




Найбільш зручного в порівнянні з описаними вище способами формування скульптур є кускове формування в опоках. Переваги такого формування: 1) шматки виготовляють на моделі, розташованій в найбільш зручному для цієї операції горизонтальному положенні; 2) стрижні для форм можна виготовляти шляхом набивання суміші, а не шляхом заливки, яка утрудняє умови сушки стрижня; 3) при кусковому формуванні скульптур в опоках сушку стрижнів і форм, що мають значно менші розміри, чим форма цілої скульптури, можна проводити в сушильних печах; 4) формування в опоках забезпечує зручніше і надійніше кріплення форми для заливки, чим кріплення її в грунті, в кесоні.
Спосіб кускового формування є одним з основних способів виготовлення ливарних форм, що забезпечують вищу продуктивність і якість відливань.
Відливати скульптуру цілком незручно, оскільки необхідно мати крупні, важкі опоки і для переміщення їх в процесі формування спеціальне устаткування крана. Процес виготовлення ливарної форми ускладнюється із-за необхідності виготовлення великого числа шматків форми. Тому такі виливки, як правило, відливають не цілими, а частями, які потім збирають в скульптуру в процесі її механічної обробки. Для цієї мети модель скульптури виготовляють окремими частинами. Ділення скульптури на частини зручніше робити по таких місцях, де шви з'єднання їх в скульптурі менш помітні. Наприклад, голову відокремлювати по коміру сорочки, ноги — по поясу брюк, руки — по шву рукава одягу в плечі і так далі Кожна з частин моделі для зручності збірки відливання в місцях з'єднань має відповідні поглиблення або виступ (замокнув), що забезпечує точну збірку і надійне кріплення частин в процесі збірки.
ФОРМУВАННЯ АРХІТЕКТУРНИХ ВИЛИВКІВ
Особливості архітектурних виливків
Архітектурними відливаннями називають відливання, що йдуть на обробку і прикрасу будівель, мостів і інших споруд. До таких відливань відносяться крупні барельєфи, балясини для балконів і сходів будівель, грат мостів, набережних, садів, колони, ліхтарні стовпи і інші так звані малі архітектурні форми. Відливання архітектурних виробів відрізняються від розглянутих раніше нами художніх відливань тим, що вони мають великі розміри, товщину стінок і менш складні формою. Крім того, відливання архітектурних виробів в процесі експлуатації часто є деталями, що несуть певне силове навантаження в архітектурній споруді (бруси, поручні,, колони і ін.), тому на відміну від художніх відливань вони повинні мати велику міцність.
Способи отримання архітектурних відливань різноманітніше і в технічному оснащенні досконаліші в порівнянні із способом отримання скульптур. Якщо у виробництві художніх відливань до цих пір застосовують в основному способи ручного формування, то при виготовленні ливарних форм архітектурних відливань широко застосовують способи машинного формування, литво в металеві форми і інші перспективні способи отримання відливань.
Нижче наводиться декілька прикладів формування архітектурних відливань.
Формування грат
Формування газонних грат (мал. 1, а) проводиться по нероз'ємній чавунній моделі на гладкій модельній плиті. Процес виготовлення ливарної форми складається з операцій, розглянутих нами раніше в § 29 «Формування по нероз'ємній моделі»
1. До торців 1 моделі (мал. 1, а) на модельній плиті (мал. 1, би) укладають металеві моделі системи літника, а в місцях 2 — випор. При цьому шлакоуловлювачі і підстави стояків заглиблюються в спеціальні вирізи модельної плити 3 (мал. 1, би).
2. Модель накривають опокою і виготовляють в ній нижню напівформу.
3. Заформірованную нижню напівформу перевертають разом з модельною плитою, влаштовують в ній поверхню роз'єму форми.
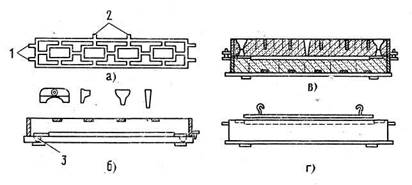
Мал. 1. Процес формування газонних грат
4. Встановивши моделі стояків і выпора, накривають опоку, виготовляють в ній верхню напівформу (мал. 1, в). У верхній напівформі, як і в нижней, наколюють вентиляційні канали,
витягують моделі стояків і выпора.
5. Знімають верхню напівформу і отделываюг її. У нижній напівформі знімають моделі живильників. Змочивши суміш у країв моделі, пригладжують бовдури в просвітах моделі, потім, укрутивши в модель підйоми і легко розштовхавши її, видаляють з форми (мал. 1, г).
Особливістю формування газонних грат є наявність в нижній напівформі великого числа невеликих бовдурів, створюючих ланки моделі. Цілість цих бовдурів у формі при видаленні з неї моделі забезпечується наявністю у моделі хороших формувальних ухилів, застосуванням при формуванні міцної облицювальної суміші і додатковим приколюванням їх перед видаленням моделі спеціальними формувальними цвяхами-шпильками.
6. Обидві напівформи припорошують і збирають форму для заливки.
Формування садових грат
Складність формування садових грат полягає в тому, що виливок її має великі розміри і порівняно невелику товщину стінки з великим числом просвітів. Отже, формувальникові при виготовленні ливарної форми доводиться мати діло з великим числом болванів різних розмірів, які не тільки утрудняють видалення моделі з форми, але можуть бути легко змиті металом при заливці. Тому виливки садових грат проводять зазвичай ланками (загальна довжина до 4 м) по нероз'ємних, роз'ємних моделях, а іноді і моделям з відокремленими частинами. Залежно від складності композиційного малюнка модель грат для зручності формування можна розділити на окремі частини, що є повторюючою деталлю композиції орнаменту. В процесі монтажу окремі частини грат збирають в ланку.
Один з видів таких грат показаний на мал. 2, а.
Формування збірних грат проводять по роз'ємній моделі в наступному порядку:
1. Половину металевої моделі (мал. 2, би) укладають на гладку підмодельну плиту з моделями живильників в центрі великих просвітів моделі і підстави випоровши з торця. Накривають нижньою опокою, проводять виготовлення в ній нижньої напівформи.
2. Заформованную напівформу перевертають разом з модельною плитою, влаштовують поверхню роз'єму форми. Встановлюють другу половину моделі з укрученими в неї підйомами і верхню опоку. У підставі живильників і выпоров ставлять моделі стояків.
3. Виготовляють верхню напівформу з вентиляційними каналами.
4. Укріпивши на поверхні опоки підйоми моделі, верхню напівформу знімають разом з верхньою половиною моделі.
5. Поставивши опоку на ребро, вивертають підйоми, потім опоку встановлюють роз'ємом догори. Щоб уникнути обриву бовдурів при видаленні моделі їх кріплять в просвітах моделі цвяхами. У модель вкручують підйоми і, злегка розштовхавши, її видаляють з форми.
6. У нижей напівформі прорізають живильники, видаляють з неї модель.
Після обробки напівформ форму збирають для заливки. При формуванні грат по роз'ємних моделях слід звертати особливу увагу на надійність кріплення бовдурів у верхній напівформі і точність з'єднання опок на штирях.

 Рис. 2. Садовая решетка (а) и ее модель (б)
Рис. 2. Садовая решетка (а) и ее модель (б)
Формування по шаблонах
Розглянуті вище способи виготовлення ливарних форм по моделі не завжди вигідні і зручні. Наприклад, для відливання чаші фонтану діаметром 2 м і заввишки 0,5 м виготовлення моделі зажадає багато часу.
Для виготовлення ливарних форм крупних одиничних виливків, поверхнею яких є тіло обертання і може бути утворена обертанням навколо осі її створюючою, зручніше користуватися не моделлю, а спеціальними пристосуваннями-шаблонами. Шаблони обертання (мал. 105, би) виготовляють з дошки. Вони мають виріз, що є по розмірах і формі напівпрофілем відливаного виробу (мал. 105, а). Причому шаблон Н має виріз, відповідний розмірам і формі зовнішньої поверхні відливаного виробу, шаблон В — розмірам і формі його внутрішньої поверхні. Тому шаблон Н називають наружным, шаблон В — внутрішнім. Різниця в розмірах вы-реза зовнішнього і внутрішнього шаблону рівна товщині стінки відливання.
За допомогою шаблонів можна виготовляти ливарні форми для виливок з прямокутним перетином. Шаблони при виготовленні ливарних форм таких виробів не обертають навколо шпінделя пристосування, а протягують уздовж направляючої рамки. Тому такі шаблони називають протяжними шаблонами.
Формування з шаблоном обертання.

|
|

|
В процесі формування для обертання шаблонів застосовують спеціальне пристосування, що складається з чотирьох частин (мал. 106, а). Перша частина — підп'ятник 1 — він має вид опорної плити з конічною втулкою
|

в центрі якої зроблений отвір для установки шпінделя. Друга частина — шпіндель 2 — сталевий стрижень. Нижній кінець його робиться у вигляді конуса і при збірці пристосування вставляється в отвір втулки підп'ятника. Третя частина — рукав, що надягає на шпіндель, 3, до нього болтами кріплять шаблон 5. Отвір втулки рукава і втулки підп'ятника роблять з виточками в середині (для зменшення тертя при обертанні рукава на шпінделі і шпінделя в підп'ятнику). Четвертою частиною пристосування є опорне кільце 4, яке кріпиться на шпінделі. Воно утримує рукав з шаблоном на шпінделі на заданій висоті. При обертанні рукава з шаблоном навколо шпінделя шаблон обточує ущільнену під ним формувальну суміш у вигляді бовдура або поглиблення за профілем, відповідним контуром поверхні відливання. У зв'язку з тим, що за шаблоном виготовляють ливарні форми для великих відливань і в невеликій кількості, найчастіше застосовують комбіноване формування, тобто нижню частину форми виготовляють в грунті, верхню в опоці.
Формування за шаблоном включає наступні операції:
1. Підготовка грунту (ліжка) для формування і установка пристосування для обертання шаблону.
2. Виточування болвана - «піщаній моделі» в грунті для формування верхньої частини ливарної форми.
3. Формування верхньої частини форми на «піщаній моделі». Виготовлення нижньої частини формы- зрізає поверхні «піщаної моделі» внутрішнім шаблоном на товщину тіла відливаного виробу. Збірка форми і підготовка її до заливки.
|

 |
 .
.Розглянемо процес формування за шаблоном чаші фонтану (див. мал. 105, а). Для виготовлення форми застосовують два шаблони — наружный і внутрішній. Формування починають з підготовки грунти. Для цього в грунті виривають яму розміром дещо більше підп'ятника. Дно ями щільне і рівно утрамбовують. В середині ями встановлюють підп'ятник, пристосування для обертання шаблону. У підп'ятник вставляють шпіндель, на шпіндель надягають опорне кільце і рукав з шаблоном. Перевіряють правильність установки пристосування. Для цього, закріпивши на шпінделі опорне кільце, на рукав шаблону встановлюють рівень.
4. Повертаючи рукав в різних напрямах, перевіряють вертикальність положення шпінделя. Виявлену неточність усувають осадженням підп'ятника в потрібному місці. Правильно і міцно встановлене пристосування може служити для декількох формувань, проте перевірку його слід проводити перед виготовленням кожної нової форми. Після перевірки пристосування встановлюють зовнішній шаблон в робоче положення. При цьому шаблон укріплюють на рукаві так, щоб верхня кромка його вирізу була над площиною країв ями на висоті 0,5 м, а нижня частина виїмки відстояла від шпінделя на відстані 1 м (радіус чаші)._
Знявши з шпінделя рукав з шаблоном, яму щільно утрамбовують ущільнений формувальною сумішшю врівні з її краями. Навколо шпінделя до рівня верхнього краю опорного кільця насипають і ущільнюють формувальну суміш в.виде бовдура (мал. 107, а ). Внутрішню частину його виготовляють з коксового шару для збільшення газопроникності наповнювальної суміші і зовнішнього шару з облицювальної суміші.
Обертаючи надітий на шпіндель рукав з шаблоном Н обточують ущільнений бовдур. Він повинен мати форму і розміри зовнішньої поверхні відливаної чаші (мал. 107, би). Після обточування бовдура рукав з шаблоном знімають. На поверхні бовдура за допомогою спеціального протяжного шаблончика /((мал. 107, в) вирізують, добре загладжують і закрашують графітом пелюстки зовнішньої поверхні відливаної чаші. Потім по.готовому бовдурові, як по моделі, формують опоку (мал. 107, г). Положення опоки фіксується кілочками, вбитими в грунт у стінок опоки. Заформованную опоку по кілочках, як по штирях, знімають і обробляють. Отвір, що залишився в опоці від шпінделя, закладають.На шпіндель надягають рукав з прикріпленим шаблоном B, що має профіль внутрішньої поверхні відливаної чаші (рис, 107, д). Обертаючи рукав з шаблоном навколо шпінделя, обточують бовдур, знімаючи з нього шар, рівний товщині стінки майбутнього відливання. Поверхню виточеного бовдура добре загладжують, припорошують графітом. Зняту опоку по кілочках встановлюють на місце. На поверхні опоки, на отворах стояків і выпоров, роблять наращалки. Розріз готової ливарної форми чаші фонтану показаний на мал. 107, е. Пустотелые відливання при формуванні за шаблоном відливають не тільки у формах з піщаним бовдуром, але і із стрижнями. В цьому випадку для отримання в ливарній формі знаків для кріплення стрижня в профілі шаблону передбачають профіль стрижньових знаків або стрижньові знаки заформовывают у формі додатковий по моделях..

