением процесса, введения многостаночного обслуживания.
В большинстве случаев технологический цикл изготовления деталей, сборки узлов и агрегатов самолета состоит из подачи заготовок или собираемых элементов конструкции в зону обработки, их ориентации, фиксации и закреплении, собственно обработки, раскрепления, контроля результатов обработки и транспортировки изделий из зоны обработки.
При выполнении процессов термической обработки и образовании защитных и декоративных покрытий не требуется жесткая ориентация, фиксация и закрепление изделий в процессе обработки, однако общая структура технологического цикла сохраняется и в этом случае.
Конструкция изделий (заготовок, деталей, сборочных единиц) в значительной мере предопределяет возможность автоматизации технологических процессов их изготовления и сборки.
Стандартизация, нормализация и унификация геометрических размеров и форм являются важными предпосылками высокой эффективности механизации и автоматизации.
Понятие о гибких автоматизированных производствах
75-80% деталей производятся в мелкосерийном и серийном производстве. В таком производстве применяется метод совмещения основного и вспомогательного времени – это метод, который позволяет в любых производственных условиях соединить основные и вспомогательные операции.
Мелкосерийное и серийное производство требует повышения производительности в условиях ограничения трудовых ресурсов и их экономии.
ГПС – гибкая производственная система – позволяет без участия человека проводить все основные операции.
ГПМ – гибкий производственный модуль – легко переналаживаемая функционирующая единица автоматического оборудования, оснащенная автоматизированными устройствами (роботами) и устройствами удаления отработанных деталей, их подсчета и замены инструментов, удаления отходов производства, измерения и контроля в процессе обработки, а также диагностики неполадок и отказов в работе. Возможен автоматизированный переход и обработка ряда различных деталей в пределах технических возможностей оборудования.
ГПК – гибкий производственный комплекс –два или более соединений гибких производственных модулей, объединенных автоматизированной транспортно-складской системой и автоматизированной системой инструментального обеспечения. Синхронизация работы этой системы осуществляется единой ЭВМ, обеспечивающей быстрый переход на обработку любой другой детали в пределах технических возможностей оборудования.
ГАП – гибкое автоматизированное производство – система, которая обеспечивает управление несколькими ГПК (взаимосвязанными), а также АСУ производства и АСУТП.
Принципы создания и внедрения ГПС:
1) широкое применение САПР, АСУТП и их интеграция для обеспечения гибкого автоматизированного производства;
2) движение от простого к сложному, от станков с ЧПУ к ГПМ (ГПК, ГАП);
3) использование принципов блочно-модульного построения, а также унифицированных узлов, блоков и т.д.;
4) постоянно расширяющиеся возможности этих систем.
Автоматизация контроля является основным методом повышения его качества, снижения трудоемкости. Она предусматривает создание полностью или частично автоматизированных средств контроля, а в последнее время и систем централизованного контроля. Такие системы, создаваемые на базе мощных ЭВМ, позволяют получать оперативную информацию о ходе технологического процесса и оказывать быстрое воздействие на характер его протекания в соответствии с заданными требованиями.
Автоматизации должна предшествовать разработка типовых операций самого процесса контроля. Типизация процессов контроля позволяет сократить номенклатуру потребных средств контроля, выявить наиболее совершенные и перспективные средства и методы контроля и на этой основе сократить трудоемкость и повысить качество контроля.
Особенно важной является автоматизация процессов контроля бортовых систем оборудования. При возросшей сложности этих систем, большом числе контролируемых параметров только автоматизация этих процессов может обеспечить высоконадежные результаты контроля.
В соответствии со структурой технологических процессов изготовления самолетов и вертолетов, механизация и автоматизация процессов контроля проводится по следующим основным направлениям:
- создание устройств для неразрушающего контроля сплошности материалов и соединений, применяемых в конструкциях планера;
- разработка и внедрение адаптивных систем управления технологическими процессами, обеспечивающих автоматическое получение оптимальных параметров, качества изделий;
- создание автоматов с ЧСПУ для контроля изделий, изготовленных на оборудовании с этими системами;
- разработка и внедрение систем контроля в процессе обработки;
такие системы позволяют получать информацию о ходе процесса и на ее основе без остановки процесса проводить его подналадку;
- разработка и широкое использование автоматизированных стендов и систем
централизованного контроля бортовых систем оборудования самолетов и
вертолетов.
Активный контроль в процессе обработки является наиболее прогрессивным методом контроля. Различают два вида автоматического активного контроля в процессе обработки: контроль размеров изделия в процессе обработки непосредственно на рабочей позиции (вибрация системы станок-деталь-инструмент при работающем станке – усложнение конструкции средств контроля и снижение точности измерения) или на измерительной позиции при неподвижной детали (высокая точность измерений, допуск некоторого количества бракованных деталей).
§ 5. ТРЕБОВАНИЯ К АВТОМАТИЧЕСКИМ СИСТЕМАМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ (АСУТП).
КЛАССИФИКАЦИЯ АСУТП
Автоматической системой управления технологическим процессом называют совокупность управляемого объекта (УО) и автоматического управляющего устройства (АУУ).
Автоматическое управляющее устройство объединяет комплекс элементов, с помощью которых осуществляется автоматическое, без участия человека, управление процессом.
Управление технологическим процессом может вестись без учета или с учетом действительного значения параметров, определяющих характер его протекания. В первом случае управление называется независимым или несвязанным, во втором – зависимым или связанным.
При независимом управлении необходимо иметь возможно более полную начальную информацию о технологическом процессе и условиях, при которых он выполняется.
В соответствии с изложенными двумя принципами управления все автоматические системы управления технологическими процессами разделяются на две большие группы: рефлексные (зависимые) и безрефлексные (независимые).
Безрефлексные системы также называются циклическими. Циклические системы широко применяются для автоматизации процессов и оборудования, не требующих высокой точности управления. Различные виды этих систем применяются для автоматизации в крупносерийном и мелкосерийном производстве.
К ним относятся системы управления упорами, кулачками с распределительными валами, копирами и с коммутаторными устройствами. Эти системы обеспечивают многократное выполнение заранее данного технологического цикла. Они применяются в токарно-револьверных автоматах, при автоматизации фрезерных, сверлильных, шлифовальных станков, процессов термической обработки, в гальваноавтоматах, некоторых конструкциях сварочных и клепальных машин.
Рефлексные АСУТП также называются ациклическими. Работа этих систем определяется не заданным циклом, а правильностью выполнения каждого из его элементов. Только после того, как будет правильно выполнен предыдущий элемент цикла, система переходит к выполнению последующего элемента. Рефлексные системы делятся на замкнутые и разомкнутые.
Отличительной особенностью замкнутых систем является наличие обратной связи (ОС). Она дает возможность получить информацию об истинном значении параметров процесса без остановки работы УО.
Разомкнутые рефлексные АСУТП работают по внешнему возмущающему воздействию. Они как бы нейтрализуют внешние возмущающие воздействия и на этой основе поддерживают заданные значения параметров процесса.
 |
 W W
W W


 |  |  |  |  | |  | |||||||
а) б)
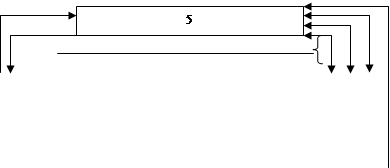
Развернутые схемы АСУТП:
а) – циклическая разомкнутая; б) – ациклическая замкнутая;
1 – задающее устройство; 2 – сравнивающее устройство;
3 – усиливающее устройство; 4 – исполнительное устройство;
5 – управляемый объект; 6 – измерительное устройство
В соответствии с ГОСТ 17194-76 по алгоритмам функционирования автоматические системы управления (АСУ) подразделяются на стабилизирующие, программные и следящие:
- Стабилизирующие АСУ поддерживают предписанное значение управляемой величины постоянным с заранее заданной точностью. Они применяются в тех случаях, когда требуется сохранить постоянным во времени значение какого-либо параметра процесса, например, температуры нагревательной печи.
- Программная АСУ изменяет во времени управляемую величину в соответствии с заранее заданной программой. Эти системы имеют широкое применение в промышленности при разнообразном конструктивном выполнении. Особо перспективны числовые системы программного управления (ЧСПУ).
Создание числовых систем программного управления технологическими процессами программного управления технологическими процессами явилось прямым следствием потребностей автоматизации мелкосерийного производства.
Сущность числового программного управления состоит в том, что информация, необходимая для выполнения технологического процесса, преобразуется в код чисел, наносится на легкосменяемый программоноситель, а затем в соответствующих устройствах управляемого объекта преобразуется в управляющие сигналы.
Основой для разработки программы является тщательно разработанный технологический процесс и переработанный чертеж детали. Переработка чертежа состоит в выделении характерных ее точек (перемещений линий, сопряжения поверхностей, центров отверстий и окружностей) и простановке в единой системе координат этих точек.
Различают три этапа подготовки программы: технологический, математический, изготовление программоносителя. На первом этапе проводится переработка чертежа и подробная разработка технологического процесса. На втором выполняется аппроксимация (чаще линейная) обрабатываемого контура и определяется закон перемещения инструмента. На последнем этапе информация о перемещениях инструмента в виде кода чисел наносится на программоноситель.
Разработка программы требует больших затрат времени. Для снижения трудоемкости и повышения качества подготовки программ следует автоматизировать сам процесс программирования с помощью ЭВМ.
Оборудование, оснащенное числовыми системами, легко переналаживается на обработку новых или выполнение других технологических процессов при смене объектов производства. Переход к выполнению новых процессов или обработке других изделий в основном сводится к смене старого и установке нового заранее подготовленного программоносителя. Применение ЧСПУ позволяет интенсифицировать режимы обработки, сократить затраты вспомогательного времени, применить многостаночное обслуживание и на этой основе существенно повысить производительность труда.
Наиболее целесообразно применение оборудования с ЧСПУ для автоматизации трудоемких технологических процессов для изготовления деталей сложной формы.
В настоящее время ЧСПУ наиболее широко используются в металлорежущих станках. Они все больше применяются для автоматизации испытательных стендов, сварочного, прессового, клепального и термического оборудования.
В одних случаях рабочий орган (изделие) должен быть установлен в точку с заданными координатами до совершения рабочих перемещений. В этих случаях основной задачей управления будут точное выполнение холостых ходов.
При выполнении других процессов главной задачей управления будет точное осуществление рабочих ходов. Так будет при фрезеровании криволинейного контура, выполнении криволинейного сварочного шва.
В соответствии с этим ЧСПУ, осуществляющие автоматическое перемещение изделия (инструмента) в заданную позицию, называют позиционными, а ЧСПУ, автоматизирующие перемещения по сложным криволинейным (плоским и пространственным) траекториям, называют контурными. Различают три вида позиционных ЧСПУ: кодовые, счетно-импульсные и аналоговые.
Все они содержат задающие устройства (ЗУ), с помощью которых программа, записанная на перфоленте (ПЛ), вводится в систему управления.
Считанные с ПЛ сигналы поступают в устройства сравнения и преобразования (УС, ЦАП). В этих устройствах выполняется сравнение сигналов, поступивших с ЗУ, и сигналов, поступивших с датчиков обратной связи (КПД, ИДП, АДП). В результате этих действий в блок управления силовым приводом поступают команды на управление силовым приводом, который через редуктор перемещает рабочий орган в точку с заданными координатами.
Современные ЧСПУ обеспечивают позиционирование с точностью 0,005...0,1 мм. Позиционные ЧСПУ более просты по устройству, чем контурные. Они применяются для автоматизации сверлильных, расточных и т.п. операций.
Подготовка программ для контурных ЧСПУ весьма трудоемка, требует большого объема вычислений по определению координат точек и величин их приращения. Поэтому для получения наибольшего эффекта от применения контурных ЧСПУ необходима автоматизация процессов подготовки самих программ с помощью ЭВМ.
Точность перемещения, обеспечиваемая этими системами, находится в пределах 0,005... 0,1 мм.
По виду сигналов, используемых для управления, различают системы с импульсной и фазовой формами ввода.
Непосредственное управление станками от ЭВМ (НУС ЭВМ) сокращает сроки подготовки программы, упрощает системы управления с ЧСПУ, позволяет оптимизировать процесс. Вследствие этого сокращаются сроки запуска изделий в производство, расширяется область и увеличивается экономическая эффективность применения оборудования с ЧСПУ. При использовании НУС ЭВМ вычислительной машине передаются функции управления станками, в результате чего упрощается система управления каждого станка. Различают два типа НУС ЭВМ. В системах первого типа управление группой станков ведется от центральной ЭВМ большой мощности. В этом случае ЭВМ не только управляет станками, но и решает задачи диспетчирования, сбора и обработки информации для управления другими процессами.
Подготовленная на перфоленте программа 1 вводится в ЭВМ, которая проводит необходимые расчеты, а затем через упрощенный блок управления 2 управляет силовыми приводами 3 и через них рабочими органами станков 4.
Рассмотренная схема требует мощных ЭВМ и существенной перестройки производственного процесса. Поэтому пока они широкого применения не нашли.
Управление станком или группой станков от мини-ЭВМ в настоящее время применяется шире. В этом случае в систему включаются малые ЭВМ, управляющие через упрощенный блок управления работой силовых приводов, а через них и перемещением рабочих органов. Мини-ЭВМ заняты только управлением станками, чем упрощается их использование.
НУС ЭВМ с помощью дисплея и графопостроителей позволяют вести контроль программы и ее корректирование. Непосредственное управление станками от ЭВМ, все более широкое использование оборудование с обычными ЧСПУ являются важнейшими направлениями автоматизации технологических процессов в самолетостроении.
- Следящие АСУ обеспечивают заданное значение управляемой величины в зависимости от неизвестного заранее значения переменной величины, подаваемой на вход автоматической системы (АС). Разновидности этих систем широко применяют для автоматизации металлорежущего, сварочного, прессового и других видов оборудования.
Автоматическая система управления технологическими процессами должна обеспечить получение продукции высокого качества при заданных экономических показателях, быстро без больших затрат времени и средств переналаживаться на выполнение нового процесса, быть надежной, удобной и безопасной в работе.
Вследствие наличия возмущений (различная твердость материала и величина припусков, вибрации, температура) процесс управления, рассчитанный на некоторые осредненные условия, не обеспечивает получение оптимальных параметров. В связи с этим созданы автоматические системы, учитывающие влияние внешних возмущений на протекание процесса. Такие системы называются адаптивными.
Они содержат дополнительное автоматическое управляющее устройство (ДАУУ), которое представляет собой сложную систему датчиков, вычислительных и оптимизирующих устройств. Сигнал попадает в устройство сравнения и преобразования, где происходит его корректировка с учетом информации, полученной от датчика обратной связи о состоянии управляемого объекта и информации от ДАУУ о внешних воздействиях на объект.
 W1W2Wn
W1W2Wn
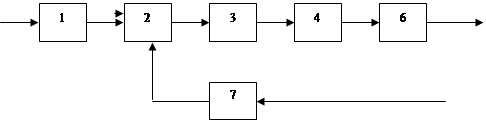
Схема адаптивной АСУТП:
1 – задающее устройство; 2- сравнивающее устройство; 3 – усилитель; 4 – исполнительное устройство; 5 – дополнительное автоматическое управляющее устройство; 6 – управляемый объект; 7 – датчик обратной связи
При этом вырабатывается такое управляющее воздействие на управляемый объект, которое обеспечивает оптимизацию выполнения процесса. Основой для разработки адаптивных систем является глубокое знание физической сущности процессов, для управления которыми они создаются. Необходимо знать не только характер протекания процесса, но и все возможные внешние воздействия на него.
Далее следует получить все аналитические зависимости, которые связывают критерии оптимальности с параметрами, определяющими характер протекания процесса. На основании полученных зависимостей можно определить структуру АСУТП.
Адаптивные системы уже теперь применяются для управления металлорежущим, термическим и другими видами технологического оборудования. Следует ожидать их более широкого применения.

