




Сварка открытой дугой порошковой проволокой является одним из перс-пективных способов. В промышленности находят применение порошковые проволоки марок ПП-1ДСК, ПП-2ДСК, ПП-АНЗ, ПП-АН4, ЭПС-15/2 и др. Использование проволоки ПП-1ДСК при сварке угловых и стыковых швов с зазором между кромками может привести к получению в швах пор.
Проволока ЭПС-15/2 для получения швов без пор требует соблюдения ре жимов в узком диапазоне. Большие рабочие токи ограничивают применение
этой проволоки для сварки металла малых толщин.
Проволоки ПП-АН7 и ПП-2ДСК имеют хорошие сварочно-технологи-ческие свойства в широком диапазоне режимов (табл. 6.14).
Таблица 6.14. Оптимальные режимы сварки порошковыми проволоками (нижнее положение)

Приведенные в табл. 6.15 данные показывают, что механические свойства металла швов при сварке порошковыми проволоками находятся примерно на уровне свойств соединений, выполненных электродами типа Э50А по ГОСТ 9467-75.

Для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей можно рекомендовать проволоки ПП-2ДСК и ПП-АН4, обеспечивающие хорошие показатели хладноломкости швов.
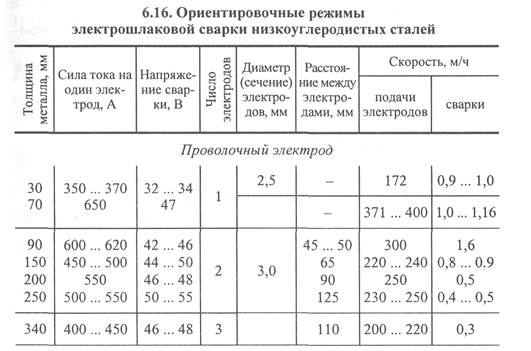
Электрошлаковая сварка
Электрошлаковую сварку широко применяют при изготовлении конс-трукций из толстолистовых низкоуглеродистых и низколегированных сталей. При этом равнопрочность сварного соединения достигается за счет легирова-ния металла шва через электродную проволоку и перехода элементов из расп-лавляемого металла кромок основного металла. Последующая термообработка помимо снижения остаточных напряжений благоприятно влияет и на структуру и свойства сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют флю-сы АН-8, АН-8М, ФЦ-1, ФЦ-7 и АН-22. Выбор электродной проволоки зависит от состава стали. При сварке спокойных низкоуглеродистых сталей с содержа-нием до 0,15% углерода хороших результатов достигают при использовании проволок марок Св-08А и Св-08ГА. Для предупреждения образования газовых полостей и пузырей при сварке кипящих сталей, содержащих мало кремния, ре-комендуется электродная проволока Св-08ГС с 0,6... 0,85 % Si. При сварке ста-лей марок СтЗ и некоторых марок низколегированных сталей удовлетворитель-ные результаты получают при использовании электродных проволок марок Св-08ГА, Св-10Г2 и Св-08ГС, а стали 10ХСНД-Св-08ХГ2СМА (табл. 6.16, а также см. табл. 6.6 и 6.9).

Стойкость металла шва против образования криталлизационных трещин определяется рядом факторов. Решающее значение - направление роста столб-чатых кристаллитов и определение коэффициента формы шва ψ. При ψ = 1,5 - трещины возникают при С = 0,15%. При ψ = 3 – содержание углерода можно увеличить до 0,23% и трещины не образуются. Для измельчения структуры при-меняется нормализация.

