




ФОРМУВАННЯ СКУЛЬПТУР
Способи формування скульптур
Процес отримання крупних художніх відливань в основному той же, що при виробництві кабінетних відливань, з деякими особливостями у виконанні технологічних операцій формування, пов'язаними із збільшенням розмірів форми і її частин. До таких особливостей слід віднести: застосування каркасів при виготовленні крупних частин форми для збільшення їх міцності і зручності знімання, виготовлення ливарних форм без опок (ямная— кесонне формування), виготовлення стрижнів шляхом заливки рідкою стрижньовою масою в порожнину форми, сушка форм на місці. Своєрідним способом виготовлення ливарних форм для литва скульптур є формування по моделях, що виплавляються. Таким чином, при литві скульптур застосовують формування по моделям—массивным, що виплавляються (восковим), оболочковым і порожнистим, кускове формування без опок (ямную—кессонную формування), кускове формування з глиняною сорочкою і кускове формування в опоках.
Формування по восковій моделі
Одним з істотних недоліків кускового формування є те, що на поверхні відлитого виробу залишаються сліди з'єднань окремих шматків у формі у вигляді швів. Це ускладнює процес механічної обробки відливання, чеканку її поверхні. Крім того, як указувалося раніше, таке формування повинен виконувати формувальник високої кваліфікації.
Для виготовлення ливарної форми художнього відливання найбільш простим є спосіб формування по восковій моделі, оскільки модель разом з системою літника і выпором (які також виготовляють з воску) віддаляється з форми шляхом виплавлення або випалювання моделі в процесі сушки (а не шляхом розбирання).
Для невеликих, менш складних художніх виробів воскові моделі виготовляє скульптор (шляхом ліплення). Для отримання порожнистого відливання усередині воскової моделі в процесі її виготовлення встановлюють окремо приготований, з подовженими кінцями каркаса піщаний стрижень. Бувають випадки виготовлення моделей литвом їх в гіпсових формах цілими або по частинах з подальшою збіркою і обробкою.
Виготовлення ливарних форм по воскових моделях, що не мають тонких деталей на поверхні, зводиться до наступного: воскову модель укладають в спеціально приготовану, з добре припыленной поверхнею, фальшиву опоку. Із поверхні фальшивої опоки в потрібних місцях до моделі прикладають воскову систему літника і канали для витікання воску. На фальшиву опоку з моделлю встановлюють опоку форми. Модель припорошують, засівають облицювальною сумішшю, вживаною для кускового формування, і, злегка ущільнивши її навколо моделі рукою, продовжують виготовлення напівформи. В цьому випадку при ущільненні суміші в опоці слід мати на увазі малу міцність поверхні моделі аналогічно тому, як і при кусковому формуванні по пластилинному оригіналу. Потім заформованную опоку разом з фальшивою опокою перевертають, фальшиву обережно знімають так, щоб не пошкодити модель і систему літника, встановлюють і формують другу опоку. Форму, не розбираючи, разом з моделлю піддають сушці, в процесі якої воскова модель плавиться, витікає з форми, залишаючи в ній порожнину для заливки металу.
Спосіб формування по восковій моделі нескладний, дозволяє отримати чисту (без швів) поверхню відливання. Проте він має ряд недоліків. По-перше, при формуванні по восковій моделі сама модель, як художній твір, знищується в процесі приготування однієї форми і у разі потреби повторення її модель потрібно виготовляти знов. По-друге, відливання по восковій моделі обходиться дорого, оскільки у вартість її, окрім вартості робіт і матеріалів, для виготовлення ливарної форми і механічної обробки включається і повна вартість виготовлення воскової моделі, витрати на яку перевищують всі попередні. По-третє, формування по восковій моделі незручне і обмежує продуктивність праці формувальників із-за можливості поломки моделі або пошкодження її неміцної поверхні.
У сучасному виробництві художніх відливань (малої скульптури) формування по восковій моделі майже не застосовують. Її використовують іноді лише при отриманні разових відливань, необхідних для виготовлення металевої моделі.
Формування по порожнистій моделі, що виплавляється
Досконалішим способом формування по моделі, що виплавляється, є спосіб, при якому оригінал виробу, як художній твір, не знищується в процесі виготовлення ливарної форми, а є моделлю для виготовлення порожнистих моделей, що виплавляються. Такий спосіб відливання виробу складається також з двох процесів: 1) виготовлення по оригіналу виробу порожнистої моделі, що виплавляється, 2) виготовлення по порожнистій моделі, що виплавляється, ливарної форми виробу. Процес виготовлення порожнистої моделі складається з наступних операцій:
1. Гіпсовий оригінал укладають у фальшиву опоку (мал. 98, а). Поверхню оригіналу покривають тонким мокрим папером і обкладають шаром глини (мал. 98, би).
2. На фальшиву опоку з оригіналом встановлюють опоку і заливають її гіпсом. У шарі гіпсу залишають два отвори, що сполучають гіпсовий шар в опоці з шаром глини на оригіналі
(мал. 98, в ).

|
|

|

|

|
|
3. Після твердіння гіпсу опоки перевертають, фальшиву знімають і встановлюють замість неї другу опоку.
3. Другу половину оригіналу, що знаходилася раніше у фальшивій опоці, таким же чином покривають папером щоб уникнути прилипання глини до поверхні оригіналу. Наносять шар глини
і заливають гіпсом, залишаючи в нім два отвори, як і в першій опоці.
4. Після твердіння гіпсу опоку знімають, з поверхні оригіналу видаляють шар глини і папір. Зняту опоку встановлюють на місце.
5. У простір, що утворився, між поверхнею оригінала і гіпсом опоки, раніше займане шаром глини, через отвори в гіпсі заливають особливий клейовий розчин, основну
масу якого складає столярний клей. Після застигання такий розчин набуває властивостей еластичної гуми.
6. Після охолодження шаруючи клейового раствсра обидві опоки перевертають і знімають нижню опоку; потім видаляють з поверхні оригінала, як і в першій опоці, шар глини і папір, встановлюють зняту опоку знов і таким же порядком заливають в простір, що утворився в ній, клейовий розчин (мал. 98, г).
Форму рознімають і видаляють оригінал. При цьому еластичність клейового розчину, не дивлячись на наявність на поверхні оригіналу різного роду звивини і поглиблень, дає можливість зняти верхню опоку і видалити оригінал з нижньої опоки, не пошкодивши стінок клейової сорочки і оригіналу. Внутрішню поверхню клейової сорочки обох напівформ покривають лаком і наносять на неї кистю підфарбований шар воску.
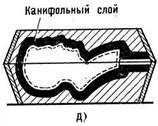
9. Форму знову збирають (мал. 98, д) і заливають в її порожнину розплавлену каніфоль. Залиту каніфоль виливають з форми, при цьому частина її залишається на стінках порожнини форми. Повторюючи
кілька разів таку операцію (заливку і виливання), наносять на внутрішню поверхню форми шар каніфолі, рівний бажаній товщині стінки моделі і майбутнього відливання.
10. Після твердіння шаруючи каніфоль обережно знімають з нього опоку з гіпсом і клейовою сорочкою. Каніфольний шар, що утворився таким чином, і є порожнистою моделлю, що виплавляється
, виготовленою по оригіналу відливаного виробу.Опоки, що звільнилися, з гіпсом і клейовою сорочкою готують для виготовлення наступної моделі.

