




| Алмазды коронканың жұмыс режимі | Тозудың сипаттық белгілері | Тозу себептері |
| Бұрғылау режимінің параметрлері арасындағы сәйкестіктің бұзылуы | Алмаз және матрицалардың тозуы | Жу сұйықтығы мөлшерінің жоғарлауы және жеткіліксіз остік жүктеме |
| Алмаздардың біршама ашылуы, бұл олардың сынуына және түсіп қалуына әкеледі | Жуу сұйықтығының жеткіліксіз мөлшері, забойда абразивті шлам мөлшерінің жоғарлауы | |
| Коронка матрицасының біршама шайылуы (эрозия) | Орташа түрпілі дәрежелі таужыныстарды жуу сұйықтығы мөлшерінің жетіспеушілгі | |
| Алмазды коронканың жанып қалуы | Жуу сұйықтығының жеткіліксіз мөлшері, жоғары остік жүктеме және айналу жиілігі | |
| Бұрғылау режимінің шектік параметрлерінен асыру | Сыртқы және шеткі беттерінде сақиналы кертпештердің пайда болуымен конус немесе сатылы матрицаның тозуы | Коронкаға шексіз мәннен жоғары остік жүктемелер |
| Матрицада жарықшақ | Біршама артық остік жүктемемен бұрғылау | |
| Коронканың қалыпты жұмыс режимі | Матрицаның биіктігі, ішкі және сыртқы беттері бойынша бірқалыпты тозуы | Таужыныстар бұзылуының қалыпты үрдісі, температуралық фактордың кері әсерінің жоқтығы |
Қазіргі уақытта құралдың жанып кетуін алдын-алда ескеру бойынша бірқатар ұсыныстар бар және олар негізінен бұрғылау сорғышы жұмысын бақылаудан, бұр,ғылау снарядының герметикасын сақтаудан, тазалағыш агенттің ең төменгі шекті шығының таңдаудан құралған. Бірақ құралдардың жанып кетуінің үлкен мөлшеру олардың төмен тиімділігін растайды.
Осыған байланыстын бұрғылау жұмыстар тәжірибесіне бұрғылау үрдісін басқару және қуаттылық диаграммасы бойынша алмазды коронкалардың алдын-ала ескеру принциптерін шығару және енгізу қызығушылық тудыртады. Алмазды коронканың дамуы кезінде қуаттылықтың сипатты тербелімі 15.1 суретте берілген.
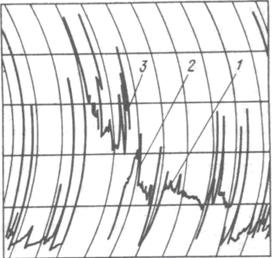
15.1 сурет. Алмазды коронканың жанып кетуі кезінде сипатты тербелістер
[30]: 1 – коронканың тұрақсыз жұмысы; 2 – жанып кету алдындағы жағдай;
3 - коронканың жанып кетуі
Берілген апаттық жағдайда зерттеуге О.И. Шерстюк біршама үлесін қосты, ол жанып кету дамуының бірқатар сатыларын бөлді: шламды қабықшалардың пайда болуы және матрицаның шамалы тозуы кезінде бетінің 0,5 мм тереңдікке дейін жануы; шламды қабықшаның қалындығы 1 мм және биіктігі бойынша матрицаның 0,5 мм дейін тозуы кезінде оның біршама еруі және шламдануы; толық балқуы және ойманың негізі бойынша коронка корпусының үзілуі. Жанып кету кезінде ұңғыманың тереңдету үрдісінің жалғасуы байқалған және де қалыпты бұрғылаудың механикалық жылдамдылық дәрежесінде. Бұл құбылыс ұңғыма забойындағы таужыныстардың және таужыныстарды бұзушы құралдың жылулық бұзылуымен байланысты болуы мүмкін.
Жанып кетуді алдын-ала ескеру бойынша шараларды жасақтау кезінде келесі пайдалы қорытындылар жасалды: жанып кету жағдайлары забойда шығарылатын қуаттылықтың кенет жоғарлауымен бірге жүреді; біршама форсирленген бұрғылау режиміне көшу кезінде жанып кету қарқындылығы жоғарлайды; коронканың жанып кетуіне жанып кету алды жағдай туындайды, ол құралдың шламдануымен, забойда коронканың айналу кедергісінің жоғарлауымен және таужыныс – коронка байланыс орында жылудың біршама мөлшерінің бөлінуімен сипатталады; забойда тазалағыш агенттің ағысы толығымен тоқтаған кезінде форсирленген режимдерде байланыстыру материалының балқу температурасына дейін матрицаның қызуы 10-15 с ішінде орын алады; жанып кету кезінде қуаттылықтың кенет төмендеуі матрицаның балқыған қабатының түсіп кетуімен байланысты және бұл бұрғылау режимінің қалыптасуы деп қателікті түсінуі мүмкін.
Осыған байланысты, құралдың жанып кетуін алдын-ала ескеру үшін қуаттылық диаграммасы бойынша ұңғыманың тереңдеу үрдісін үнемі бақылау және қуаттылықтың сипатты өзгеруі – 15 с ішінде оның өздігінен тұрақты жоғарлауы кезінде бұрғылау үрдісіне араласып, бұрғылау снарядын айналуын тоқтаусыз забойдан көтеру қажет. Қуаттылығы бос айналуға кететін шығын дәрежесіне дейін төмендеген кезінде, шпиндельдің айналуын тоқтату қажет.
Әртүрлі геологиялық-техникалық жағдайлар үшін аналитикалық тұрғысынан шектік забойлық қуаттылық анықталған және ол алмазды таужыныстарды бұзушы құралдың температуралық режимінің бұзылуымен байланысты технологиялық жағдайларды анық байқауға мүмкіндік береді:
 (15.1)
(15.1)
мұндағы Тa – бұрғылау алмаздардың термотұрақтылығы, °С (Tа = 600-=-650 °С); t0 – тазалағыш агенттің температурасы, °С.
Қызып кету кезінде забойдың таужынысымен немесе шламымен балқуынан пайда болған құралдың бекітілуі кезінде станоктың гидравликалық немесе тальді жүйесінің көмегімен бұрғылау снарядын ары-бері көтеріп-түсіріп, тазалағыш агенттің циркуляциясын қалпына келтіру қажет. Егер циркуляция қалпына келмейтін болса, бекітіліп қалуды жою бойынша шараларды жүргізуге көшеді: апатқа қарсы өткізгіштің болуы кезінде бұрғылау құбырлар бағанасын бұрап алады, ол болмаған жағдайда басқа құралдың көмегімен бөлшектеп снарядты шығарады және тұрып қалған жинақты бұрғылап немесе фрезерлейді. Колонкалы құбырдың фрезерленуі (бұрғылану дәрежесі бойынша IV және одан да жоғары таужыныстарда) шеттерінде, сонымен қатар сыртқы және ішкі диаметрі бойынша 1 мм шығып тұратын кескіштері бар арнайы қатты қоспалы коронкамен өткізгішті бұрғылаудан кейін жүзеге асырады.
Барлау бұрғылаудың кейінгі күшейтілуі бірінші кезекте ішкі резервтерді қолдануға, арнайы геологиялық жағдайларда ұңғымаларды бұрғылау кезінде пайда болатын әртүрлі күрделіктерді уақытында ескеру және тез жоюға негізделу қажет, ал оған қазіргі уақытта біршама еңбек, уақыт және бағалы материалдар шығындалып жатыр.
Энерго және материалды сақтайтын технологияларды шығару берілген мәселені шешусіз жүзеге асыру мүмкін емес. Замануи бұрғылау техникасын ұңғыманы тереңдету үрдісі туралы белгілерді тіркетін мәліметтеу құралдарымен ғана емес, сонымен қатар бұрғылау кезінде пайда болатын жағдайларды талдайтын, сонымен қатар біршама нақты математикалық үлгілерді құрастыру үшін фактілік материалдарды жинауды, ұңғыманы тереңдетудің қалыпты үрдісінен көптеген ауытқуларды анықтап, болжауды, бұрғылау және бұрғылау жұмыстарын жобалау кезінде дұрыс шешімдерді қабылдауды қамтамасыз ететін құралдармен жабдықтау қажет.
Әртүрлі күрделіктерді диагностикалау және болжауға, ЭЕМ-ді қолдану арқылы олардың белгілерін сапалы бағалау әдістеріне назар аудару қажет. Бұл жұмыс аймақтық, сонымен қатар салалық масштабта жүргізілген жөн. Бұл жұмысқа кеткен шығындар өздерін жабады, себебі жеке өңдірістік геологиялық ұйымдарда әртүрлі күрделіктерді жоюға кететін уақыт шығыны бір геологиялық-барлау экспедицияның тұрып қалуымен тең.