




Проектирование техпроцессов сборки и монтажа РЭА начинается с изучения на всех производственных уровнях исходных данных, к которым относятся: краткое описание функционального назначения изделия, технические условия и требования, комплект конструкторской документации, программа и плановые сроки выпуска, руководящий технический, нормативный и справочный материал. К этим данным добавляются условия, в которых предполагается изготавливать изделия: новое или действующее предприятие, имеющееся на нем оборудование и возможности приобретения нового, кооперирование с другими предприятиями, обеспечение материалами и комплектующими изделиями. В результате проведенного анализа разрабатывается план технологической подготовки и запуска изделия в производство.
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия на сборочные элементы путем построения схем сборки. Элементами сборочно-монтажного производства являются детали и сборочные единицы различной степени сложности. Построение схем позволяет установить последовательность сборки, взаимную связь между элементами и наглядно представить Проект ТП. Сначала составляется схема сборочного состава всего изделия, а затем ее дополняют развернутыми схемами отдельных сборочных единиц.
На практике применяют два типа схем сборки: «веерный» и с базовой деталью. Сборочные элементы на схемах сборки представляют прямоугольниками, в которых указывают их название, номер по классификатору, позиционное обозначение и количество. Более трудоемкой, но наглядной и отражающей временную последовательность процесса сборки является схема с базовой деталью. За базовую принимается шасси, панель, плата или другая деталь, с которой начинается сборка.
Оптимальная последовательность технологических операций зависит от их содержания, используемого оборудования и экономической эффективности. В первую очередь выполняются неподвижные соединения, требующие значительных механических усилий.
Для разработки технологического процесса сборки и монтажа устройства выбрана схема с базовой деталью. Базовой деталью является печатная плата, на которой закрепляются остальные элементы конструкции.
Разработанная схема сборки позволяет проанализировать ТП с учетом технико-экономических показателей и выбрать оптимальный как с технической, так и с организационной точек зрения.
Последовательность выполнения операций технологического процесса изображено на рисунке 3.1.
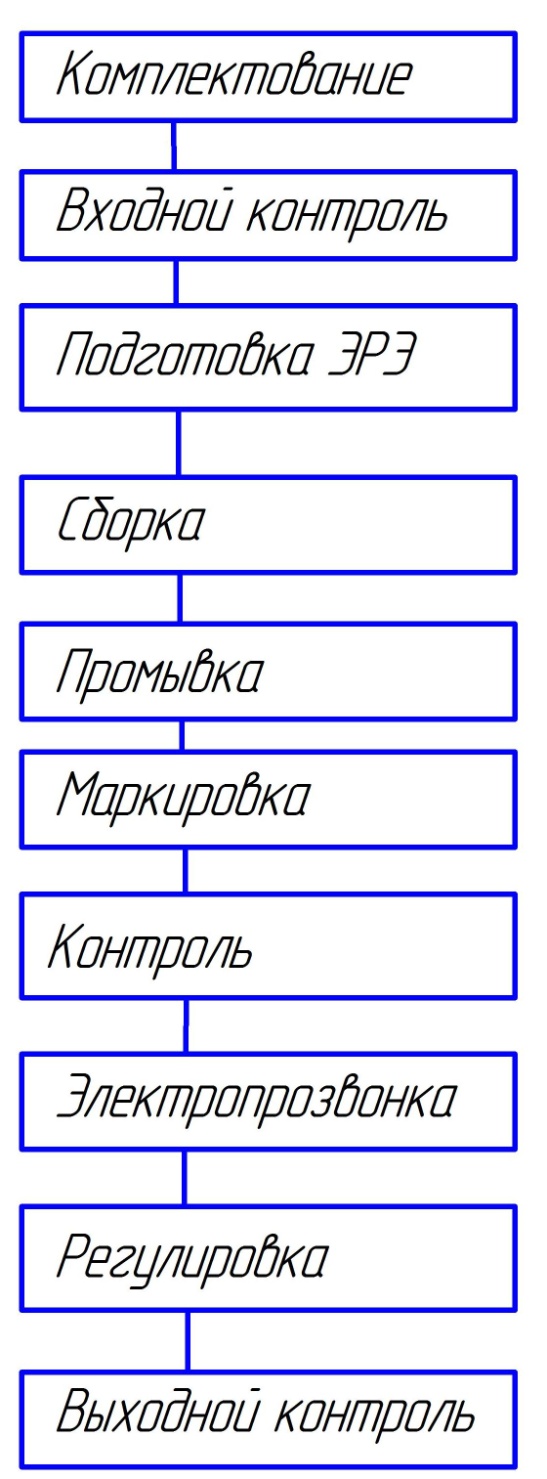
Рис.2.9 Структурная схема ТП, сборки и монтажа ПП
3.3 Выбор технологического оборудования
Выбор оборудования, оснастки и инструмента, используемого при производстве рассматриваемого датчика, будем осуществлять на основании следующих требований, как высокая продуктивность, заданная точность, а также стабильность и оптимальная стоимость выполнения операций.
Все это в свою очередь должно быть отражено в правильном обосновании выбора типов оборудования в соответствии с эксплуатационно-стоимостными характеристиками, а также условием достаточно высокой стандартизации. В соответствии с этим производим выбор таких основных видов оборудования, оснастки и инструмента:
1)Оборудование: Станция паяльная многофункциональная(с феном) Ersa Analog-60A. Полуавтомат для установки ЭРЭ УР-5 (ГГ-2387);
2) Приспособление и оснастка: приспособление для зачистки и подготовки проводов SQL 4902,тара для флюса, тара для припоя, тара для ЭРЭ, накопители, каретка;
3) Инструмент: Острогубцы профессиональные 135мм Wiha Electronic. угловой пинцет-захват ПЗУ 120 ОСТ 4ГО.060017
Все выбранное оборудование, оснастка и инструмент являются типовыми и широко используются при производстве РЭА. Приведем некоторые эксплуатационно-технические характеристики оборудования в виде таблицы 4.
Таблица 5 – Характеристики технологического оборудования
| Тип оборудования | Параметр | Значение |
| Полуавтомат для установки ЭРЭ УР-5 ГГ-2387 | Цикл работы, с | 1.4 |
| Габариты платы, мм | 98x64x34 | |
| Тип ЭРЭ | МЛТ 0.125 – 0.5 | |
| Потребляемая мощность, Вт | ||
| Габариты, мм | 730´600´520 |
Таким образом, можно сделать вывод о том, что все выбранное оборудование, инструмент и оснастка является более предпочтительным, перед другими типами оборудования, т.к. соответствует всем предъявленным выше требованиям, и дает возможность его использования применительно разработанного маршрутного ТП изготовления изделия.

