




Жоспарлау жобасы өңдеуіне қажетті негізгі көрсеткіштерінің міндеттеріне жататыны қабылданған өндірістін құрылымы, өндіріс үрдісінің маршруттық картасы, жабдықтарды және өндіріс аудандардың есептеу нәтижелері.
Сәйкестікте салалық нормалармен бөлек бөлмелерде келесі өндіріс және қосалқы бөлімшелер орналастыруы керек: кесу және басып шығарылған табақтарды бүктеу; бүктелген дәптерлерді сақтау; түптеу материалдарды пішуі; түптеу сыртқы қабың даярлау; сыртқы қабына өрнек салу және басу; желімдерді даярлау; жоғары жиілік құрулардың генераторларына арналған бөлмелер; жөндейтін шебершені; қоймалық бөлмені.
Кішкене кәсіпорындарда аз сериялық өндірісте материалдардың пішу учаскелері, басқа технологиялық бөлімшелермен бүктеудің, сыртқы қабың даярлауын бір бөлмелерде орналастыруға болады.
Кітапшалау-түптеу өндірісті құрастыруы басу цехтермен және дайын өнім қоймасымен оның байланысы ыңғайлылықты есепке ала отырып істелінеді; ол қарапайым, жеткілікті сыйымды және сенімді транспорттық құралдар өндіріс үрдісің, жүк ағымдарының орынды сұлбасын және қолдану мүмкіншілігі тиісті қамсыздандыру.
Сәйкестікте жобаланатын өндіріс үрдісті ұйымдастыру түрімен жабдықтар екі тәсілдін біреуі мен орналаса алады: біртүрлі машиналардың топтарымен немесе технологиялық процес жүруімен операциялардың орындалу кезектілігі ретінде.
Топталған жоспарлауда басылымдарды әр түрлі технологиялық жолдарымен әзірлеуге болады, яғни жабдықтарды көбірек толық жұктеуін артуға рұқсат етеді, оның ауысымын бір-бірімен қамсыздандыру, жұмысшы күшпен оңай ауыстыру. Сондай жоспарлау өндіріс үрдісін ұйымдық бытыраңқылығына, ұзартуға және транспорттық жолдардың күрделендіруіне, өндіріс цикл ұзақтықтарын артуға ертіп әкеледі. Технологиялық бөлімшелер топталған, технологиялық принцип бойынша аз сериялық өндірісте қалыптасады, қайда басылымдардың жиі алмастырылған техникалық көрсеткіштері және олардың даярлаудың технологиялық сұлбалары артынан өзгереді.
Пәндік принциппен өндіріс бөлімшелердің құруы ретінде жабдықтарды технологиялық үрдістің жүруімен реттік орналасып отырады. Жұмыс ағымды әдістерінің енгізуіне арналған қолайлы шарттарды нәтижесінде жасалады, аралық тар өзара байланыс көбірек жұмыс орындармен жасалады, бірақ жабдықтар толық жүктеуі әрқашан емес қамтамасыз етіледі. Жабдықтар ағымды өндіріс жобалауы кезінде, емес қосылған ағымды сызық құрамына, топталған принциппен қоюға болады, мысалы, форзацты желімдейтін автоматтардың учаскелері, жіп тігу машиналардың және т.б.
Жабдықтарды және жұмыс орындардың ұйымдастыруын орналастырып қоюын мақсатқа лайықты орындау, технологиялық учаскелердің типтік жоспарлауларымен кітапшалау-түптеу өндіріс ағымды сызықтарын басшылыққа еріп. Қажеттілік оқиғасында әр операциялардың арасында жартылай фабрикаттардың сақтауына арналған аудандарды, алдын ала ескеру керек.
Өндіріс барысында жартылай фабрикаттардың ауыспалылығына арналған ленталық және пластинкалы тасымалдағыштар, рольганги қолданылады, аспалылар және люлечные конвейерлер, тік элеваторлар, электротележкилер көтергіш платформалармен және басқа жүретін құралдар.
Жабдықтарды орналастырып қоюы кезінде нормалармен басшылыққа алуға ереді, келтірілгендермен 8.1. кестеде.
Механикаландырылған және автоматты сызықтар аралық ара қашықтықтың және басқа жабдықтармен жартылай фабрикаттармен платформалардың құруын тиісті қамсыздандыру және электротележкалардың емін-еркін өтуін.
Ағымды сызықтардың жоспарлауы әртүрлі болу мүмкін, ол сызыққа кіретін машиналардың санына тәуелді болады (жұмыс орындардың), қолданылатын транспорттық құралдарына, учасканың аудандарының конфигурациясына.
Ең мақсатқа лайықты сызықтың конфигурациясы (түзу сызықтымен) жабдықтар орналастыруымен келеді. Оның құруына арналған сызық сондай құруы кезінде ең аз өндіріс ауданның талап етеді және транспорттық-тапсырушы құрылғылардың ең үнемді топ.
Кітапшалау-түптеу өндірісінде көптеген операциялар орындалады. Еңбексыйымдылығын көп қажет етеді.
Еңбексыйымдылығын жеңілдету үшін әртүрлі жолдар бар. Мысалы:
1. Кітап-журнал өнімдерін дайындау технологиясын ұқсастыру және басылымдардың құрылымын қарапайымдау құрастыру және оларды кеңінен қолдану
2. Тікпей желімдеп бекіту процесін кеңінен қолдану.
3. Түптеу материалдарының сапасын арттыру
4. Өндірісті модульді және агрегатты құрылымды автоматтандырылған ағымды желілермен жабдықтандыру.
5. Кешенді және экономикалық ұтымды әр операцияларға арналған жабдықтармен қамтамасыздандыру.
 |
Сурет 1. Түптелген басылымды дайындау технологиясының сұлбасы
Кесте 8.1.
Кітапшалау-түптеу жабдықтарды орналастыру кезінде ұсынылатын нормалар
| Жабдықтардың аталуы | Ең аз ара қашықтық, м | ||||
| Аралық машиналармен | Аралық машиналармен және қабырғалармен немесе бағаналармен | ||||
| Жұмыс аймақта | Көршілес жұмыс аймақтардың бар болғанда | Жұмыс аймақта емес | Жұмыс аймақта | Жұмыс аймақта емес | |
| 1. Буктеу машиналар: Кіші өлшемді Орташа өлшемді Үлкен өлшемді (екі дәптерді) | 1,2 1,5 1,8 | 1,2 1,5 1,8 | 0,6 1,2 1,2 | 1,0 1,2 1,5 | 0,5 0,6 0,6 |
Кесте 8.1. - жалғасы
| 2. Бір пышақты қағаз кесу машиналар | 2,0 | Ара қашықтық жоқ | 1,2 | 1,5 | 0,6 |
| 3. Желімдейтін автоматтар | 1,2 | 2,6 | 0,8 | 1,0 | 0,6 |
| 4. Табақжинақтау маши-налар | 1,0 | 1,5 | 1,0 | 1,0 | 1,0 |
| 5. Жіп тігу машинала | 1,2 | - | 0,8 | - | - |
| 6. Үш пышақты кесу машиналар | 1,5 | - | - | 1,5 | 0,6 |
| 7. Алтынмен безендіретін престер | 1,5 | - | - | - | 0,6 |
| 8. Кігізілетін-тігетін-кесетін-агрегаттар | 1,2 | - | 1,2 | 1,2 | 1,2 |
ҚТҮ - жобалауға қажетті негізгі көрсеткіштерге өндіріске берілген тапсырыстардың көрсеткіштері, басылымның құрылымы және басу цехынан түсетін шикізаттардың сипаттамаларына қарай әртүрлі болатын көрсеткіштер жатады (қағаздың сорты, табақтар немесе бүктемеленген дәптерлер, дәптердегі бет саны және т.б.).
Қөлемі бойынша. Әр өнімнің құрылымы мен сыртқы өңдеу және безендірілуіне қарай кітапшалау-түптеу процестерінің әртүрлі технологиялары мен арнайы жабдықтарын қолданады.
Мысалы көлемі аз, жұмсақ мұқабамен қапталған басылымдардың дәптерлері бір-біріне кигізіліп жинақталады да сыммен бекітіліп дайындалады.
Таралымы аз өнімдерді әр операцияны бөлек орындайтын жабдықтарда дайындайды.
Ал арнайы агрегаттарда, мысалы кигізілетін-тігетін-кесетін-агрегат (ВШРА) орташа және көп таралымды өнімдерді дайындайды.
Көлемдері орташа және көп, жұмсақ мұқабамен қапталған басылымдардың бүктемеленген дәптерлері бір-бірінің үстіне қойылып (подборка) жинақталады да, кейде сыммен бекітіледі немесе тікпей желіммен бекітіледі (КБС). Осылай жинақталған блоктың үстінен сыммен тігіліп бекітілген өнімдердің ашылуы ыңғайсыз болғандықтан, бұл әдісті блок қалыңдығы 14 мм-ден аспайтын қарапайым басылымдарда қолданған дұрыс. Және де осылайша бекітілген басылымдардың тігілетін тұсындағы ашық жерлерді үлкейтуді ұмытпау керек.
Таралымдары көп, дайындау технологиялары ұқсас өнімдерді өнімділігі жоғары автоматтандырылған ағымды желілерде дайындаған дұрыс.
Көлемі үлкен, жұмсақ мұқабамен қапталатын басылымдарды бүктемелеу барысында терможіптермен немесе тікпей желіммен бекіткен дұрыс.
Технологиялық процестерді таңдау барысында экономикалық тұрғыдан қарағандағы ұтымдылығын ескеру керек.
Технологиялық учаскелерді жоспарлау және жабдықтарды орналастыру
1– 7 сұлбаларда мысалы ретінде келтірілген.
2. сұлбасы – Кітап блогін жинақтау учасканы жоспарлау (Кр = 2,2; Ко = 3,6):
1 — 24-секциялық табақ жинақтау машина 881/24 моделі; 2 — машинаға арналған үстел;
3 — бұмалау-қысу пресс; 4 — өнімге арналған «поддон»; 5 — тасымалдағыш

3. сұлба – Кітап блогін тігу учасканы жоспарлау (Кр = 3,4; Ко = 4,5):
1 — жіппен тігу автомат GMS7 (Жапония); 2 — бұрыштық үстел; 3 — тасымалдағыш

4. сұлба – Түптеу қабын даярлау учаскелерінде жабдықтарды жоспарлау:
I — Кр = 3,4; Ко = 5,1: 1 — DA-240 сыртқы қабын даярлау машина; 2 — электрошкаф;
3 — үстел; 4 — сыртқы қабына арналған орын «фура»; II — Кр = 3,4; Ко = 5,5: 1 — «штуковка» даярлауға арналған машина; 2 — штуковканы мұқабамен қаптайтын жартылай автомат; 3 — үстел; 4 — «фура»

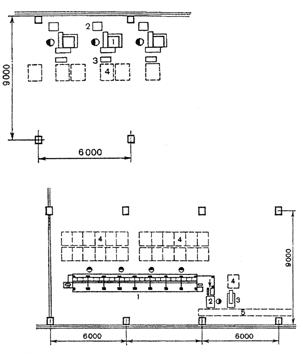
5. сұлба – Түптеу қабын өндеу участогінде жабдықтырды жоспарлау (Кр = 3,2; Ко =4,1):
1 — GEBA 7D автоматтандырылған алтын пресс; 2 — жұмыс үстел; 3 — сыртқы қабына арналған «фура»
6. сұлба – Басылымды мұкабамен даярлау учаскелерінде жабдықтарды жоспарлау
(Кр = 3,2; Ко =4,1):
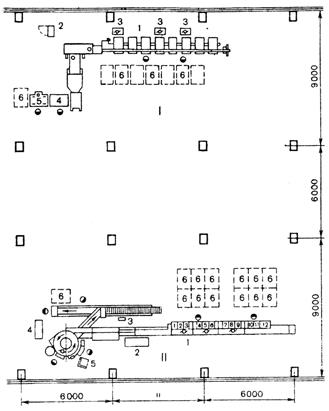
I — Басылым даярлау учаскелер (Кр = 1,7; Ко = 2,7):
1 — HSB 5000 моделі кигізу-тігу-кесу агрегат; 2 — электрошкаф; 3 — компрессор; 4 — жұмыс үстел; 5 — буманы орау машина; 6 — «поддон»; II — бір-бірінің үстіне жинақталып басылымды даярлайтын учаскелер (Кр = 1,8; Ко = 3,1): 1 — тігусіз бекіту агрегат «Ротор-биндер»; 2 — басқару пульті; 3 — электрошкаф; 4 — компрессор; 5 —бұрыштық-үстел; 6 — «поддон»

7. сұлба — Жеке операциялық станокпен жабдықталған, кітапты сыртқы қабымен даярлайтын ағымды сызықты жоспарлау (Кр = 4,8; Ко = 7,2):
1 — үш пышақты кесу машина; 2 — үстел-шкаф; 3 — кітап блогінің түбін дөнгелетін станок; 4 — тасымалдағыш; 5 — брошюралау жұмыстарға арналған енгізілген үстел; 6 — қолмен енгізуге арналған үстел; 7 — қысатын пневматикалық пресс; 8 — преске арналган «каретка»; 9 — штриховка істейтін станок; 10 — тасымалдағыш; 11 — дайын өнім бақылауға арналған үстел; 12 — кітапті бумалауға арналған үстел; 13 — буманы қаптау машина; 14 — блокқа, сыртқы қабына және дайын кітаптарға арналған «фура»
Негізгі: 3[49-50];
Қосымша: 12[44-52]

