




ќборудование экспериментального цеха
Ёкспериментальный цех €вл€етс€ самосто€тельным участком швейного производства. “ам решаютс€ вопросы проверки и уточнени€ конструкции модели, конструировани€ и моделировани€; изготовл€ютс€ образцы новых моделей, лекала; нормируетс€ расход материалов, апробируетс€ новое оборудование.
ќборудование дл€ построени€ рациональных раскладок лекал. ѕодготовка конструкторско-технологической документации на изготовление издели€ в современных производствах выполн€етс€ на основании использовани€ систем автоматизировани€ проектных работ (—јѕ–). —реди известных систем можно отметить Ђ»нвестроникуї (»спани€), Ђ√рациюї (”краина, г. ’арьков), ЂЋекої (г. ћосква), ЂјЅ–»—ї (г. ћосква) и Ђћ» —-–ї (Ќѕ÷ –еликт, г. ћосква), Ђјссольї (г. ћосква) и др.
—истема автоматизированного проектировани€ предназначена дл€ автоматизации моделировани€ и конструировани€ швейных изделий (подсистемы Ђћоделированиеї и Ђ онструированиеї), выполнени€ рациональной раскладки лекал в настиле (подсистема Ђ–аскладкаї), а также построени€ технологии сборки деталей издели€ (подсистема Ђ“ехнологї) и экономической оценки проекта (подсистема ЂЁкономикаї).
ќ  сновой технического обеспечени€ —јѕ– €вл€етс€ Ё¬ћ. омпьютер снабжаетс€ монитором 4, системным блоком 3, клавиатурой 2 и Ђмышкойї 5.
сновой технического обеспечени€ —јѕ– €вл€етс€ Ё¬ћ. омпьютер снабжаетс€ монитором 4, системным блоком 3, клавиатурой 2 и Ђмышкойї 5.
ќператор, работа€ в —јѕ– и задава€ команды компьютеру через клавиатуру и Ђмышкуї, может построить оригинальную или типовую конструкцию швейного издели€ любой группы ассортимента, а также раскладку лекал на настиле различных параметров (ширина, длина и количество слоев). »меетс€ возможность подобрать рациональную технологию сборки и отделки издели€.
онструкцию лекала можно получить в —јѕ–. ≈сли же конструкци€ лекала известна или получена при экспериментальной ее доработке, то информаци€ о лекале вводитс€ с дегитайзера 6. –езультаты проектировани€ (лекала, градаци€ лекал, раскладка, отчет о раскладке, технологическа€ последовательность и др.)
вывод€т на плоттер 7 (дл€ вывода изображени€ в точном измерении) или принтер 1 (дл€ распечатки документов на листы формата A3 или ј4).
–аскладка лекал может быть построена с помощью плоттера 7 на рулоне специальной бумаги в натуральную величину, и процесс раскладки материала в настил и раскрой деталей из настила выполн€ютс€ по наложенной сверху этой распечатки. ѕри использовании автоматизированных раскройных комплексов вс€ информаци€ о раскладке может быть переписана на дискету и перенесена в автоматизированный раскройный комплекс.
ќборудование раскройного цеха
ќсновными технологическими процессами раскройного цеха €вл€ютс€: настилание, нанесение контуров лекал на верхнее полотно, рассекание настилов на части, вырезание деталей, нумераци€ кро€ и транспортирование его в швейные цехи.
^ Ќастилание тканей. ƒетали, из которых изготавливаетс€ швейное изделие, вырезают из полотна материала. ¬ швейном производстве при серийном изготовлении изделий детали раскраивают парти€ми. ƒл€ этого полотна материала укладывают в настиле с определенным количеством слоев. Ќастил материала выполн€ют на столе, обычно состо€щем из набора секций. Ўирина настилочного стола Ц 2 м, а высота Ц 0,9 м.
|
|
|
ћатериал на столе можно настилать вручную, раскладыва€ материал из рулона по всей длине, или механизированно с использованием транспортирующих рулон тележек, перемещающихс€ от привода или работающими.
ѕосле каждого прокладывани€ материала по краю настила полотна отрезают ножницами, концевой линейкой или специальными устройствами отрезани€ концов полотен.
‘ирма Ђ—еменов и 0ї по лицензии фирмы Ђ»нвестроникаї (»спани€) выпускает автоматизированный настилочно-раскройный комплекс јЌ– дл€ тканей, включающий в себ€ автоматизированную раскройную установку Ђ—путникї, настилочную машину Ђ ометаї, изготавливаемую ќјќ Ђ—моленский авиационный заводї, производимую по лицензии фирмы ЂЅульмервекї (√ермани€). Ќа настилочном комплексе настилаетс€ материал шириной до 1 и 1,7 м при длине стола 9...30 м. ¬ысота настилани€ материала до 185 мм.
¬ настилочной машине Ђ ометаї настилание материала выполн€етс€ перемещением каретки с полотном. ѕроцесс настилани€ полотна оператор контролирует и управл€ет с пульта, сид€ в кресле или сто€ на площадке и перемеща€сь вместе с кареткой и пультом. ѕолотно зажимаетс€ прижимными рамками, расположенными по концам настила. ¬ рамке имеетс€ тканеобрезное устройство, которое отрезает полотна при укладывании их в настил.
ѕосле расстилани€ полотна настил перемещаетс€ в зону его раскро€ зажимом с помощью транспортирующего механизма. ѕеремещение настила осуществл€етс€ по команде с пульта управлени€ настилочной машины.
јвтоматизированный раскрой ткани. ѕри автоматизированном раскрое [в автоматизированных комплексах Ђ»нвескутї фирмы Ђ»нвестроникї (»спани€) и јЌ– фирмы Ђ—еменов и ∞ї (–осси€)] перемещение режущего инструмента выполн€етс€ двухкоординатным контурным устройством, управл€емым системой числового программного управлени€.
ѕосле настилани€ материала в настил сверху его покрывают пленкой. ѕод действием вакуумного отсоса воздуха насосом из-под настила через отверсти€ в поверхности стола пленка плотно прижимает материал к поверхности раскройного стола, что устран€ет смещение полотен в настиле при их раскрое.
ѕри раскрое материала пластинчатым ножом пленка прижимает его к поверхности стола, что удерживает материал от смещени€ при раскрое.
¬ начале раскро€ материала нож по командам с пульта управлени€ должен быть выведен в исходное положение, как это предусматриваетс€ в программе раскро€. ƒалее нож по программе (полученной в подсистеме Ђ–аскладкаї —јѕ–) вырезает основные контуры деталей в настиле согласно последовательности, определенной при проектировании раскладки лекал.
¬рем€, затрачиваемое на настилание, приблизительно в три раза больше времени на раскрой. ѕоэтому одна раскройна€ установка может обслужить три настилочных комплекса.
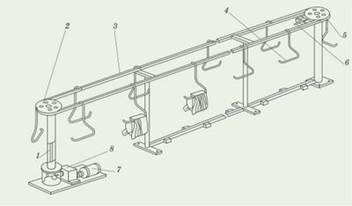
Ќа схеме показан вариант размещени€ комплексов, включающих в себ€ три загрузочных устройства 5, три настилочных стола 6 и три настилочные машины 4.
–аскройна€ установка 2 пультом управлени€ 1 перемещаетс€ вдоль торцов настилочных столов 6 по рельсам 3.
^ ѕередвижные раскройные машины. ќни используютс€ дл€ рассекани€ настила на части. Ёти раскройные машины выпускаютс€ с пр€мым (пластинчатым) и дисковым ножом.
^ ћашины с пр€мым ножом предназначены дл€ раскро€ настилов высотой 100-160 мм.
ќни имеют электродвигатель, подключаемый через штепсельную вилку к электросети через кабель-шлейф. ¬ращение вала электродвигател€ с помощью кривошипно-шатунного механизма преобразуетс€ в поступательное движение ножа. ћашина перемещаетс€ по настилочному столу на четырех роликах, оси которых удерживаютс€ в двух пластинчатых пружинах, прикрепленных снизу к платформе. ћашину передвигают с помощью эбонитовой ручки. ѕеред ножом в направл€ющих зафиксированы стержень и его лапка, предназначенна€ дл€ предохранени€ рук работающего от порезов и дл€ прижати€ верхнего полотна настила. ѕри подводе машины под настил лапку поднимают вручную, дл€ опускани€ лапки нажимают на рычаг.
|
|
|
Ќож затачивают шлифовальным бруском после вывода машины из-под настила. ‘ирмой Ђѕаннони€ї освоен выпуск р€да модификаций машины Cs-529 с автоматической заточкой ножа.
ѕередвижные раскройные машины с дисковым ножом предназначены дл€ раскро€ настилов высотой до 50 мм по пр€мым лини€м и дл€ вырезани€ деталей, имеющих небольшую кривизну.
¬ращение от электродвигател€ через коническую пару шестерен передаетс€ дисковому ножу диаметром 110 мм. ¬ платформе смонтирован подпружиненный нижний нож, взаимодействующий с вращающимс€ ножом. ѕлатформа перемещаетс€ по крышке настилочного стола на четырех бочкообразных роликах. плат≠форме присоединен подпружиненный козырек дл€ подвода машины под настил. ƒл€ предохранени€ рук от порезов перед дисковым ножом cмонтирован подвижной щиток. ћашину передвигают относительно зарисовки раскладки лекал с помощью руко€тки, на которой смонтирован переключатель.
¬ машине предусмотрено устройство дл€ заточки дискового ножа.
^ —тационарные раскройные машины. –аскройные ленточные машины предназначены дл€ чистового вырезани€ деталей швейных изделий из материалов, уложенных в настил высотой до 250 мм. ¬ качестве режущего инструмента используетс€ замкнута€ стальна€ лента. —корость движени€ ленточного ножа 20 м/с.
ћашина состоит из станины, привода ножа, лентонаправл€ющих шкивов, лентоулавливающего устройства и заточного механизма.
ƒвижение рабочему органу машины Ц ленточному ножу передаетс€ от электродвигател€, на валу которого находитс€ шкив, через клиноременную передачу и ведущий шкив, закрепленный на валу, на противоположном конце которого находитс€ шкив.
¬ал со шкивами вращаетс€ на шарикоподшипниковых опорах. ќстальные лентонаправл€ющие шкивы свободно вращаютс€ в шарикоподшипниках, закрепленных на ос€х.
^ “ранспортные средства швейных предпри€тий –абота современного промышленного предпри€ти€ св€зана с перемещением большого количества разнообразных грузов, которое осуществл€етс€ промышленным транспортом. ѕо территориальному признаку транспорт делитс€ на внешний и внутренний. — помощью внешнего транспорта на предпри€тие доставл€ютс€ сырье, полуфабрикаты, вспомогательные материалы и оборудование, вывозитс€ готова€ продукци€ и отходы производства. внешнему транспорту относ€тс€ железнодорожный, водный (реже) и автомобильный. ¬нутренний (внутрифабричный, внутризаводской) транспорт подраздел€етс€ на межцеховой и внутрицеховой. ћежцеховые транспортные средства обеспечивают передачу сырь€, полуфабриката или готовых изделий между цехами. та≠ким средствам относ€тс€ конвейеры, скаты, тележки, грузовые лифты, электрокары и др. ^ ¬илочный электропогрузчик ¬нутрицеховые транспортные средства служат дл€ передачи сырь€ или полуфабрикатов между рабочими местами в цехе. »з внутрицеховых транспортных средств в швейных цехах наиболее распространены конвейеры и тележки. ѕо характеру транспортировани€ грузов в швейных цехах транспортные средства можно разделить на два вида: бесприводные транспортные средства, приводные транспортные средства и др. (механизированные и автоматизированные транспортные средства). ^ Ѕесприводные транспортные средства ¬ швейной промышленности получили широкое распространение бесприводные средства транспортировани€: напольные и подвесные тележки, наклонные плоскости, желоба, подвесные транспортеры. “   ележки различаютс€ по конструктивному исполнению, которое определ€етс€ размерами, видом и способом транспортировани€ полуфабрикатов или изделий. “ележка (рис. а), состо€ща€ из сварного каркаса 1, кронштейна 2, фиксатора 3 маршрутных листов и колес 4, предназначена дл€ перемещени€ готовых пиджаков на вешалках и на кронштейне 2. “ележка (рис. б) предназначена дл€ транспортировани€ полуфабрикатов, которые укладываютс€ на полочки 5. “ележка (рис. в) используетс€ дл€ транспортировани€ и хранени€ пачек деталей, укладываемых на трубу 6. —уществуют и другие разновидности транспортных средств, которые подбираютс€ конкретно дл€ каждого предпри€ти€ с учетом вида производимых изделий, расположени€ цехов, рабочих мест и организации производственных св€зей: ележки различаютс€ по конструктивному исполнению, которое определ€етс€ размерами, видом и способом транспортировани€ полуфабрикатов или изделий. “ележка (рис. а), состо€ща€ из сварного каркаса 1, кронштейна 2, фиксатора 3 маршрутных листов и колес 4, предназначена дл€ перемещени€ готовых пиджаков на вешалках и на кронштейне 2. “ележка (рис. б) предназначена дл€ транспортировани€ полуфабрикатов, которые укладываютс€ на полочки 5. “ележка (рис. в) используетс€ дл€ транспортировани€ и хранени€ пачек деталей, укладываемых на трубу 6. —уществуют и другие разновидности транспортных средств, которые подбираютс€ конкретно дл€ каждого предпри€ти€ с учетом вида производимых изделий, расположени€ цехов, рабочих мест и организации производственных св€зей:
|
 ^ ”стройства фиксации и транспортировани€ пачек деталей и полуфабрикатов:а-г Ц напольно-передвижные; д Ц подвесные;е Ц переносные
^ ”стройства фиксации и транспортировани€ пачек деталей и полуфабрикатов:а-г Ц напольно-передвижные; д Ц подвесные;е Ц переносные
 ^ Ќапольные тележки: а Ц тележки-контейнеры; б Ц тележки-стеллажи; в Ц тележки-кронштейны
^ Ќапольные тележки: а Ц тележки-контейнеры; б Ц тележки-стеллажи; в Ц тележки-кронштейны
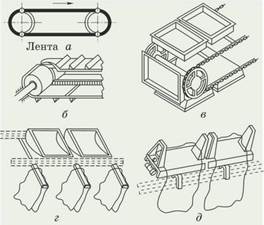 иды €чеек на конвейере: а, б Ц перегородки; в Ч люльки; г Ч комбинаци€ люлек с кронштейнами; д Ч каретки
иды €чеек на конвейере: а, б Ц перегородки; в Ч люльки; г Ч комбинаци€ люлек с кронштейнами; д Ч каретки 
 одвесные конвейеры могут быть цепными и винтовыми. ќсновным элементом конструкции в цепном подвесном конвейере €вл€етс€ цепь 3, на которой располагаютс€ крючки 4 дл€ перемещени€ полуфабрикатов. ƒл€ привода конвейера в движение служит электродвигатель 7.
одвесные конвейеры могут быть цепными и винтовыми. ќсновным элементом конструкции в цепном подвесном конвейере €вл€етс€ цепь 3, на которой располагаютс€ крючки 4 дл€ перемещени€ полуфабрикатов. ƒл€ привода конвейера в движение служит электродвигатель 7.

ћеханизм иглы служит дл€ прокола соедин€емых материалов иглой. ѕроведени€ сквозь них своей нитки и ее переплетени€ с нижней ниткой и конструктивно определ€етс€ типом привода. Ќаибольшее распространение в швейном машиностроении получил кривошипно-шатунный механизм иглы с вертикальным возвратно-поступательным движением иглы, которое передаетс€ от вращающегос€ вала.
|
|
|
»гла. ¬се иглы предназначены дл€ прокола материала и проведени€ через него нитки. »гла в машине челночного стежка также образует игольную петлю, необходимую дл€ дальнейшего ее захвата носиком челнока.
»гла состоит из колбы ^ 1, лезви€ 2, на котором с одной стороны имеетс€ длинный желобок 3, а с другой Ч коротка€ выемка 4, расположенна€ над ушком 5 иглы. Ћезвие иглы в нижней части имеет острие 6.
олба 1 предназначена дл€ креплени€ иглы в иглодержателе.
Ћезвие 2 иглы €вл€етс€ основной несущей частью иглы. ќт величины диаметра илезви€ иглы зависит ее прочность. „ем выше диаметр, тем прочнее игла.
ƒлинный желобок 3 на лезвии 2 иглы предназначен дл€ уменьшени€ трени€ игольной нитки о материал и лезвие иглы и веро€тности ее обрыва. Ќитка должна свободно проходить в желобке и ушке иглы, дл€ чего необходимо правильно подбирать номера нитки и иглы (см. табл.). ¬ыемка 4 на лезвии служит дл€ улучшени€ условий захвата иголь≠ной петли. —о стороны выемки проходит носик челнока в момент захвата игольной петли.
¬
–ис. 1
ушко 5 иглы вдеваетс€ игольна€ нитка. ¬ерхн€€ грань ушка 5 прот€гивает нитку через материал, а нижн€€ грань воздействует на нитку при образовании петли, т. е. когда игла поднимаетс€ вверх из крайнего нижнего положени€.
ќстрие 6 иглы служит дл€ облегчени€ усили€ прокола материала.
¬ зависимости от плотности материала примен€ют иглы с различной формой остри€ (см. рис. 2):
01Ч с острой заточкой остри€ (рис. а) дл€ сшивани€ швейных материалов из тонких нитей (шелк, полиэстер и др.);
02 ( ) Ч с обычным заострением (рис. б) дл€ текстиль≠ных, шерст€ных, хлопчатобумажных и других материалов;
04 (81/1ј—/8“∆) Ч с круглым тупым острием (рис. в) дл€ трикотажных полотен;
12 (–) Ц с овальным поперечным заострением (рис. г) с приплюснутыми боковыми плоскост€ми дл€ кожи
Ќ
–ис. 2
итки дл€ шить€ на машине выбирают с учетом свойств обрабатываемого материала и крутки ниток (рис.3) ѕри правильном использовании нитки по крутке при формировании стежка на машине нить не раскручиваетс€ и не тер€ет прочность.
рутка нитки устанавливаетс€ по ее раскручиваемости. ≈сли при вращении нитки, зажатой между большим и указательным пальцами, против часовой стрелки она раскручиваетс€, то ее называют ниткой левой крутки S, а если она в этом случае закручиваетс€, то ее называют ниткой правой крутки Z.
^ –ис. 3
ќпределение крутки швейных ниток
ћеханизм челнока служит дл€ захвата игольной петли, расширени€ ее и обвода вокруг неподвижной шпули. „елноки бывают колеблющиес€ и вращающиес€.
олеблющийс€ челнок в зависимости от направлени€ подхода носика челнока к петле-напуску в момент захвата может быть право - и левоходным.
¬ращающийс€ (ротационный) челнок может иметь горизонтальную или вертикальную ось вращени€. ¬ращающиес€ челноки конструктивно выполнены, как правило, равномерно вращающимис€, хот€ могут быть специальные конструкции машины с неравномерно вращающимис€ челноками.
–ассмотрим конструкцию равномерно вращающегос€ с гори≠зонтальной осью вращени€ челночного устройства (рис. 4).
— помощью винтов ^ 10 (двух или трех) корпус 13 челночного устрой≠ства крепитс€ к челночному валу машины (на рис. не показан). орпус 13 имеет носик 9 дл€ захвата игольной петли. Ќосик 9 при работе устройства в машине должен быть заостренным и не иметь заусенцев. Ќа корпус 13 устройства винтами 12 крепитс€ верхн€€ пластина 11. ѕередн€€ и бокова€ поверхности пластины 11, так же, должны быть тщательно от≠шлифованы и отполированы. ¬ корпусе 13 имеетс€ паз 14, в который входит по€сок 16 шпуледержател€ 18. ќт выпадани€ шпуле-держател€ 18 из корпуса 13 используетс€ полукольцо-скоба 15, закрепл€ема€ трем€ винтами 7 на корпусе 13. Ќосик 8 полукольца-скобы 15 должен быть отполирован.
ѕо€сок 16 шпуледержател€ 18 разомкнут в верхней части.
‘ронтальна€ часть шпуледержател€ 18 имеет паз 17, в который входит выступ 3 защелки 1. ѕри наличии в шпуледержателе 18 двух пазов 17 второй используетс€ дл€ взаимодействи€ с отводчиком.
¬ верхней части фронтальной части шпуледержател€ 18 имеетс€ паз 6, в который входит выступ 5 установочного пальца 21. ”стано≠вочный палец 21 закрепл€етс€ в корпусе машины винтом 20. ¬ цен≠тре шпуледержател€ 18 располагаетс€ центрова€ шпилька 19 дл€ базировани€ и закреплени€ шпульного колпачка 23.
орпус шпульного колпачка на фронтальной части имеет вы-фрезерованный паз 24, в который входит защелка 3. «ащелка 3 шарнирно (с помощью пальца 30) соединена с подвижной плас≠тиной 2. Ќа защелке 3 (дл€ предотвращени€ ее выпадани€ из шпуль≠ного колпачка) устанавливаетс€ винт 4. «ащелка 3 фиксируетс€ в пазу центровой шпильки 19 с помощью пружинки 31, котора€ ус≠танавливаетс€ в отверстии 29 корпуса шпульного колпачка. ѕру≠жина 28 дл€ регулировани€ нат€жени€ челночной нитки закреп≠л€етс€ установочным 26 и регулировочным 27винтами на боковой поверхности корпуса 23 шпульного колпачка.
|
|
|
Ўпулька 22 надеваетс€ на цилиндрическую пустотелую ось ^ 25 шпульного колпачка 23. ƒл€ уменьшени€ инерционного разматы≠вани€ нитки из шпульки 22 внутри корпуса 23 шпульного колпач≠ка винтом закрепл€етс€ пластинчата€ дугообразна€ пружина 28.
ачество конструкции и правильность работы челночного уст≠ройства во многом предотвращают обрыв игольной нитки.
ѕри работе машины между пружиной ^ 28 и корпусом шпульно≠го колпачка 23 периодически накапливаетс€ ворс нитки, который необходимо удал€ть.
Ќитеприт€гиватель и регул€тор нат€жени€. »гольна€ нитка в машине челночного стежка должна быть заправлена в регул€тор нат€жени€, нитенаправители, глазок нитеприт€гивател€ и в ушко иглы.

 ^ ћеханизм нитеприт€гивател€ в общем случае обеспечивает работу механизмов иглы, челнока или петлител€.
^ ћеханизм нитеприт€гивател€ в общем случае обеспечивает работу механизмов иглы, челнока или петлител€.
√лазок нитеприт€гивател€ обычно выступает из корпуса и закрыт предохранительным щитком. ¬ зависимости от вида воздействи€ на нитку различают глазковый рычажный нитеприт€гиватель (1 на рис.), когда нитка вдеваетс€ в глазок ј рычага, и профильный 4, когда нитка набрасываетс€ (прокладыва≠етс€) на профиль нитеприт€гивател€ и скользит по нему.
ѕрофильные нитеприт€гиватели используютс€ в швейных ма≠шинах дл€ обработки легких тканей.
ачество работы нитеприт€гивател€ определ€етс€ тем, как и насколько точно он отдает нитку при опускании вниз глазка ј и при ее выт€гивании под игольную пластину иглой и челноком.
–егул€тор нат€жени€ нити
1.
н  ижний кронштейн;
ижний кронштейн;
2.
угловой рычаг;
3.
пружина возврата;
4.
стержень, расположенный в осевом отверстии шпильки;
5.
разрезна€ шпилька;
6.
тарелочки (шайбы);
7.
отжимна€ шайба, имеет специальное отверстие с перемычкой;
8.
коническа€ вита€ пружина;
9.
гайка.
√айка 9 накручиваетс€ на шпильку 5 и ею можно регулировать силу действи€ пружины8. Ёта сила прикладываетс€ к шайбе 7 и сдавливает между собой тарелочки 6, создава€ определенное нат€жение игольной нити. ѕри подъеме лапки рычаг 2 поворачиваетс€ по часовой стрелке, воздействует на стержень 4 и тот, смеща€сь вправо, упираетс€ в перемычку шайбы 7, и отжимает шайбу от тарелочек 6. ”силие с тарелочек снимаетс€ и нат€жение нити падает. ѕри опускании лапки, пружина 3 разворачивает рычаг 2 против часовой стрелки, стержень 4 смещаетс€ влево и пружина 8 вновь прикладывает силу к шайбе 7, сдавлива€ между собой тарелочки 6.
¬ машине не допускаетс€ наличие заусенцев на внутренних вы≠пуклых поверхност€х тарелочек и стержне, где проходит нитка. ѕериодически необходимо удал€ть ворс от ниток, который может накапливатьс€ между тарелочками. Ќат€жение нитки создаетс€ не только регул€тором нат€жени€, но и каждым преп€т≠ствием, которое преодолевает нитка по трассе ее заправки в ма≠шине. –азличные нитенаправители создают также дополнительное нат€жение нитки.
^ –ейка и лапка. ѕеремещение материала в швейной машине уни≠версального назначени€ выполн€етс€ с помощью зубчатой рейки и прижимной лапки. –ейка 2 (рис.), имеет зубцы дл€ лучше≠го захвата материала и перемещени€ его на длину стежка Lст. ѕри работе машины рейка совершает траекторию движени€ эллипсообразной формы. «убцы рейки 2 поднимаютс€ над игольной плас≠тиной 1 и перемещаютс€ по направлению транспортировани€ ма≠териала 3, а опуска€сь под игольную пластину, перемещаютс€ назад дл€ нового захвата материала. „ем больше высота ј зуба рейки или чем он острее (меньше V), тем зубцы рейки надежнее захватыва≠ют и перемещают материал. ћашины универсального назначени€ комплектуютс€ рейками с разной высотой зуба h и игольными пластинами с разными диаметрами отверстий под иглу. –ейки с мел≠ким зубом используютс€ при пошиве легких и средних тканей, а с большим Ч дл€ т€желых тканей.
^ ѕрижимна€ лапка 4 служит дл€ прижати€ с силой N (рис. ) материала 3 к рейке 2 при его транспортировании и к игольной пластине 1.
ѕодошва лапки должна быть гладкой и отполированной. ѕри пошиве изделий из труднотранспортиру≠емых материалов (шелка, кожи и др.) примен€ют лапки с тефлоновым покрытием, которое дает минимальное сопротивлениепродвижению материала. ѕри использовании обычных рейки и лапки возникает смещение верхнего сло€ ткани относительно ниж≠него и детали равной длины после стачивани€ оказываютс€ раз≠ной длины. “акой дефект называетс€ посадкой материала. ¬ маши≠нах общего назначени€ допускаетс€ посадка не более 2 %.
ћашина 1022-ћ класса
Ќазначение: ѕредназначена, дл€ соединени€ изделий из тканей костюмной и пальтовых групп, строчкой двухниточного челночного переплетени€.
“ехническа€ характеристика:
1.
частота вращени€ главного вала Ц 4500 об/мин;
2.
длина стежка Ц 1,7-5 мм;
3.
толщина материалов под лапкой Ц маx. 5мм;
4.
высота подъема лапки Ц не менее 8 мм.
—троение: механизм иглы Ц кривошипно Ц ползунный
механизм нитеприт€гивател€ Ц кривошипно Ц коромысловый;
механизм челнока Цс горизонтальной осью вращени€;
механизм перемещени€ материалов Ц реечного типа;
устройство лапки Ц шарнирного типа.
^ «аправка верхней нити:
Ѕабину устанавливают на бабинодержатель, нить снизу вверх заправл€ют за направл€ющий крючок бабинодержател€. ¬вод€т справа налево последовательно в три отверсти€ нитенаправител€ 6. «атем сверху вниз в три отверсти€ нитенаправител€ 5. «атем в правую петлю 7 нитенаправител€ 11 и по часовой стрелке между шайбами регул€тора нат€жени€ нити 8. «авод€т за нитеприт€гивательную пружину 9, обвод€т снизу вверх вокруг нитеприт€гивательного угольника 10. «авод€т снизу вверх в правую петлю 7 нитенаправител€ 11 и справа налево в ушко нитеприт€гивател€ 4. Ќить сверху вниз заправл€ют в левую петлю 3 нитенаправител€ 11. «атем в отверстие нитенаправител€ 2 на игловодителе и в ушко иглы 1 слева направо.
ћеханизм иглы

¬ машине примен€етс€ кривошипно-ползунный механизм иглы. √лавный вал 1 вращаетс€, на его левом конце винтом крепитс€ кривошип 2, в отверстие кривошипа вставл€етс€ палец 2а, на палец 2а надеваетс€ верхн€€ головка шатуна 4. Ќижн€€ головка шатуна 4 надета на палец 12 поводка 16, в котором винтом закреплен игловодитель 5. Ќа правую часть пальца 12 поводка 16 надет ползун 13, вставленный в паз направл€ющих 14. ¬интом в игловодителе крепитс€ игла 15.
ѕри вращении главного вала 1, кривошипа 2 и его пальца 2а, вращательное движение с помощью шатуна 4 и ползуна 13, будет преобразовыватьс€ в поступательное движение игловодител€ 5 и иглы 15.

ћеханизм нитеприт€гивател€
¬ машине примен€етс€ кривошипно-шатунный механизм нитеприт€гивател€.Ќа палец 3 кривошипа 2 надеваетс€ двуплечий рычаг 11. ¬ среднее отверстие рычага 11 вставлен палец 10 звена 8. «адн€€ головка звена 8 надета на шарнирный палец 9, закрепленный винтом в корпусе машины. ”шко рычага 11 выведено в прорезь машины и в него заправл€етс€ верхн€€ нитка.
^ ћеханизм челнока
 ¬ машине примен€етс€ центрально-шпульный равномерно вращающийс€ челнок. Ќа главном валу 1 жестко закреплено зубчатое колесо 2. Ќа распределительном валу 4, расположенному под платформой, крепитс€ зубчатое колесо 3. Ќа эти колеса надет зубчатый ремень 9. Ќа распределительном валу 4 закреплена косозуба€ шестерн€ 5, с ней в зацепление входит шестерн€ 6, изготовленна€ заодно с челночным валом 7. оличество зубьев в шестерне 6 в два раза меньше, чем в шестерне 5, поэтому за один оборот главного вала 1, челночный вал 7 делает два оборота. Ќа левом конце челночного вала 7 винтами крепитс€ челнок 8, который вращаетс€ против часовой стрелки.
¬ машине примен€етс€ центрально-шпульный равномерно вращающийс€ челнок. Ќа главном валу 1 жестко закреплено зубчатое колесо 2. Ќа распределительном валу 4, расположенному под платформой, крепитс€ зубчатое колесо 3. Ќа эти колеса надет зубчатый ремень 9. Ќа распределительном валу 4 закреплена косозуба€ шестерн€ 5, с ней в зацепление входит шестерн€ 6, изготовленна€ заодно с челночным валом 7. оличество зубьев в шестерне 6 в два раза меньше, чем в шестерне 5, поэтому за один оборот главного вала 1, челночный вал 7 делает два оборота. Ќа левом конце челночного вала 7 винтами крепитс€ челнок 8, который вращаетс€ против часовой стрелки.
^ ћеханизм перемещени€ материалов (рейки)

