




¬ыбор баз технологической обработки коромысла представлен в рисунках 3.1 и 3.2.

| 
|
| омплект баз на операции 010. –ис. 3.2 | омплект баз на операции 015. –ис. 3.3 |
ќпределение последовательности обработки поверхностей заготовки.
ћаршрут обработки коромысла выгл€дит следующим образом:
”станов ј
1. ”становить заготовку в тиски.
2. “орцевать (поверхность 1)
3. ‘резеровать контур
4. ‘резеровать
5. —верлить отверстие на глубину плиты
6. ‘резеровать карман
7. ‘резеровать карман
8. —верлить отверсти€
9. —верлить отверстие
10. –асточить отверстие
11. ‘резеровать ФсквознойФ карман
12. —н€ть фаску
”станов Ѕ
1. “орцевать
2. ‘резеровать контур
3. ‘резеровать
4. ‘резеровать карман
5. —н€ть фаску
¬ыбор оборудовани€, режущего инструмента, измерительных средств, приспособлений.
¬ыбор оборудовани€.
ƒл€ обработки детали-коромысло будем примен€ть универсальный 5-осевой обрабатывающий центр.

”ниверсальный обрабатывающий центр Haas UMC-750. –ис.3.5
¬ыбор режущего инструмента
ƒл€ обработки будем примен€ть:
Ј сверло 861.1-0400-048A1-GM GC34 с параметрами: DC = 4 мм, LU = 48,7 мм, DCON = 6 мм, OAL = 109 мм, LCF = 67 мм, SIG = 140∞, LF = 108,3мм
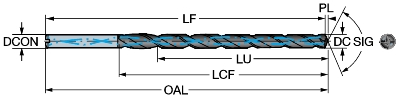
—верло 861.1-0400-048A1-GM GC34.–ис. 3.6
3. фрезу 2S221-0800-100-NG H10F с параметрами: DC = 8 мм, RE = 1 мм, APMX = 13 мм, LU = 64 мм, LF = 100 мм, DCON = 7,8 мм.

‘реза 2S221-0800-100-NG H10F.–ис. 3.7
Ј сверло 862.1-0218-026A1-GM GC34 с параметрами: DC = 2 мм, LU = 28,7 мм, DCON = 6 мм, OAL = 98 мм, LCF = 47 мм, SIG = 140∞, LF = 97,3 мм
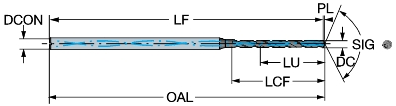
—верло 862.1-0218-026A1-GM GC34. –ис. 3.8
Ј “-образную фрезу с параметрами: D1 = 8 мм, D2 = 6 мм, D3 = 4 мм, S = 4 мм, L = 90 мм.

“-образна€ фреза. –ис. 3.9
Ј фрезу концевую дл€ обработки фасок с параметрами: DCON = 10 мм, LF = 100 мм, DC = 1,5 мм, DCX = 10 мм, KAPR = 45, APMS/LU = 7,35 мм

‘реза концева€. –ис. 3.10
¬ыбор методов контрол€ качества детали
онтактные измерительные системы дл€
оординатно-измерительных машин
ƒатчики TP7M / TP7M EP
ƒатчики серии TP7M имеют электронный механизм срабатывани€, построенный на тензоэлементах, благодар€ чему они обладают повышенной точностью по сравнению с датчиками с механическим срабатыванием. ћультиконтактный автоматический разъем датчика TP7M совместим с разъемами моторизованных головок PH10M/PH10MQ, фиксированной головки PH6M и серией удлинителей PEM. јвтоматическое стыковочное соединение также позвол€ет быстро осуществл€ть смену датчика, как вручную так и автоматически, с помощью специального магазина Renishaw дл€ автоматической смены. ”лучшенные характеристики TP7M EP позвол€ют достигать 3D-точность <0,6 мкм по ISO 10360 Pt 2.

ƒатчики TP7M / TP7M EP. –ис. 3.11
¬ыбор приспособлений
|
|
|
ƒл€ ”станова ј будем примен€ть Makro-Grip 5-Axis Vice 77 (рис. 3.12)
ƒл€ установа Ѕ будем примен€ть Makro-Grip Profile Clamping Vice 77 (рис. 3.13) с алюминиевыми губками Add-on jaws for Makro-Grip Profile Clamping Vice 77 (рис. 3.14)

| 
|
| “иски Makro-Grip 5-Axis Vice 77. –ис. 3.12 | “иски Makro-Grip Profile Clamping Vice 77. –ис. 3.13 |

√убки Add-on jaws for Makro-Grip Profile Clamping Vice 77. –ис. 3.14
3.4 –асчЄт режимов резани€
–асчЄт режимов резани€ производим с помощью сайта-изготовител€ режущего инструмента (http://toolguide.sandvik.coromant.com).
3.5 –асчЄт времени операции и создание управл€ющей программы
–асчЄт времени на операцию проводим с помощью системы SolidCAM. ƒл€ этого надо указать характеристики инструментов и указать режимы резани€ каждой операции, и создать траектории движени€ инструментов (рис.3.16).

“раектории движени€ инструментов. –ис. 3.16
«аключение
¬ выпускной квалификационной работе спроектирован технологический процесс изготовлени€ детали Ц оромысло. ƒеталь примен€етс€ в двигателестроении.
–азработан подробный технологический процесс механической обработки роликового коромысла клапана. ¬ процессе выполнени€ работы выбрана заготовка, определЄн комплект общих технологических баз и баз на первой операции. ѕроизведен выбор технологического оборудовани€, оснастки, режущего инструмента и контрольно-измерительных средств. –ассчитаны режимы резани€ и нормы времени с использованием системы —јѕ– “ѕ Ђ¬ертикальї и SolidCAM. –азработана конструкци€ станочного приспособлени€ дл€ обработки детали с обратной стороны.
¬ научно-исследовательской части произведЄн расчет нагруженно-деформированного состо€ни€ детали и оптимизации конструкции детали.
¬ графической части дипломного проекта разработаны: рабочий чертеж коромысла, схемы наладок механической обработки, сборочный чертеж станочного приспособлени€, плакат научно-исследовательской части.

